1.本实用新型涉及暖宝宝生产加工技术领域,特别涉及一种复合式贴片机。
背景技术:
2.暖宝宝又名暖贴,其利用自身的化学反应将化学能变为热能,持续向外界输出热量,暖宝宝由外部包装贴片和内部发热包内芯两部分组成,在生产时,需要将特定形状的内芯一一对应的粘贴在对应贴片上的对应位置上,由于贴片大多以模切方式成型,因此对应粘贴位置的贴片上会带有一层覆膜,在将内芯贴于贴片之前,需要将原有的覆膜去除,之后才能将内芯贴于贴片上,最后在装袋销售,传统的操作方法大多采用人工方式撕去覆膜再粘贴,费时费力且效率低下,工人劳动强度大,粘贴的水平也参差不齐,废品率较高,因此,有必要对现有技术改进以解决上述技术问题。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种复合式贴片机,具体而言通过以下技术方案实现:
4.本实用新型包括横截面呈阶梯状的机架,在机架高阶梯面板上沿机架长度方向依次设有下料机构、剥离机构和组装机构,在组装机构正下方机架上设有用于向组装机构提供内芯的传送机构,在机架低阶梯面板上沿机架长度方向设有用于将贴片从下料机构依次转移至剥离机构和组装机构的转移机构;在机架上还设有控制装置,所述下料机构、剥离机构、组装机构、传送机构和转移机构均电信号连接于控制装置。
5.具体的,所述剥离机构包括设于机架高阶梯面板上的覆膜收集通道、用于将贴片压紧于机架高阶梯面板上的压料组件和往返于覆膜收集通道和压料组件之间用于除去覆膜的揭料组件,压料组件位于靠近机架低阶梯面板一侧的高阶梯面板边缘处。
6.具体的,所述压料组件包括平行设于机架高阶梯面板上方的贴片压板,贴片压板位于靠近机架低阶梯面板的高阶梯面板边缘处,在贴片压板上间隔设有若干与贴片中间覆膜对应的第一通孔,在机架高阶梯面板上设有带动贴片压板沿竖直方向上下运动的第一气缸。
7.具体的,所述揭料组件包括间隔设于机架高阶梯面板上的两个支撑板,在支撑板之间沿机架长度方向转动连接有第一转轴,第一转轴两端均固设有与其自身轴线垂直的连杆,在两连杆端部之间转动连接有平行于第一转轴的第二转轴,在第二转轴上间隔设有若干沿竖直方向设置的第一吸嘴,第一吸嘴与贴片压板上的第一通孔一一对应,第一吸嘴连接有负压装置,在支撑板上通过连接件固设有与第一转轴同轴设置的第一带轮,第二转轴的对应端同轴固设有与第一带轮相同的第二带轮,在第一带轮和第二带轮之间通过皮带进行连接,在机架高阶梯面板下部设有驱动第一转轴转动的第一驱动电机,负压装置和第一驱动电机均电信号连接于控制装置。
8.具体的,所述组装机构包括设于机架高阶梯面板上的支撑架,在支撑架两端设有
沿机架宽度方向运动的直线滑轨滑台单元,在两直线滑轨滑台单元内部滑台之间滑动连接有沿竖直方向滑动的吸盘固定架,吸盘固定架下部间隔设有若干内芯吸盘,内芯吸盘与第一吸嘴的数量与间隔均保持一致,在吸盘固定架上设有真空发生器,真空发生器通过管道与内芯吸盘连接,在吸盘固定架上部设有第三转轴,第三转轴端部转动连接有滑块;在支撑架沿机架宽度方向的一侧侧壁上部设有竖直设置的轨道板,轨道板上设有倒u型滑道,在轨道板上设有第二驱动电机,第二驱动电机轴由外侧垂直穿出轨道板且在其轴端设有垂直于轴线方向的摇臂,摇臂端部设有沿摇臂长度方向开设的长圆柱孔,所述滑块滑动连接于长圆柱孔内,所述第三转轴端部穿过滑块探入倒u型滑道中,所述真空发生器和第二驱动电机均电信号连接于控制装置。
9.具体的,所述传送机构包括传送架,传送架上间隔设有若干条相互平行的传送带,传送带与内芯吸盘一一对应且传送带端部分别位于内芯吸盘的正下方,在传送带的端部均设有用于内芯定位的定位板,在传送带下方传送架上沿传送带长度方向间隔设有若干用于逐个隔开内芯的阻挡器,阻挡器和传送带内部电机均电信号连接于控制装置。
10.具体的,所述下料机构包括若干间隔设于机架高阶梯面板上的料仓,料仓沿机架长度方向设置,料仓与内芯吸盘、传送带和第一吸嘴各自的数量、间隔均保持一致,料仓下方出料口处设有弹性挡片,在料仓下方机架上设有将贴片从料仓下端出料口吸至机架高阶梯面板平面上的吸料组件,所述吸料组件电信号连接于控制装置。
11.具体的,所述吸料组件包括平行设于料仓下部机架高阶梯面板下方的吸嘴承载板,在吸嘴承载板上间隔设有若干与料仓出料口一一对应的第二吸嘴,第二吸嘴通过管道与负压装置连接,在机架高阶梯面板下部固设有驱动吸嘴承载板沿竖直方向上下运动的第二气缸,机架高阶梯面板上设有容第二吸嘴通过的第二通孔,第二气缸电信号连接于控制装置。
12.具体的,所述下料机构、剥离机构和组装机构之间的间距相同。
13.本实用新型的有益效果:
14.本实用新型通过设计在机架高阶梯面板上设置剥离机构和组装机构,通过组装机构内部倒u型滑道的导向,可以完美模拟并代替手工实现内芯吸取上升、内芯吸取转移、内芯下降组装的过程,增加了上下运动的行程,保证内芯在内芯吸盘的形变范围内,依然能牢固的将内芯固定在贴片上,充分模拟人工组装过程,同时设置剥离机构替代人工撕去贴片覆膜,实现了整个加工过程的自动化加工,采用机械进行贴片内芯组装时定位准确,报废率低,减少了人工劳动强度,大大提高了生产效率,值得推广,本实用新型的其他有益效果将结合下文具体实施例进行进一步的说明。
附图说明
15.下面结合附图和实施例对本实用新型作进一步描述:
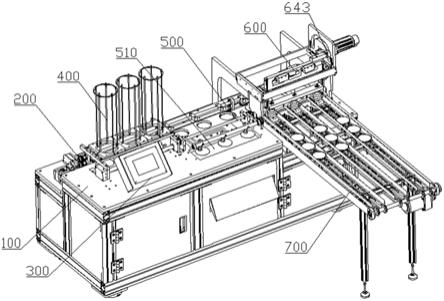
16.图1为本实用新型结构示意图;
17.图2为图1中下料机构示意图;
18.图3为图1中吸料组件示意图;
19.图4为图1中揭料组件示意图;
20.图5为图1中压料组件示意图;
21.图6为图1中组装机构示意图;
22.图7为图1中转移组件示意图;
23.图8为图1中传送机构示意图。
具体实施方式
24.如图1
‑
8所示:本实用新型包括横截面呈阶梯状的机架100,机架100由铝合金型材支架和铺设在铝合金支架上的面板组成,机架100分为高低两个阶梯,阶梯沿机架100宽度方向布置,阶梯的长度方向是即为机架100的长度方向;在机架100高阶梯面板上沿其长度方向依次设有下料机构400、剥离机构500和组装机构600,其中下料机构400处为第一工位,用于分离并向后续机构提供贴片,剥离机构500处为第二工位,用于去除贴片上的覆膜,组装机构600处为第三工位,用于将传送带720上传送过来的内芯贴在贴片撕去覆膜的位置上,在剥离机构500一侧的机架100高阶梯面板上开设有覆膜收集通道510,剥离机构500除去覆膜后将覆膜丢弃在覆膜收集通道510内,便于覆膜的收集和统一处理;在组装机构600正下方机架100上设有用于向组装机构600提供内芯的传送机构700,在机架100低阶梯面板上沿长度方向设有用于将贴片从下料机构400依次转移至剥离机构500和组装机构600的转移机构200,如图7所示,本实施例的转移机构200包括移动平台210,其可以沿着机架100长度方向往复滑动,多采用上下滑板、滑轨、电机、皮带组成,在移动平台210上间隔均匀的设有三组夹持机构220,夹持机构200包括上下两个可以开合的夹板,夹板设置在平行设置的两根转轴上,通过驱动两根转轴相向或是相背转动,从而带动两根转轴上的夹板夹持和松开,三组夹持机构220由夹持机构电机同步驱动,可以实现同步夹持、同步松开,三组夹持机构220分别与下料机构400、剥离机构500和组装机构600一一对应,其中移动平台210电机和夹持机构220电机电信号连接于控制装置300,控制装置300控制器动作的参数,工作时,三组夹持机构220同时夹持住与之对应的工位上的贴片,在移动平台210的带动下使得不同工位下部的贴片沿着机架100高阶梯面板平面平移至下一工位的下部机架100面板上,即第一工位贴片移至第二工位,第二工位贴纸移至第三工位,第三工位贴纸移至成品收集的地方,三个工位之间的间隔是相同的,转移机构200往复运动的距离也与之相同,如此便能实现递推式的送料过程,随后控制装置300控制夹持机构220松开,移动平台210复位,随着移动平台210的往复移动,夹持、移动、松开、复位,贴片逐步经过三个工位,完成贴片在各个工位上的加工,由最端部的夹持机构220将在第三工位完成组装的成品夹持至本装置之外的成品收集处进行收集,转移机构200、和同步夹持机构220都比较常规不多介绍,可以采购也可以查询加工,本领域技术人员应当了解,在机架100上阶梯板上还设有控制装置300,所述下料机构400、剥离机构500、组装机构600、传送机构700和转移机构200均电信号连接于控制装置300,有控制装置300统一协调控制。
25.具体的,剥离机构500包括设于机架100高阶梯面板上用于手机覆膜的覆膜收集通道510、用于将贴片压于机架100高阶梯面板上的压料组件和往返于覆膜收集通道510和压料组件之间用于除去覆膜的揭料组件,压料组件位于靠近机架100低阶梯面板一侧的高阶梯面板边缘处,便于转移机构200转移贴片,本实用信息增加剥离机构500的目的在于,通过压料组件将第一工位转移过来的贴片压在机架100高阶梯面板上,再由揭料组件去除贴片中部的覆膜,此工位代替人工去除覆膜的过程,相比传统手工生产方式,此机构可以降低了
工人工作量并提高了工作效率。
26.具体的,如图5所示,压料组件包括平行设于机架100高阶梯面板上方的贴片压板521,贴片压板521位于靠近机架100低阶梯面板的高阶梯面板边缘处,用于将第一工位转移过来的贴片牢固的压制在贴片压板521和机架100高阶梯面板上表面之间,从而为后续接料组件撕去贴片中部的覆膜提供辅助按压,防止接料组件将贴片一并吸走,在贴片压板521上间隔设有若干与贴片中间覆膜相对应的第一通孔522,便于第一吸嘴535穿过贴片压板521将覆膜从贴片上揭除,在机架100高阶梯面板上设有带动贴片压板521沿竖直方向上下运动的第一气缸523,当然也可以设置导柱、直线轴承来配合贴片压板521上下运动减小系统的摩擦,使运动稳定、平滑,在贴片压板521下部也可以设置橡胶垫来提高贴片的压制效率。
27.具体的,如图4所示,揭料组件通过回转的形式往返于覆膜收集通道510和压料组件之间,其作用是撕去被压料组件压制住的贴片上的覆膜,并将覆膜转移至覆膜收集通道510处,揭料组件包括间隔设于机架100高阶梯面板上的两个支撑板531,在支撑板531之间沿机架100长度方向转动连接有第一转轴532,第一转轴532两端均固设有与其自身轴线垂直的连杆533,在两连杆533端部之间转动连接有平行于第一转轴532的第二转轴534,在第二转轴534上间隔设有若干沿竖直方向设置的第一吸嘴535,第一吸嘴535与贴片压板521上的第一通孔522一一对应,第一吸嘴535连接有负压装置,负压装置为外接原件,可以为气泵,由控制装置300控制,通过负压装置为第一吸嘴535提供吸力使其能够有足够的吸力将贴片上的覆膜吸掉,在支撑板531上通过连接件固设有与第一转轴532同轴设置的第一带轮536,第二转轴534的对应端同轴固设有与第一带轮536相同的第二带轮537,在第一带轮536和第二带轮537之间通过皮带538进行连接,如此在第一驱动电机带动第一转轴532转动时,连杆533带动第二转轴534同步转动,由于第二转轴534轴端设有第二带轮537,且第二带轮537与固定于支撑板531上第一带轮536采用皮带538连接,故在第一带轮536不动的情况下,第二带轮537会转过和第一转轴532同样的旋转角度,从而在往复回转过程中始终保持第一吸嘴535处于竖直状态,以便更好的吸取覆膜,在机架100高阶梯面板下部设有驱动第一转轴532转动的第一驱动电机,在第一驱动电机的带动下,连杆533能在压料组件和覆膜收集通道510之间往复摆动,从而实现在压料组件将贴片固定好后,使第一吸嘴535穿过贴片压板521吸取覆膜,随后回转,在覆膜收集通道510处释放丢弃覆膜,如此往复运动完成去除覆膜的循环过程,负压装置和第一驱动电机均电信号连接于控制装置300,用控制装置300控制负压装置从而控制第一吸嘴535吸力的产生与停止,同时控制第一驱动电机的回转角度和运行速度。
28.具体的,如图6所示,组装机构600包括设于机架100高阶梯面板上的支撑架610,支撑架610长边方向与机架100长度方向保持一致,支撑架610短边方向与机架100宽度方向一致,在支撑架610两端设有沿机架100宽度方向运动的直线滑轨滑台单元620,直线滑轨滑台单元620内部由滑轨、滑台组成,在两直线滑轨滑台单元620内部滑台之间滑动连接有沿竖直方向滑动的吸盘固定架630,如此便实现了吸盘固定架630沿着机架100宽度方向和水竖直方向两个方向上的复合运动,用来配合下述内芯吸盘631吸取内芯,再将内芯粘贴在贴片上;吸盘固定架630下部间隔设有若干内芯吸盘631,内芯吸盘631与第一吸嘴535的数量与间隔均保持一致,在吸盘固定架630上设有真空发生器632,真空发生器632通过管道与内芯吸盘631连接,在吸盘固定架630上部设有第三转轴633,第三转轴633沿机架长度方向设置,
第三转轴633端部转动连接有滑块,在支撑架610沿机架100宽度方向的一侧侧壁上部设有竖直设置的轨道板640,轨道板640上设有倒u型滑道641,在轨道板640上设有第二驱动电机642,第二驱动电机642轴由外侧垂直穿出轨道板640且在其轴端设有垂直于轴线方向的摇臂643,摇臂643端部设有沿摇臂643长度方向开设的长圆柱孔,滑块滑动连接于长圆柱孔内,如此吸盘固定架630可以在摇臂643内部的长圆柱孔内滑动,同时也可以自转,第三转轴633端部穿过滑块探入倒u型滑道641中,如此,第三转轴633端部在倒u型滑道641的限制下,配合直线滑轨滑台单元620和长圆柱孔,实现吸盘固定架630呈倒u型的运动轨迹,进而实现吸盘固定架630在下述定位板730处沿倒u型滑道641竖直段下降吸取内芯,随后沿倒u型滑道641在另一竖直段处下降,并在贴片上方下压并释放内芯,使内芯牢固的粘贴在贴片上,如此复位、循环完成自动组装,采用倒u形的轨迹模拟将内芯按压在贴片上的过程,实现了自动化生产,提高了生产效率,同时采用倒u型滑道641而非半圆形的回转滑道可以增大下压端段和上升段的运行长度,便于调整第二驱动电机642回转角度使内芯牢固压紧粘贴在贴片上,使粘贴质量和定位精度更高,真空发生器632和第二驱动电机642均电信号连接于控制装置300,通过控制装置300控制第二驱动电机642的启停以及转速、转动角度等参数,控制装置300也控制内芯吸盘631在合适的时候得到真空发生装置产生的吸力,以完成内芯的吸取和释放。
29.具体的,如图8所示,所述传送机构700包括传送架710,传送架710上间隔设有若干条相互平行的传送带720,传送带720与内芯吸盘631一一对应且传送带720端部分别位于内芯吸盘631的正下方,一条传送带720对应一个内芯吸盘631,在传送带720的端部均设有用于内芯定位的定位板730,内芯经过传送带720的传送最终落至定位板730上,再由内芯吸盘631吸取,在每条传送带720下方传送架710上沿传送带720长度方向间隔若干设有用于逐个隔开内芯的阻挡器740,阻挡器740和传送带720内部电机均电信号连接于控制装置300,内芯从传动带上传过时,控制装置300控制阻挡器740一次只允许一个内芯经过,后续内芯被阻挡,以此单个的向定位板730处输送内芯,控制装置300可以用于调整传送带720的运行速度等参数。
30.具体的,如图2
‑
3所示,下料机构400包括若干间隔设于机架100高阶梯面板上的料仓410,料仓410沿机架100长度方向设置,料仓410、内芯吸盘631、传送带720和第一吸嘴535的数量均保持一致,本实施例数量设为三个,料仓410下方出料口411处设有弹性挡片412,弹性挡片412承载并阻挡料仓410内的贴片,弹性挡片412的作用是保证吸料组件一次只能从一个料仓410内吸取一张贴片,贴片成摞放置在料仓410内部,吸料组件依次从料仓410下部出料口411处吸出一片贴片,贴片在弹性挡片412的限制下形变通过料仓410的出料口411,而上方的贴片则被阻挡在料仓410内部,一次只能通过一片贴片,在料仓410下方机架100上设有将贴片从料仓410下端出料口411吸至机架100高阶梯面板平面上的吸料组件,吸料组件电信号连接于控制装置300。
31.具体的,吸料组件包括平行设于料仓410下部机架100高阶梯面板下方的吸嘴承载板421,在吸嘴承载板421上间隔设有若干与料仓410出料口411一一对应的第二吸嘴422,第二吸嘴422上端面位于同一平面,第二吸嘴422通过管道与负压装置连接,在机架100高阶梯面板下部固设有驱动吸嘴承载板421沿竖直方向上下运动的第二气缸423,同压料组件相同,此处亦可以用导柱、直线轴承来保证吸嘴承载板421上下运动时的平稳,负压装置连接
有第一吸嘴535和第二吸嘴422并有控制装置300控制其的吸取和释放,第二气缸电信号连接于控制装置,此处控制装置300控制第二吸嘴422吸取上方料仓410出料口411处最下层的贴片,并在第二吸嘴422平面运动至机架100高阶梯面板平面重合时释放贴片,机架100高阶梯面板上对应位置,也设有容第二吸嘴422通过的第二通孔413,方便吸取贴片,在此工位取料在生产中也较为常见,本领域技术人员应当理解,或是可以查询得知。
32.具体的,下料机构400、剥离机构500和组装机构600之间的间距相同,转移机构200往复运动的间距与下料机构400、剥离机构500和组装机构600之间的间距相同,通过转移机构200的往复和夹持机构220的夹持,使得贴片以递进的方式逐步从第一工位转移至第二工位,再由第二工位转移至第三工位。
33.本实用新型工作时,通过转移机构200往复循环送料,在其每一次往复过程中设有间隔,使三个工位分别完成加工,如此循环往复,使贴片逐工位的完成加工,具体加工过程:在启动前向传送带720上提供内芯,同时在料仓410内放置好贴片,随后启动装置,首先在上述第一工位上,吸料组件中的三个第二吸嘴422在第二气缸423的带动下与料仓410出料口411处的贴片接触,控制装置300控制负压装置启动使第二吸嘴422吸取贴片,在弹性挡片412的限制下,一个出料口411处的贴片一次只有一张被吸取,当第二气缸423带动第二吸嘴422平面运动到与机架100高阶梯面板平面重合时停止运动并释放贴片,此时贴片有一小部分伸出机架100高阶梯面板边缘,随之,控制装置300控制转移机构200上设置的三个夹持机构220同步夹紧,与料仓410对应的夹持机构220夹紧贴片伸出机架100高阶梯面板边缘的部分,夹紧后控制装置300控制移动平台210移动,在移动平台210的带动下,夹持机构220夹持三个在第二吸嘴422上且被释放的贴片,沿着机架100的长度方向由第一工位沿着机架100高阶梯面板滑动至第二工位处,此时控制装置300控制夹持机构220同步松开;在贴片从第一工位转移走后,吸料组件在控制装置300的控制下继续取出贴片,在一定的时间间隔后控制装置300控制移动平台210复位,继续夹持贴片转移,这便是第一工位处下料机构的循环下料过程,料仓410内部的贴片依次转移至第二工位,同步的当贴片转移至第二工位后,在夹持机构220松开后至移动平台210向复位方向运动前这段时间间隔内,第二工位处剥离机构500开始加工;第二工位处的压料组件率先动作,控制装置300控制压料组件内部第一气缸523带动贴片压板521下压,将贴片牢固压紧在机架100高阶梯面板和贴片压板521之间,随之控制装置300控制揭料组件内部第一驱动电机动作,连杆533带动第二转轴534上的第一吸嘴535压向被贴片压板521压紧的贴片中部,通过第一通孔522,第一吸嘴535在控制装置300控制下启动吸取贴片上表面的覆膜,随之第一驱动电机在控制装置300的控制下回转,并在第一吸嘴535到达覆膜收集通道510上方停止并释放覆膜,完成撕去覆膜的工作任务,随之控制装置300控制压紧机构复位,此时转移机构200复位返程;转移机构200下一次运动时,三个夹持机构220中的两个分别夹取第一工位和第二工位上准备好的贴片,随着转移机构200转移,夹持机构220松开,第一工位的贴片被转移至第二工位,第二工位上撕去覆膜的贴片被转移至第三工位处,依然是在夹持装置松开后至移动平台210向复位方向运动前这段时间间隔内,第三工位处的组装机构600在控制装置300的控制下动作,控制装置300控制组装机构600内部第二驱动电机642启动,从而驱动吸盘固定架630沿着倒u型滑道641运动,在内芯吸盘631接触传动带定位板730上的内芯时,控制装置300控制真空发生器632工作,从而使内芯吸盘631吸取内芯,随之控制装置300控制第二驱动电机642回转,吸盘固
定架630沿倒u型滑道641运动,并在将内芯吸盘631上的内芯压在去除覆膜的贴片中部并释放返程,完成组装,吸盘固定架630返程避免影响下次贴片转移,值得说明的是,定位板730、内芯吸盘631、转移至第三工位处的贴片位置都是一一对应的,如此便实现了第三工位处的组装,传送带720上定位板730上的内芯转移走后,控制装置300控制阻挡器740释放下一组内芯,在传送带720的带动下内芯转移至定位板730,供下一次组装时内芯吸盘631吸取,这一系列动作完成后转移机构200才开始复位,当转移机构200第三次循环时,转移机构200上的三个夹持机构220分别夹持第一、第二和第三工位上的贴片,将其送至下一个工位,第三工位后面可以设置成品收集处收集成品,也可以对接装袋平台完成包装,如此在三个工位上分别加工,再由转移机构递推式转移,使贴片逐步经过第一、第二和第三工位,完成加工,如此采用循环的方式自动去除覆膜并完成组装,实现了生产自动化,降低了工人的劳动强度,采用机械自动化加工,产品组装时定位准确,报废率低,生产效率也大大提高。
34.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

