1.本实用新型涉及电池技术领域,具体涉及一种圆柱电池的收口揉平装置。
背景技术:
2.圆柱形锂电池多采用全极耳式正、负极,即在正极集流体(通常为铝箔)上涂布正极浆料时,一端边缘预留一部分不涂布浆料的区域(正极白边),在负极集流体(通常为铜箔)上涂布负极浆料时,一端边缘预留一部分不涂布浆料的区域(负极白边),在卷绕后,对正负极白边进行揉平,再与集流盘焊接。
3.现有的揉平方式属于垂直揉平,其能够将正负极白边揉平成一个平面,这种方式会使得白边最边缘侧在集流盘焊接时会存在焊接不到的问题,即焊接的有效面积较小,会导致虚焊、电池卷芯内阻大,进而使得电池使用过程中温升过高,影响电池寿命,造成安全隐患。
技术实现要素:
4.为克服上述缺点,本实用新型的目的在于提供一种圆柱电池的收口揉平装置,使得揉平后,可焊接的有效面积增大,使得集流盘与揉平面的焊接效果更好,从而提升电池的过流能力。
5.为了达到以上目的,本实用新型采用的技术方案是:一种圆柱电池的收口揉平装置,包括底座和收口揉平组件,所述底座包括容纳腔和安装座,所述底座以其中心轴为旋转轴做旋转运动,所述收口揉平组件通过所述安装座相对于所述底座可拆卸且可旋转的设置在所述容纳腔内,所述收口揉平组件包括第一刀头、第二刀头和刀杆,所述第一刀头与所述第二刀头连接,所述第二刀头的另一侧与所述刀杆连接,所述第二刀头刀刃的外周尺寸沿所述第一刀头至所述刀杆方向线性增加,所述第一刀头用于加工形成揉平面,所述第二刀头用于加工形成收口面。
6.优选的,所述底座还包括连接件,所述连接件用于连接第一动力源,所述第一动力源驱动所述底座做旋转运动。
7.优选的,所述收口揉平组件设置为至少三个。
8.优选的,所述安装座包括支撑轴承,所述收口揉平组件还包括安装件,所述安装件与所述支撑轴承配合,将所述收口揉平组件设置在所述安装座内。
9.优选的,刀杆设置为圆柱体,所述安装件设置为圆柱体,所述刀杆的底面直径大于所述安装件的底面直径。
10.优选的,所述刀杆与所述安装件一体设置。
11.优选的,所述第一刀头设置为圆锥状,所述第二刀头设置为圆台状,所述第二刀头包括大径端和小径端,所述大径端与所述刀杆连接,所述小径端与所述第一刀头连接。
12.优选的,所述第一动力源包括驱动电机。
13.优选的,所述第一动力源包括超声波机构,所述超声波机构用于产生超声波并将
超声波转换为机械能作用于所述底座。
14.优选的,所述超声波机构包括超声波发生器、超声波换能器及超声波辐射头。
15.与现有技术相比,本实用新型的有益效果是,设置第一刀头,实现揉平动作,加工形成揉平面,设置第二刀头,所述第二刀头刀刃的外周尺寸沿所述第一刀头至所述刀杆方向线性增加,实现收口动作,在揉平的同时,能够对白边边缘的部分进行收口,加工形成收口面,在焊接时,可焊接的有效面积增加,焊接效果更好,收口揉平组件可拆卸的设置在底座中,便于更换,实用性强。
附图说明
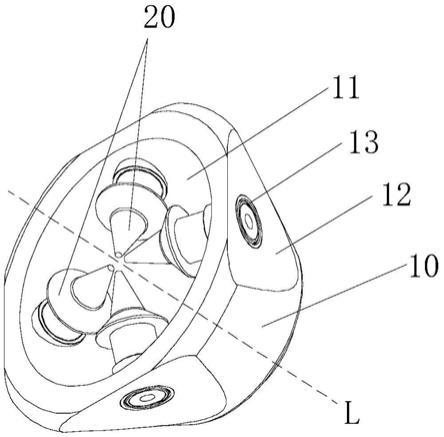
16.图1为本实用新型一较佳实施例的整体结构示意图;
17.图2为本实用新型一较佳实施例的整体结构的俯视图;
18.图3为本实用新型一较佳实施例底座的另一角度示意图;
19.图4为本实用新型一较佳实施例的收口揉平组件的结构示意图;
20.图5为本实用新型一较佳实施例的加工过程的结构示意图。
21.图中:
22.10、底座;11、容纳腔;12、安装座;13、支撑轴承;14、连接件;20、收口揉平组件;21、第一刀头;22、第二刀头;221、大径端;222、小径端;23、刀杆;24、安装件;30、电池卷芯;31、正极白边;32、负极白边;33、揉平面;34、收口面。
具体实施方式
23.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
24.如附图1至附图3所示,本实施例中的圆柱电池的收口揉平装置包括底座10和收口揉平组件20,底座10包括容纳腔11和安装座12,容纳腔11用于容纳收口揉平组件20,安装座12用于将收口揉平组件20安装在底座10上,底座10还包括连接件14,连接件14用于连接第一动力源(图中未示出),第一动力源驱动底座10以其中心轴l为旋转轴做旋转运动,安装座12包括支撑轴承13,使得收口揉平组件20可旋转的设置在安装座12上。
25.作为优选的,第一动力源包括驱动电机,用于驱动底座10旋转。
26.作为优选的,第一动力源包括超声波机构,超声波机构包括超声波发生器、超声波换能器及超声波辐射头等,能够产生超声波并将超声波转换为机械能作用于底座10,实现超声揉平。
27.如附图2及附图4所示,收口揉平组件20包括第一刀头21、第二刀头22、刀杆23和安装件24,第一刀头21与第二刀头22连接,第二刀头22远离第一刀头21的一侧连接刀杆23,安装件24设置在刀杆23远离第二刀头22的一侧,安装件24与支撑轴承13过盈配合,第二刀头22的刀刃的外周尺寸沿第一刀头21至所述刀杆23方向线性增加。
28.本实施例中,第一刀头21设置为圆锥状,第一刀头21的刀刃为圆锥的侧面,第二刀头22设置为圆台状,第二刀头22的刀刃为圆台的侧面,第二刀头22包括大径端221和小径端222,第二刀头22通过小径端222与第一刀头21的圆锥底面连接,第二刀头22通过大径端221
与刀杆23连接。
29.作为优选的,刀杆23设置为圆柱体,安装件24设置为圆柱体,刀杆23的底面直径尺寸大于安装件24的底面直径尺寸。
30.如附图2所示,在安装收口揉平组件20时,将安装件24设置在支撑轴承13内,刀杆23对安装件24起到限位导向作用,当刀杆23与支撑轴承13接触时,收口揉平组件20安装完毕,收口揉平组件20能够以刀杆23为旋转轴做旋转运动,如此设置,便于拆卸,实用性更强。
31.作为优选的,刀杆23和安装件24一体设置。
32.为提高揉平效率,收口揉平组件20设置为多个,多个收口揉平组件20以底座10的中心轴l为阵列中心呈圆形阵列分布,且多个收口揉平组件20在做旋转运动时旋转方向相同。
33.本实施例中,收口揉平组件20设置为四个。
34.如附图5所示,本实用新型的工作原理如下:
35.将本实用新型置于电池卷芯30的正极白边31或负极白边32的正上方,此时,底座10的中心轴l与电池卷芯30的中心轴l’共线,第一刀头21和第二刀头22的刀刃接触正极白边31或负极白边32,第一动力源驱动底座10做旋转运动,通过支撑轴承13的传动作用,收口揉平组件20以刀杆23为旋转轴做旋转运动,实现揉平及收口动作(或配合超声波机构实现超声收口揉平),第一刀头21揉平动作形成揉平面33,揉平面33为一圆心位于底座10的中心轴l(或电池卷芯30的中心轴l’)上的圆周,第二刀头21收口动作形成收口面34,收口面34为一底面圆心位于底座10的中心轴l(或电池卷芯30的中心轴l’)上的圆台侧面,将正极白边31或负极白边32最边缘的一侧进行揉平收口,使得正极白边31或负极白边32集中在揉平面33上,进而使得集流盘(图中未示出)在与揉平面33进行焊接时焊接更加充分,效果更好。
36.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

