1.本发明涉及一种生产设备,特别涉及一种生产陶瓷滤波器的设备。
背景技术:
2.陶瓷滤波器表面镀银,镀银之后需要在设定位置去银形成电极。去银制电极需要经过激光去银、喷码、扫码检测和分频检测这些工序才能完成。现有的陶瓷滤波器的生产,上述工序分别单独在不同的设备上完成的。在不同的设备上完成不同的工序都需要上料和下料,各工序之间的物流周转费时又费力。
技术实现要素:
3.本发明要解决的技术问题在于,针对现有技术的上述缺陷,提出一种节省各工序之间的物流周转时间和人工的陶瓷滤波器的生产设备。
4.本发明解决其技术问题所采用的技术方案为:提供一种陶瓷滤波器的生产设备,包括本体以及设置在本体上的工作台,包括设置在工作台周围的处理装置和智能上下料装置,所述处理装置包括激光去银装置、喷码装置、扫码检测装置和分频检测装置中的至少两个;所述工作台边缘均匀设有至少三个工位,其中至少一个上下料位和至少两个与各所述处理装置相对应的处理工位,所述工作台能转动依次在对应所述处理装置和智能上下料装置的至少三个位置停下;所述工作台在一个位置,至少两个处理装置能对当前分别处在工作台的至少两个处理工位上的产品分别进行激光去银、喷码、扫码检测和分频检测中的至少两种处理,所述智能上下料装置对处在上下料位的产品进行上下料;处理完毕,所述工作台转动一个工位停下,各处理装置继续分别对下一工位转过来的产品进行相应处理,如此循环。
5.进一步地:所述处理工位包括激光去银位、喷码位、扫码检测位和分频检测位,相应地,所述处理装置包括激光去银装置、喷码装置、扫码检测装置和分频检测装置,所述工作台转动一个工位,所述激光去银装置、喷码装置、扫码检测装置和分频检测装置对当前分别处在激光去银位、喷码位、扫码检测位和分频检测位上的产品分别进行激光去银、喷码、扫码检测和分频检测处理。
6.所述工作台为圆盘形。
7.所述激光去银装置、喷码装置、扫码检测装置、分频检测装置和智能上下料装置围绕所述工作台均匀设置。
8.还包括可以上升和下降的料仓,所述料仓包括来料仓、合格料仓和不合格料仓;所述来料仓用于放置未加工产品的来料盘,所述合格料仓用于放置已加工经检测为合格产品的合格料盘,所述不合格料仓用于放置已加工经检测为不合格产品的不合格料盘,各料仓设置在本体台面下方。
9.还包括空盘缓存区。
10.所述不合格料盘、合格料盘、来料盘和空盘缓存区并排设置。
11.还包括料盘搬运模组,用于将来料仓中的空盘搬运所述空盘缓存区,以及将空盘缓存区的空盘搬运至合格料仓和不合格料仓。
12.所述智能上下料装置是机器人。
13.所述上下料位包括独立设置的上料位和下料位。
14.与现有技术相比,本发明陶瓷滤波器的生产设备的工作台上包括上下料位和至少两个处理工位,且工作台可以旋转在各处理装置对应位置停下,工作台在一个工位,激光去银装置、喷码装置、扫码检测装置和分频检测装置中至少两个处理装置分别对至少两个工位进行相应处理,处理完毕,工作台转动一个工位停下,各处理装置分别各工位进行相应处理。如此循环往复,激光去银、喷码、扫码检测和分频检测中至少两个工序共用一次上料和下料,节省物流周转时间和人工,工作效率大为提升。
附图说明
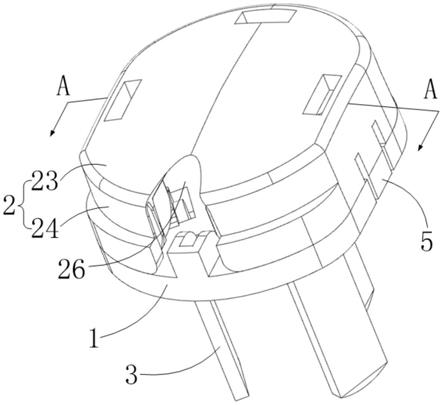
15.图1是本发明陶瓷滤波器的生产设备实施例的轴侧示意图;图2是本发明陶瓷滤波器的生产设备实施例的俯视示意图。
具体实施方式
16.现结合附图,对本发明的较佳实施例作详细说明。
17.一种陶瓷滤波器的生产设备,如图1和图2所示,陶瓷滤波器的生产设备,包括本体10以及设置在本体上的工作台20,包括设置在工作台20周围的处理装置和智能上下料装置70,所述处理装置包括激光去银装置30、喷码装置40、扫码检测装置50和分频检测装置60中的至少两个。所述工作台20边缘均匀设有至少三个工位,其中至少一个上下料位和至少两个与各所述处理装置相对应的处理工位,所述工作台20能转动依次在对应所述处理装置和智能上下料装置的至少三个位置停下。所述工作台20在一个位置,至少两个处理装置能对当前分别处在工作台的至少两个处理工位上的产品分别进行激光去银、喷码、扫码检测和分频检测中的至少两种处理,所述智能上下料装置对处在上下料位的产品进行上下料。理完毕,所述工作台转动一个工位停下,各处理装置继续分别对下一工位转过来的产品进行相应处理,如此循环。工作台至少能在三个工作位置之间循环转动,如果处理工位是两个,工作台能在三个工作位置之间循环转动,如果处理工位是四个,工作台至少能在五个工作位置之间循环转动。每一个产品上料之后经过各处理工位之后下料。一些实施例中,上下料位包括独立设置的上料位和下料位。
18.本实施例中,如图1和图2所示,一种陶瓷滤波器的生产设备,包括设置在本体10上的六工位可旋转的工作台20、激光去银装置30、喷码装置40、扫码检测装置50、分频检测装置60、智能上下料装置70、物料搬运模组80和料仓90。本实施例中,所述工作台20为圆盘形,六个工位均匀分布,依次是上料位21、激光去银位22、喷码位23、扫码检测位24、分频检测位25和下料位26,六个工位在圆盘形工作台20的边缘均匀分布。该六个工位构成一个闭环,所述激光去银装置30、喷码装置40、扫码检测装置50、分频检测装置60和智能上下料装置70分别设置在六工位工作台20周围。所述激光去银装置30、喷码装置40、扫码检测装置50和分频检测装置60分别对应激光去银位22、喷码位23、扫码检测位24和分频检测位25设置。所述智
能上下料装置70对应所述上料位21和下料位26设置。所述工作台20转动一个工位,所述激光去银装置30、喷码装置40、扫码检测装置50和分频检测装置60对当前分别处在激光去银位22、喷码位23、扫码检测位24和分频检测位25上的产品分别进行激光去银、喷码、扫码检测和分频检测处理。所述智能上下料装置70对处在下料位26的产品进行下料,并对上料位21进行上料;处理完毕,所述工作台转动一个工位,各处理装置继续对下一工位上来的产品进行激光去银、喷码、扫码检测和分频检测处理。每一个产品经过激光去银、喷码、扫码检测和分频检测之后下料。
19.所述料仓90包括来料仓91、合格料仓92和不合格料仓93。来料仓91用于放置未加工产品的来料盘911,合格料仓92用于放置已加工经检测为合格产品的合格料盘921,而不合格料仓用于放置已加工经检测为不合格产品的不合格料盘931。各料仓设置在本体台面下方,各料仓中的各料盘位于在所述智能上下料装置70的方便取放的范围之内。另外,还包括空盘缓存区94。本实施例中,不合格料盘931、合格料盘921来料盘911和空盘缓存区94依次排列。
20.激光去银工序如下:工作台20旋转到激光去银位22后,所述激光去银装置30的顶紧气缸先顶出,然后对位于激光去银位22的待去银的产品进行激光去银,去银工作完成,顶紧气缸退回去,工作台20旋转一个工位,刚刚被激光去银的产品本带至喷码位23进行喷码。
21.分频检测工序如下:将分频检测位25上的待检测产品与分频检测装置60的分频夹具内已经检测完成的产品交换,分频检测位25上的已检测产品放下后气缸缩回,分频夹具上的气缸夹紧待检测产品,一提升气缸往下压住待检测产品,使待检测产品紧贴分频夹具。
22.本实施例中,智能上下料装置70采用机器人。机器人的动作为:在来料盘911中抓取一个来料放至上料位21,再移动至下料位26,抓取下料位26上的产品,根据检测结果,将合格品放至合格料盘921,不合格品放至不合格料盘923。经扫码检测装置50和分频检测装置60检测都合格为合格品,否则为不合格品。
23.物料搬运模组80用于搬运各物料盘,其工作流程如下:当前来料盘80中物料被取完时,物料搬运模组80将空盘移动至空盘缓存区,并将来料仓91上升一格;当合格料盘921或者不合格料盘911放满一盘物料时,料仓下降一格,物料搬运模组80将空盘缓存区的空盘移动至对应料仓位置;循环工作,所有物料全部做完时,三个料仓全部升起,人工取出所有料盘。
24.本发明在一个节拍的工作过程如下:产品1在激光去银位22进行激光去银制电极,产品2在喷码位23进行喷码;产品3在扫码检测位24进行扫码,并上传或储存条码信息;产品4在分频检测位25交换分频检测上的物料,并进行分频检测;同时机器人在来料盘911中抓一个产品5放至上料位21,机器人再移动至下料位26,抓取下料位26上的产品6,并根据检测结果判断放至合格料盘921还是不合格盘911。
25.完成一个节拍,工作台旋转一个工位,接着进入下一个节拍,继续同时对多个产品进行加工。
26.本发明采取多工位,大大节省了各工序之间物流周转的时间和人工,生产效率大为提高。并且,本发明采用料仓设计,一次上料数量大为增加,节省上料时间。
27.应当理解的是,以上实施例仅用以说明本发明的技术方案,而非对其限制,对本领域技术人员来说,可以对上述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改和替换,都应属于本发明所附权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。