1.本发明涉及根据独立权利要求的前序部分的一种用于在包括多个过程设备的生产线中跟踪构件的方法以及计算装置。
背景技术:
2.由de102013108277a1已经已知一种用于在生产线中标识构件的方法和系统,在该方法中,在所述至少一个物体有待从加工设备移除时,为所述至少一个待加工的物体以能够电子地调出的方式存储当前指配给这个物体的状态,其中,该状态是根据所述至少一个物体在那之前已经穿过的加工站来确定的。所述至少一个物体的当前状态被读作指配给所述至少一个物体的状态记录的概括。该状态记录被存储在中央数据库中并且根据所述至少一个物体穿过的加工站而更新。在用于该物体的状态记录的基础上判定,所述至少一个物体是否要从该加工设备移除。所述至少一个物体是由与该物体局部地附接的rfid应答器来明确标识的。
技术实现要素:
3.本发明的任务是,这样进一步改进开头所述类型的用于在包括多个过程设备的生产线中跟踪构件的方法以及计算装置,使得可以特别有利地将构件的相应状态通知生产线的所有过程设备。
4.根据本发明,所述任务通过具有独立权利要求的特征的用于在包括多个过程设备的生产线中跟踪构件的方法以及计算装置来解决。本发明的有利的实施方案是从属权利要求以及以下说明的主题。
5.本发明的第一方面涉及一种用于在包括多个过程设备的生产线中跟踪至少一个构件的方法。所述构件尤其是在穿过生产线时要被加工的机动车构件。在该方法中,借助生产线的相应的过程设备来加工和/或测试构件并且为更高级别的电子计算装置提供相应的表征加工和/或测试的加工信号。换句话说,至少在生产线的多个过程设备之一中对构件进行加工和/或测试,其中,该过程设备向更高级别的计算装置提供加工信号,以便将加工和/或测试通知给更高级别的计算装置。尤其是规定,借助生产线的不同过程设备对构件进行不同地测试和/或加工和/或处理、尤其是借助运输机器人将其旋转地放下。借助相应接收的也可以称为测试信号的加工信号,计算装置确定构件的相应状态,该状态是由于在构件上借助所述至少一个过程设备实施的加工和/或借助至少一个在测试构件时确定的构件的测试结果而造成的,电子计算装置接收所述测试结果作为加工信号或至少作为加工信号的一部分。在该方法中还规定,借助计算装置根据多个过程设备的所接收的加工信号沿着所述多个过程设备通过生产线跟踪构件。也就是说,计算装置根据所接收的加工信号来确定构件在哪个时间点位于哪个过程设备上,从而使得计算装置可以通过生产线经由所述多个过程设备跟踪构件的运动。
6.为了能够特别有利地向生产线的相应的过程设备通知在相应的过程设备上被加工和/或被测试的构件,根据本发明规定,借助计算装置接收所述生产线的其中一个过程设备的表征构件特性的询问信号,借助计算装置确定在过程设备中被加工和/或被测试的构件并且为该过程设备提供至少一个表征所确定的构件的构件特性的构件信息信号。换句话说,想要获得关于在过程设备中被加工和/或测试的构件的信息的过程设备,将询问信号发送给电子计算装置。借助所述电子计算装置(借助该电子计算装置跟踪在生产线中被加工的和/或被测试的构件)确定,哪个构件通过询问信号来表征。在此,所述询问信号可以涉及在相应的过程设备中在特定的预先给定的时间点被加工的和/或被测试的构件。电子计算装置根据询问信号确定,在确定的预先给定的时间点在提供询问信号的过程设备中加工和/或测试了哪个构件。然后,电子计算装置向提供询问信号的过程设备提供构件信息信号,该构件信息信号表征由电子计算装置所确定的构件。所述构件信息信号表征在预先给定的时间点由提供询问信号的过程设备加工和/或测试的构件。尤其是,在电子计算装置中可以存储有寄存器,在该寄存器中至少一个在生产线中被测试和/或被加工的构件分配给所述多个过程设备中相应的过程设备,在所述过程设备中所述构件在当前时刻被加工和/或测试或至少设置。该方法能够实现根据对于生产线的相应的过程设备的询问来提供存储在寄存器中的信息。因此,可以特别有利地通知生产线的所述多个过程设备关于相应的由过程设备加工的和/或测试的构件。
7.在这方面,已被证明有利的是,借助构造成测试设备的过程设备通过测试构件确定测试结果并且根据所接收的构件信息信号将测试结果与通过构件信息信号表征的构件相关联地存储在测试设备的存储装置中。换句话说,在电子计算装置中测试设备借助询问信号询问哪个构件正好在测试设备中接受测试。由于由电子计算装置所接收的构件信息信号,测试设备将测试结果分配给通过构件信息信号表征的构件并且将测试结果与所确定的构件相关联地存储在存储装置中。该方法的特别有利之处在于,可以不发生在测试设备上对构件特征的测试,因为在电子计算装置中的寄存器中存储了在哪个时刻哪个构件处于相应的过程设备中或者在过程设备中被加工和/或测试。由此可以有利地取消在生产线的各个过程设备上耗费的构件识别。
8.在本发明的另一种有利的设计方案中规定,借助电子计算装置接收借助过程设备所确定的测试结果并且将其分配给被跟踪的构件。这意味着,借助电子计算装置接收所述测试结果、将其与构件关联并且存储在寄存器中。由此能够实现借助计算装置作为用于至少一个过程设备的构件信息信号不仅可以表征构件而且可以表征分配给该构件的测试结果。因此,通过构件信息信号可以特别有利地向过程设备中的第一过程设备通知构件在与第一过程设备不同的第二过程设备中的测试结果,借助该第二过程设备在第一过程设备之前测试和/或加工构件。例如,所述第一过程设备可以向电子计算装置通知构件的质量缺陷。电子计算装置为第二加工设备提供表征质量缺陷的构件信息信号,借助该第二加工设备将构件由于接收到构件信息信号而相对于初始位置旋转地存在运输带或铺放器上。替代地或附加地,第三过程设备由于接收构件信息信号可以调整加工该构件或跟随在该构件之后的构件的过程参数,由此可以提供调节回路。
9.在本发明的另一种设计方案中被证明有利的是,当构件进入到生产线中时,检测引入到构件中的序列号并且将其提供给计算装置。所述序列号可以被压印或激光照射到构
件中或以其它方式施加到构件上。电子计算装置将检测到的序列号分配给所跟踪的构件并且将所确定的序列号尤其是与构件相关联地存储在寄存器中。在此,在生产线内部不发生对构件的序列号的进一步检测。在构件进入生产线时检测序列号具有如下优点,即在构件进入生产线时通常可以特别清楚地识别序列号并且因此可以特别简单地确定该序列号。在穿过生产线时,借助多个过程设备来加工和/或测试构件,其中,序列号可能丢失易读性。因此,在该方法中可能的是,在将构件设置在生产线中期间,尤其是在构件进入到生产线中时,检测在其最易读的状态下的序列号,并且在构件穿过生产线时可以不发生进一步检测构件的序列号,因为构件借助电子计算装置在穿过生产线时被跟踪。
10.已被证明特别有利的是,构件信息信号表征构件的序列号和/或测试结果。由此能够实现根据构件信息信号向提供询问信号的过程设备通知构件的序列号和/或测试结果。尤其是,测试结果由与提供询问信号的过程设备不同的过程设备确定。例如,可以借助构造成第一测试设备的第一过程设备来确定第一测试结果并且将其提供给电子计算装置,该电子计算装置将第一测试结果与构件相关联地存储。随后借助构造成第二测试设备的第二过程设备可以提供询问信号,随后电子计算装置为第二测试设备提供构件信息信号。所述构件信息信号可以表征构件的序列号和/或第一测试结果。第二测试设备可以确定构件的第二测试结果并且将序列号的第二测试结果和/或第一测试结果相关联地存储在第二测试设备的存储装置中。由此,可以特别简单地共同地并且因此相关地评估构件的分别借助不同的测试设备确定的多个测试结果。
11.此外,已被证明有利的是,在计算装置中借助移位寄存器来实现该构件。移位寄存器是一种顺序逻辑系统(logisches schaltwerk)。尤其是,所述移位寄存器是电子移位寄存器。借助移位寄存器,构件可以借助电子计算装置沿着生产线特别简单且特别抗故障地被跟踪。
12.本发明的另一个方面涉及一种用于在包括多个过程设备的生产线中跟踪构件的计算装置。所述计算装置设计用于接收加工信号,该加工信号表征借助生产线的相应的过程设备对构件进行加工和/或测试。此外,计算装置设计用于借助所接收的加工信号沿着所述多个过程设备穿过生产线跟踪构件。为了能够特别有利地将相应的被加工的和/或被测试的构件通知给生产线的过程设备,根据本发明规定,所述计算装置设计用于接收生产线的至少一个过程设备的表征构件特性的询问信号,确定在过程设备中被加工的和/或被测试的构件并且为过程设备提供表征所确定的构件的构件信息信号。尤其是,所述计算装置设计用于实施已经描述的、根据本发明的用于在包括多个过程设备的生产线中跟踪构件的方法。
13.根据本发明的方法的优点和有利的进一步改进方案可视为根据本发明的计算装置的优点和有利的进一步改进方案,反之亦然。出于这个原因,在此不详细描述根据本发明的计算装置的优点和有利的进一步改进方案。
14.本发明的其它特征由权利要求、附图和附图说明得出。以上在说明书中提到的特征和特征组合以及以下在附图说明中提到的和/或在附图中单独示出的特征和特征组合不仅可以以分别给出的组合、而且也可以以其它组合或单独地使用。
附图说明
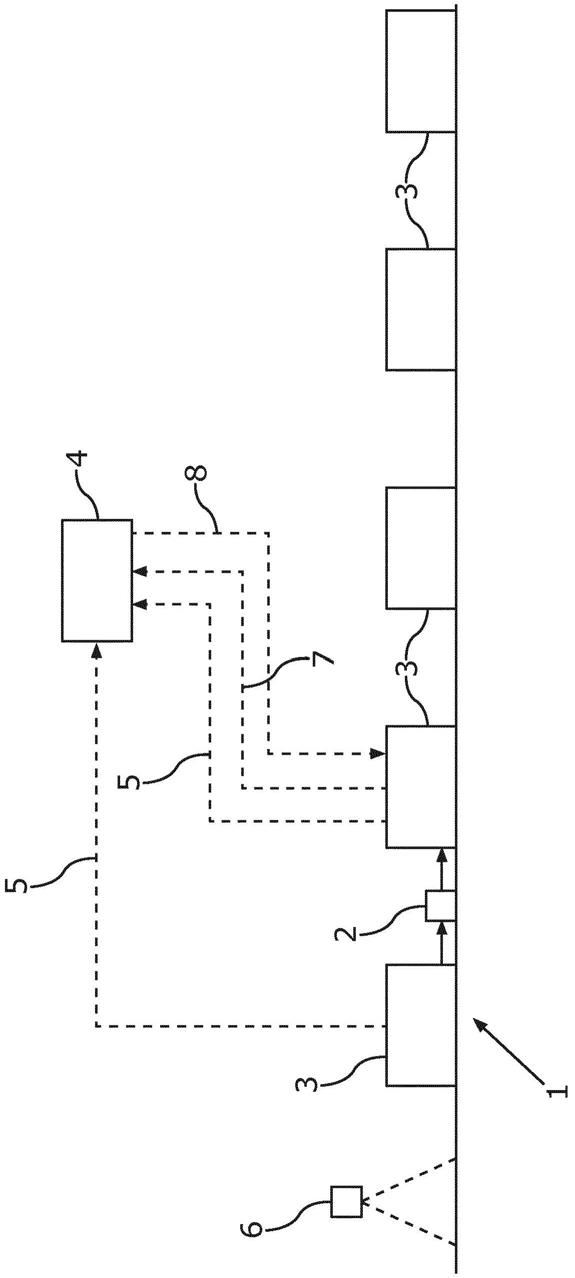
15.现在借助一种优选的实施例以及参考附图来详细阐述本发明。在此,唯一的附图示出具有多个过程设备的生产线的示意性侧视图,在这些过程设备中可以分别加工和/或测试构件、尤其是机动车构件,其中,所述构件沿着生产线穿过多个过程设备,并且设置有电子计算装置,借助该电子计算装置可以监控构件穿过生产线。
具体实施方式
16.在唯一的附图中示出生产线1,在该生产线中加工和/或测试构件2、尤其是机动车构件。生产线1包括多个过程设备3,这些过程设备分别设计用于测试和/或加工构件2。在穿过生产线1时,构件2在相应的过程设备3之间被传输,使得构件2穿过生产线1的所述过程设备3中的多个过程设备、尤其是所有的过程设备3。
17.为了能够跟踪构件2的相应状态、尤其是位置和/或加工状态和/或测试状态的特别有利的监控,设置有电子计算装置4。构件2的加工状态表征是否加工构件2且尤其是如何加工构件2。构件2的测试状态表征是否测试构件2并且尤其是如何测试构件2。在此,测试状态尤其是可以包括测试的测试结果。电子计算装置4设计用于与生产线1的过程设备3无线地和/或通过布线系统进行通信。为了确保电子计算装置4在任何时刻都被通知构件2在生产线1中处于何位置以及构件2的相应的加工状态和/或测试状态如何,相应的过程设备3为电子计算装置4提供相应的加工信号5,所述加工信号表征构件2的加工和/或测试。加工信号5可以表征构件2已经从第一过程设备被传输给第二过程设备,和/或构件2已经在其中一个过程设备3内经受了限定的加工步骤,和/或构件2已经在相应的过程设备3中经受了测试。附加地,可以借助加工信号5为电子计算装置4提供构件2的借助相应的过程设备3确定的测试结果。借助计算装置4,通过寄存器、尤其是电子移位寄存器在通过多个过程设备3穿过生产线1时跟踪构件2。电子计算装置4尤其是可以将经由相应的加工信号5所接收的加工状态和/或测试状态和/或所接收的测试结果在寄存器中与被跟踪的构件2相关联并且将其与构件2相关联地存储。
18.为了能够实现沿着生产线1特别有利地跟踪构件2,在生产线1的入口处设置有检测装置6。借助该检测装置6可以明确地识别构件2。在此,借助检测装置6检测进入到生产线1中的构件2的序列号并且将其提供给电子计算装置4。电子计算装置4将所检测的与构件2相关联的序列号存储在寄存器中,从而被跟踪的构件2在其通过生产线1的运动过程上可以明确地识别。在生产线1内不发生进一步检测序列号。所述序列号在此是激光照射到构件2的表面中的标记,该标记能够借助检测装置6的摄像机装置读取。
19.为了能够实现特别有利地通知加工和/或测试构件2的相应的过程设备3关于构件2,可以规定,电子计算装置4在从过程设备3接收表征构件2的构件特征的询问信号7时提供用于过程设备3的构件信息信号8。这意味着,过程设备3将询问信号7提供给电子计算装置4,其中,询问信号7表征关于由过程设备3加工和/或测试或者说待加工和/或待测试的构件2的构件特征的询问。由于接收询问信号7,电子计算装置4确定通过询问信号7表征的构件2的构件特征。构件特性可以是构件类型和/或构件2的材料和/或构件2的序列号和/或构件2的已经确定的测试结果和/或构件2的加工状态和/或构件2的测试状态。为了向过程设备3通知构件特性,电子计算装置4向提供询问信号7的过程设备3提供表征所确定的构件2的构
件特性的构件信息信号8。由于接收构件信息信号8,过程设备3可以将构件2的构件特性存储在过程设备3的内部存储器中。如果过程设备3是借助其测试构件2的测试设备,则借助该测试设备确定表征测试设备中的构件2的测试结果并且将其与被测试的构件2的构件特性相关联地存储在内部存储器中。附加地,将在测试设备中的构件2的测试范围内所确定的测试结果以加工信号5的形式提供给电子计算装置4。通过在生产线1的过程设备3与电子计算装置4之间的这种数据交换,可以特别简单地沿着生产线1跟踪构件2,其中,可以特别简单地向相应的过程设备3通知在相应的过程设备3中加工和/或测试的构件2的相应的构件特性。由此可以实现特别高的工艺透明度。
20.所描述的方法基于这样的认识,即在冲压车间中板坯件已经在卷材设备中借助激光标注被设置有明确的编码、尤其是序列号。为了所述编码,所有在制造中重要的信息、例如材料参数、过程参数、质量特征等都被存储在数据库中。为了在生产线1内将其它信息、例如裂纹识别系统的结果分配给激光刻蚀到构件2上的序列号,在现有技术的生产设备中必须在每个过程设备3上读取当前测试或加工的构件2的序列号。这分别意味着每个过程设备3使用摄像机,这会导致高的成本,或者由于缺少结构空间而通常是不可能的。
21.电子计算装置4或者所描述的方法能够实现通过生产线1对构件2进行逻辑跟踪,以及通过开放的接口向过程设备3提供构件信息、尤其是关于构件信息信号8的信息,其中所述生产线尤其是可以是压力机生产线。电子计算装置4可以向持久存储信息的更高级别的服务器装置提供关于构件2的相应信息。
22.在该方法中,在生产线1开始时读取构件2的序列号或构件编码。序列号或构件2(其中尤其是可以涉及板坯件)在电子计算装置4中由生产线1逻辑地一起引导。在此,电子计算装置4尤其是可以包括用于设计成压力机生产线的生产线1的压力机控制装置,从而可以在中央的压力机计算和控制单元中尤其是借助移位寄存器跟踪构件2。构件信息信号8可以被提供给生产线1的任意用户,例如在机器人进给器上的测试系统。在此,机器人进给器上的测试系统可以向电子计算装置4、尤其是向电子计算装置4的寄存器发出以询问信号7形式的询问,该询问表征关于刚刚测试了哪个构件2的询问。来自寄存器的反馈、尤其是构件2的通过构件信息信号8表征的构件特性可以与测试结果一起存储在测试系统的内部存储器中,该内部存储器尤其是数据库。电子计算装置4的移位寄存器可以在构件2通过生产线1时被增加信息,这些信息可以在生产线1中的另一个位置上、尤其是由未提供关于加工信号5的相应信息的过程设备3从寄存器中读出并且进一步加工。尤其是生产线1的裂纹测试系统可以识别构件2中的裂纹,并且计算装置4将表征该裂纹的第一测试结果与相应的构件2相关联地存储在寄存器中。该第一测试结果借助寄存器在构件2穿过生产线1时与构件2一起引导并且可以由生产线1的取出机器人进行评估。因此,所述取出机器人接收表示第一测试结果的构件信息信号8并且在有缺陷的构件中与无缺陷的构件不同地做出反应。尤其是,有缺陷的构件可被放置在废料容器中或被旋转地放置在出料传送带上,以便工人将该构件视为有缺陷的。
23.构件的构件分类信息可以从生产线1的外部提供给电子计算装置4。尤其是,钢制造商提供构件的原材料可以向电子计算装置报告在卷材的规定长度区段内有待划分成板坯件的卷材的表面缺陷。来自卷材的该长度区段的所有板坯件可以在板坯件切割和/或施加序列号时分配给寄存器中的相应标记。表征表面缺陷的缺陷信息可以被提供给生产线1
的过程设备3。一旦借助检测装置6检测到设有在寄存器中的标记的序列号,则该移位寄存器中的信息与构件通过生产线1被一起引导。必要时可以根据所述标记在生产线1中匹配构件2的限定的加工步骤。
24.总体上,本发明示出如何能够在生产线1、尤其是压力机生产线中实现用于跟踪构件的寄存器。
25.附图标记列表
[0026]1ꢀꢀꢀꢀꢀꢀ
生产线
[0027]2ꢀꢀꢀꢀꢀꢀ
构件
[0028]3ꢀꢀꢀꢀꢀꢀ
过程设备
[0029]4ꢀꢀꢀꢀꢀꢀ
电子计算装置
[0030]5ꢀꢀꢀꢀꢀꢀ
加工信号
[0031]6ꢀꢀꢀꢀꢀꢀ
检测装置
[0032]7ꢀꢀꢀꢀꢀꢀ
询问信号
[0033]8ꢀꢀꢀꢀꢀꢀ
构件信息信号
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

