dnc动态监控系统
技术领域
1.本实用新型属于dnc信息技术领域,主要涉及dnc动态监控系统。
背景技术:
2.随着工业信息化的不断发展,以往的cnc个人操作逐渐升级为可进行提取、传输、处理、分析和应用联动的dnc计算机数控,但dnc在实际操作过程中常常会出现忘记上刀具、刀具无法转动、刀具磨损严重和刀具断裂等情况时有发生,由于dnc无法获取相关信息无法及时发现,进而对dnc与cnc的整体动态运行造成影响,甚至是造成设备和系统损坏,后果极其严重。
3.有时dnc连接的cnc夹具没有完成上料或者由于夹具出现问题未夹紧物料掉落,dnc与几十台上百台cnc,信息传输量较大,信息交互频繁,会出现各种问题,这些问题有时未能及时将信息传输至dnc 而造成极其严重的后果。
技术实现要素:
4.本实用新型目的在于针对现有技术的缺陷和不足,提供了dnc动态监控系统,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型所采取的技术方案是:
6.dnc动态监控系统,包括dnc服务器、显示器、交换机、cnc、信息监控端和巡检移动端,所述dnc服务器分别连接显示器、交换机和信息监控端,所述交换机连接若干台cnc,所述信息监控端分别与dnc服务器和若干台cnc连接,且与巡检移动端无线连接;所述信息监控端包括处理器、图像监控模块、刀具动态识别模块、刀具尺寸识别模块、物料识别模块、机位信息模块、报警模块、摄像头、信号发送模块、报警灯和红外感应器;所述巡检移动端包括信号接收模块、显示模块、输入模块和报警器;
7.所述信息监控端的处理器分别连接图像监控模块、刀具动态识别模块、刀具尺寸识别模块、物料识别模块、机位信息模块、报警模块,所述图像监控模块连接摄像头,所述物料识别模块连接红外感应器,所述报警模块分别连接信号发送模块和报警灯;所述巡检移动端的单片机分别连接信号接收模块、显示模块、输入模块和报警器;
8.所述刀具动态识别模块用于识别 刀具位置有无刀具和刀具是否在转动;
9.所述刀具尺寸识别模块用于识别刀具尺寸是否正常,刀具尺寸有无磨损缩短或断裂;
10.所述机位信息模块用于显示cnc的机位号;
11.所述图像监控模块用于对摄像头监控的图像进行处理;
12.所述物料识别模块用于对红外感应器感应到的信号进行处理;
13.所述信息监控端的摄像头设置在cnc的操作室内,且摄像头对准刀具;
14.所述信息监控端的红外感应器设置在cnc操作室内,对物料夹具空位处进行红外感应;
15.所述信息监控端的报警灯设置在cnc顶部。
16.所述摄像头监控cnc操作室内的刀具,通过图像监控模块采集刀具点位信息、长度数据和转动数据,并将数据信息传送至处理器,所述刀具动态识别模块通过处理器对点位信息和转动数据信息进行分析判断刀具位置有无刀具和刀具是否在转动,并将识别信息反馈至处理器;所述刀具尺寸识别模块通过处理器对长度数据进行分析判断刀具尺寸有无磨损缩短或断裂,并将识别信息反馈至处理器;
17.所述红外感应器感应cnc操作室内物料夹具空位处有无物料,并将感应信息传输至物料识别模块,通过物料识别模块的识别将判断信息传输至处理器。
18.所述处理器接收到刀具动态识别模块的无刀具或刀具停转识别信息后通过报警模块启动设置在cnc顶部的报警灯,且报警模块通过信号发送模块向巡检移动端发送报警信息;
19.所述处理器接收到刀具尺寸识别模的刀具磨损缩短或刀具断裂识别信息后通过报警模块启动设置在cnc顶部的报警灯,且报警模块通过信号发送模块向巡检移动端发送报警信息;
20.所述处理器接收到物料识别模块的无夹持物料识别信息后通过报警模块启动设置在cnc顶部的报警灯,且报警模块通过信号发送模块向巡检移动端发送报警信息。
21.所述处理器通过连接的机位信息模块将报警的cnc机位信息通过信号发送模块发送至巡检移动端。
22.所述巡检移动端的信号接收模块接收信息监控端发送的信息后由单片机将报警信息通过显示模块显示,且通过单片机连接的报警器进行报警;所述输入模块用于输入关停报警信息。
23.所述dnc服务器连接的显示器用于显示信息监控端传输的数据信息。
24.本实用新型有益效果:
25.1、通过摄像头监控识别cnc的操作室内的是否有刀具、刀具能否转动、刀具有无磨损缩短和断裂,及时发现及时报警处理;
26.2、通过红外感应器设置在cnc操作室内,对物料夹具空位处进行红外感应,在刀具转动的同时识别物料夹具是否夹持物料,发现未夹持物料则启动报警;
27.3、信息监控端与巡检移动端联网发送报警信息,能够及时通知在场巡检人员对cnc检查和关停,做到及时发现及时处理,为dnc提供一道安全监控防线。
附图说明
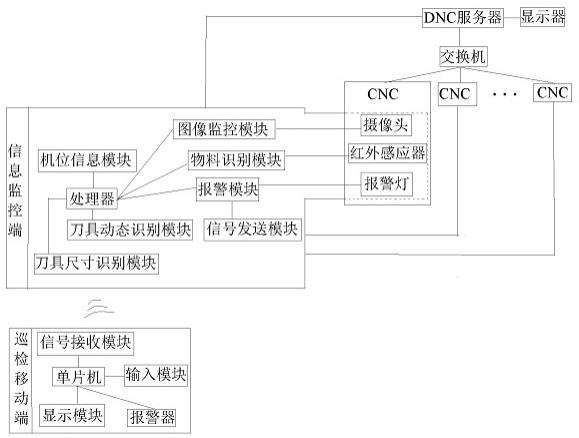
28.图1为本实用新型系统结构示意图。
具体实施方式
29.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施方式,对本实用新型进行进一步详细说明,应当理解,此处所描述的具体实施方式仅用以解释本实用新型,并不用于限定本实用新型。
30.参照图1所示,dnc动态监控系统,包括dnc服务器、显示器、交换机、cnc、信息监控端和巡检移动端,所述dnc服务器分别连接显示器、交换机和信息监控端,所述交换机连接
若干台cnc,所述信息监控端分别与dnc服务器和若干台cnc连接,且与巡检移动端无线连接;所述信息监控端包括处理器、图像监控模块、刀具动态识别模块、刀具尺寸识别模块、物料识别模块、机位信息模块、报警模块、摄像头、信号发送模块、报警灯和红外感应器;所述巡检移动端包括信号接收模块、显示模块、输入模块和报警器;
31.所述信息监控端的处理器分别连接图像监控模块、刀具动态识别模块、刀具尺寸识别模块、物料识别模块、机位信息模块、报警模块,所述图像监控模块连接摄像头,所述物料识别模块连接红外感应器,所述报警模块分别连接信号发送模块和报警灯;所述巡检移动端的单片机分别连接信号接收模块、显示模块、输入模块和报警器;
32.所述刀具动态识别模块用于识别 刀具位置有无刀具和刀具是否在转动;
33.所述刀具尺寸识别模块用于识别刀具尺寸是否正常,刀具尺寸有无磨损缩短或断裂;
34.所述机位信息模块用于显示cnc的机位号;
35.所述图像监控模块用于对摄像头监控的图像进行处理;
36.所述物料识别模块用于对红外感应器感应到的信号进行处理;
37.所述信息监控端的摄像头设置在cnc的操作室内,且摄像头对准刀具;
38.所述信息监控端的红外感应器设置在cnc操作室内,对物料夹具空位处进行红外感应;
39.所述信息监控端的报警灯设置在cnc顶部。
40.所述摄像头监控cnc操作室内的刀具,通过图像监控模块采集刀具点位信息、长度数据和转动数据,并将数据信息传送至处理器,所述刀具动态识别模块通过处理器对点位信息和转动数据信息进行分析判断刀具位置有无刀具和刀具是否在转动,并将识别信息反馈至处理器;所述刀具尺寸识别模块通过处理器对长度数据进行分析判断刀具尺寸有无磨损缩短或断裂,并将识别信息反馈至处理器;
41.所述红外感应器感应cnc操作室内物料夹具空位处有无物料,并将感应信息传输至物料识别模块,通过物料识别模块的识别将判断信息传输至处理器。
42.所述处理器接收到刀具动态识别模块的无刀具或刀具停转识别信息后通过报警模块启动设置在cnc顶部的报警灯,且报警模块通过信号发送模块向巡检移动端发送报警信息;
43.所述处理器接收到刀具尺寸识别模的刀具磨损缩短或刀具断裂识别信息后通过报警模块启动设置在cnc顶部的报警灯,且报警模块通过信号发送模块向巡检移动端发送报警信息;
44.所述处理器接收到物料识别模块的无夹持物料识别信息后通过报警模块启动设置在cnc顶部的报警灯,且报警模块通过信号发送模块向巡检移动端发送报警信息。
45.所述处理器通过连接的机位信息模块将报警的cnc机位信息通过信号发送模块发送至巡检移动端。
46.所述巡检移动端的信号接收模块接收信息监控端发送的信息后由单片机将报警信息通过显示模块显示,且通过单片机连接的报警器进行报警;所述输入模块用于输入关停报警信息。
47.所述dnc服务器连接的显示器用于显示信息监控端传输的数据信息。
48.通过摄像头监控识别cnc的操作室内的是否有刀具、刀具能否转动、刀具有无磨损缩短和断裂,及时发现及时报警处理;
49.通过红外感应器设置在cnc操作室内,对物料夹具空位处进行红外感应,在刀具转动的同时识别物料夹具是否夹持物料,发现未夹持物料则启动报警;
50.信息监控端与巡检移动端联网发送报警信息,能够及时通知在场巡检人员对cnc检查和关停,做到及时发现及时处理,为dnc提供一道安全监控防线。
51.本实用新型的描述和应用都只是说明性和示意性的,并非是想要将本实用新型的范围限制在上述实施例中。这里所披露的实施方式的变形和改变是完全可能的,对于那些本领域的普通技术人员来说,实施方式的替换和等效的各种部件均是公知的。本领域技术人员还应该清楚的是,在不脱离本实用新型的精神或本质特征的情况下,本实用新型可以以其它形式、结构、布置、比例,以及用其它组件、材料和部件来实现,以及在不脱离本实用新型范围和精神的情况下,可以对这里所披露的实施例进行其它变形和改变。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

