1.本发明涉及彩印领域,尤其涉及一种印刷车间温湿度动态调整生产工艺参数的方法、系统以及设备,能够根据印刷车间的环境温度以及湿度调整生产工艺参数。
背景技术:
2.目前,在彩印软包装行业,通行的是纸质的工艺单,工艺单上标注着印刷设备在生产中需要遵守的各项工艺参数的标准值和公差范围,工人在生产前,需要按照工艺单调整印刷机及其辅助设备的参数,运行中要按照质量管理规范按时手工记录这些参数的值。如果生产过程中因为物料或者车间环境条件发生变化,必须改变工艺单上的标准参数时,这些人工记录的工艺参数也必须保持与原有的工艺单一致,否则就是不遵守质量管理规范。要想进行工艺优化,则需要大量手工记录的参数数据,然后再由人来从这些文字中去整理分析,所以现状是几乎所有印刷厂都没有主动的工艺优化行为。
3.目前绝大多数企业的生产车间不是恒温恒湿车间,基本上跟随外界天气、气温、相对湿度影响而变化,甚至一天内的温度和湿度变化也比较大。而在印刷生产过程中,车间环境的湿度和温度对工艺参数有着很大的影响,本质上一年四季,严重时早中晚,温湿度都会有比较大的变化,需要导致工艺参数的调整,但是现状是绝大多数企业忽视这种影响,导致产品质量水平下降,生产成本升高。
4.有些企业面对这种情况,会大量采用人工调整的方式,先用纸质工艺单预先设置设备参数,然后试运行看看产出品质量情况,再根据质量情况调节设备参数,直到摸索出质量没问题的参数,才开始正常生产,这样会降低生产效率,浪费调试时间和调试用的原辅材料。
技术实现要素:
5.本发明的目的之一在于提供一种印刷车间温湿度动态调整生产工艺参数的方法、系统以及设备,能够根据印刷车间的环境温度以及湿度调整生产工艺参数,提高印刷车间产出的产品的质量水平,降低生产成本。
6.本发明的目的之一在于提供一种印刷车间温湿度动态调整生产工艺参数的方法、系统以及设备,能够积累各种产品在印刷工序的详实生产工艺参数记录,形成了使用企业内部的各种温湿度环境下的印刷标准生产工艺知识库,从而摆脱对储存在人脑中的生产工艺的依赖,形成企业内部的标准操作规范,节约了人员培训成本,稳定产品质量。
7.本发明的目的之一在于提供一种印刷车间温湿度动态调整生产工艺参数的方法、系统以及设备,能够与印刷机设备联网,并另外加装传感器,实现生产工艺数据的数字化采集和调整,确保了工艺稳定,降低印刷车间的环境温湿度对于产品质量的影响,并提供了大量数据协助人工优化工艺。
8.为了实现本发明的至少一个发明目的,本发明提供了一种印刷车间温湿度动态调
整生产工艺参数的方法,包括以下步骤:
9.实时监控印刷车间的温度以及湿度的数据;
10.当温度以及湿度的变化值没有超过设定范围时,对于当前的生产工艺参数不作调整并且存储本次温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;
11.当温度以及湿度的变化值超过设定范围时,执行当前温度以及湿度下的工艺参数的自检匹配判断步骤;
12.其中,所述自检匹配判断步骤中,如果已经存储的生产工艺参数数据库中没有匹配到当前的温度以及湿度值时,执行人工检查质量过关步骤,当接收到人工检查质量过关的确认判断指令后,存储本次温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;
13.其中,在所述人工检查质量过关步骤中,如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新。
14.在一些实施例中,其中如果所述自检匹配判断步骤的判断结果是生产工艺参数数据库中匹配到当前生产工艺参数对应的温度以及湿度值时,执行生产工艺参数偏离预警,反馈当前温度以及湿度值以及对应的生产工艺参数,等待指令,根据指令执行变化后的生产工艺参数并更新生产工艺参数数据库,或者根据指令,对于当前的生产工艺参数不作调整并且更新生产工艺参数数据库。
15.在一些实施例中,其中所述生产工艺参数偏离预警步骤还包括以下步骤:接收到变化确认指令时,接收人工输入的变化后的新生产工艺参数,执行变化后的生产工艺参数,并且执行人工检查质量过关步骤,如果接收到人工检查质量过关的确认判断指令,存储本次温度和湿度值以及对应的变化后的新生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的当前温度以及湿度值下产品质量过关的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新。
16.在一些实施例中,其中所述生产工艺参数偏离预警步骤还包括以下步骤:接收到变化否认指令时,执行人工检查质量过关步骤,如果接收到人工检查质量过关的确认判断指令,存储当前温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的当前温度以及湿度值下产品质量过关的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新。
17.在一些实施例中,其中,所述印刷车间温湿度动态调整生产工艺参数的方法还包括生产工艺参数初始验证以及生产工艺参数数据库更新步骤:接收人工输入的温度湿度值以及对应的生产工艺参数;执行该生产工艺参数;当接收到人工检查质量过关的确认判断指令时,将温度湿度值以及对应的生产工艺参数存储于生产工艺参数数据库中;当接收到
人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并存储于生产工艺参数数据库中;其中,所述印刷车间温湿度动态调整生产工艺参数的方法还包括生产工艺参数产量优化排序步骤:实时对更新后的生产工艺参数数据库中的生产工艺参数根据温度湿度值执行排序,其中相同温度湿度值对应多个不同的生产工艺参数时,根据各生产工艺参数被执行时产品产量值排序,产量值大的优先排序于产量值小的之前。
18.根据本发明的另一方面,还提供了一种印刷车间温湿度动态调整生产工艺参数的系统,包括环境温度湿度监控子系统、生产工艺参数数据库子系统、人工交互子系统以及生产工艺参数偏离预警子系统,其中所述环境温度湿度监控子系统实时监控印刷车间的温度以及湿度的数据;当温度以及湿度的变化值没有超过设定范围时,所述生产工艺参数数据库子系统执行生产工艺参数数据库更新;
19.其中,当所述环境温度湿度监控子系统检测到温度以及湿度的变化值超过设定范围时,所述人工交互子系统被配置为:执行当前温度以及湿度下的工艺参数的自检匹配判断,如果所述生产工艺参数数据库子系统的生产工艺参数数据库中没有匹配到当前的温度以及湿度值时,执行人工检查质量过关步骤,当接收到人工检查质量过关的确认判断指令后,发送本次温度和湿度值以及对应的生产工艺参数于所述生产工艺参数数据库子系统的生产工艺参数数据库中,当接收到人工检查质量过关的否定判断指令以及人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数时,将接收的新生产工艺参数以及对应的温度和湿度值发送给生产工艺参数数据库;
20.其中,所述生产工艺参数偏离预警子系统被配置为:当所述生产工艺参数数据库子系统的生产工艺参数数据库中匹配到当前生产工艺参数对应的温度以及湿度值时,执行生产工艺参数偏离预警,反馈当前温度以及湿度值以及对应的生产工艺参数至所述人工交互子系统,等待指令,根据指令执行变化后的生产工艺参数并发送至生产工艺参数数据库,或者根据指令,对于当前的生产工艺参数不作调整;
21.其中,所述生产工艺参数偏离预警子系统还被配置为:接收到所述人工交互子系统的变化确认指令时,接收所述人工交互子系统中人工输入的变化后的新生产工艺参数,执行变化后的生产工艺参数,并且执行人工检查质量过关步骤,如果接收到所述人工交互子系统的人工检查质量过关的确认判断指令,发送本次温度和湿度值以及对应的变化后的新生产工艺参数于生产工艺参数数据库中;如果接收到所述人工交互子系统的人工检查质量过关的否定判断指令以及人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数时,将其发送至生产工艺参数数据库。
22.在一些实施例中,其中还包括网关采集设备、粘度控制器、印刷单元风道温度传感器、风速传感器以及环境温湿度传感器,所述网关采集设备和所述环境温度湿度监控子系统、所述生产工艺参数数据库子系统、所述人工交互子系统以及所述生产工艺参数偏离预警子系统通讯地连接,其中所述粘度控制器、所述印刷单元风道温度传感器、所述风速传感器以及所述环境温湿度传感器均和所述网关采集设备通讯地连接,所述网关采集设备按照预设的时间间隔周期性的采集所述粘度控制器、所述印刷单元风道温度传感器、所述风速传感器以及所述环境温湿度传感器的数据,并发送给所述环境温度湿度监控子系统、所述生产工艺参数数据库子系统、所述人工交互子系统以及所述生产工艺参数偏离预警子系
统,其中所述生产工艺参数偏离预警子系统根据当前预设的生产任务执行实时分析,判断是否采集数据出现异常,如果有异常则发出警报,反馈给所述人工交互子系统。
23.根据本发明的另一方面,还提供了一种印刷车间温湿度动态调整生产工艺参数的设备,所述印刷车间温湿度动态调整生产工艺参数的设备包括生产运营管理系统服务端、设备联网网关、印刷机环境温湿度传感器、印刷机台管理系统终端、印刷机设备控制端、印刷机台电子看板、多个色组数据采集器、色组风道温度传感器、色组风道风量传感器、印刷溶剂粘度自动控制仪、印刷机以及印刷机色组单元;其中多个所述色组数据采集器被设置有上料端和下料端之间,并连接于所述设备联网网关,所述设备联网网关还和所述印刷机设备控制端、所述印刷溶剂粘度自动控制仪、所述印刷机环境温湿度传感器、所述印刷机台管理系统终端相连接;各所述色组数据采集器还连接有所述色组风道风量传感器,所述色组风道温度传感器连接于所述色组风道风量传感器;其中所述生产运营管理系统服务端和所述设备联网网关、所述印刷机台管理系统终端以及所述印刷机台电子看板连接;其中,所述设备联网网关实时采集所述印刷机环境温湿度传感器的温度以及湿度的数据,并发送给所述印刷机设备控制端,其中所述印刷机设备控制端包括温湿度变化判断模块、自检匹配模块、生产工艺参数数据库模型模块以及生产工艺参数偏离预警模块,所述印刷机机台管理系统终端设置有人工交互模块;
24.其中,所述温湿度变化判断模块接收实时监控的印刷车间的温度以及湿度的数据,当温度以及湿度的变化值没有超过设定范围时,对于当前的生产工艺参数不作调整并且所述生产工艺参数数据库模型模块存储本次温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;
25.其中,当温度以及湿度的变化值超过设定范围时,所述自检匹配模块执行当前温度以及湿度下的工艺参数的自检匹配判断,如果所述人生产工艺参数数据库模型模块中没有匹配到当前的温度以及湿度值时,所述人工交互模块执行人工检查质量过关步骤,当接收到人工检查质量过关的确认判断指令后,发送本次温度和湿度值以及对应的生产工艺参数给所述生产工艺参数数据库模型模块;如果所述人工交互模块接收到人工检查质量过关的否定判断指令以及人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数时,发送新生产工艺参数以及对应的温度和湿度值给所述生产工艺参数数据库模型模块;
26.其中,当所述自检匹配模块中判断结果是生产工艺参数数据库中匹配到当前生产工艺参数对应的温度以及湿度值时,所述生产工艺参数偏离预警模块执行生产工艺参数偏离预警,反馈当前温度以及湿度值以及对应的生产工艺参数至所述人工交互模块以及所述印刷机台电子看板。
27.在一些实施例中,其中所述生产工艺参数偏离预警模块还用于:接收到变化确认指令时,接收人工输入的变化后的新生产工艺参数,执行变化后的生产工艺参数,并且执行人工检查质量过关步骤,如果接收到人工检查质量过关的确认判断指令,存储本次温度和湿度值以及对应的变化后的新生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的当前温度以及湿度值下产品质量过关的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新;以及接收到变化否认指令时,执行人工检查质量过关步骤,如果接
收到人工检查质量过关的确认判断指令,存储当前温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的当前温度以及湿度值下产品质量过关的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新。
28.在一些实施例中,其中所述印刷车间温湿度动态调整生产工艺参数的设备还包括和所述设备联网网关通讯地连接的数据快照模块,当接收到数据记录快照指令时,所述数据快照模块获取当前时刻的生产工艺参数数据记录快照,并发送给所述印刷机台管理系统终端。
附图说明
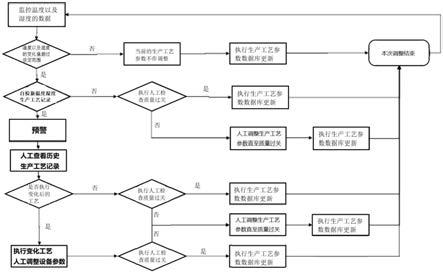
29.图1是根据本发明的一个实施例的一种印刷车间温湿度动态调整生产工艺参数的方法的步骤流程图。
30.图2是根据本发明的一个实施例的一种印刷车间温湿度动态调整生产工艺参数的设备的结构示意图。
具体实施方式
31.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
32.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
33.本发明为涉及计算机程序的发明。阐述了为解决本发明提出的问题,以计算机程序处理流程为基础,通过计算机执行按流程编制的计算机程序,对计算机外部对象或者内部对象进行控制或处理的解决方案。
34.如图1所示,基于本发明的优选实施例,本发明提供了一种印刷车间温湿度动态调整生产工艺参数的方法,所述印刷车间温湿度动态调整生产工艺参数的方法包括以下步骤:
35.实时监控印刷车间的温度以及湿度的数据;
36.当温度以及湿度的变化值没有超过设定范围时,对于当前的生产工艺参数不作调整并且存储本次温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;
37.当温度以及湿度的变化值超过设定范围时,执行当前温度以及湿度下的工艺参数的自检匹配判断步骤;
38.其中,所述自检匹配判断步骤中,如果已经存储的生产工艺参数数据库中没有匹配到当前的温度以及湿度值时,执行人工检查质量过关步骤,当接收到人工检查质量过关的确认判断指令后,存储本次温度和湿度值以及对应的生产工艺参数于生产工艺参数数据
库中,执行生产工艺参数数据库更新;
39.其中,在所述人工检查质量过关步骤中,如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新。
40.例如,已经生产过的产品,能够根据当前印刷机台的温湿度,在已存储的该产品生产工艺记录中搜索到保存匹配该温湿度的生产工艺,反馈动态生产工艺标准。又例如,针对全新产品,生产工艺参数数据库中没有完全匹配该温度湿度的标准生产工艺记录时,可以在生产工艺参数数据库中搜索与此新产品接近的老产品的生产工艺参数来借鉴使用。
41.通过不同情况下,对于生产工艺参数数据库的更新步骤,所述印刷车间温湿度动态调整生产工艺参数的方法能够根据印刷车间的环境温度以及湿度调整生产工艺参数,提高印刷车间产出的产品的质量水平,降低生产成本。也就是说,在不同情况下,通过所述印刷车间温湿度动态调整生产工艺参数的方法对生产工艺参数数据库的更新,增加了生产工艺参数数据库中的数据量以及准确度,能够使生产工艺参数数据库中的温度以及湿度值对应的生产工艺参数在被印刷车间的设备执行后,印刷车间产出的产品质量水平更稳定。
42.进一步地,如果所述自检匹配判断步骤的判断结果是生产工艺参数数据库中匹配到当前生产工艺参数对应的温度以及湿度值时,执行生产工艺参数偏离预警,反馈当前温度以及湿度值以及对应的生产工艺参数,等待指令,根据指令执行变化后的生产工艺参数并更新生产工艺参数数据库,或者根据指令,对于当前的生产工艺参数不作调整并且更新生产工艺参数数据库。
43.也就是说,当所述自检匹配判断步骤的判断结果是生产工艺参数数据库中匹配到当前生产工艺参数对应的温度以及湿度值时,说明生产工艺参数数据库中有能够使产品质量过关的当前温度以及湿度值下对应的生产工艺参数,虽然温度以及湿度的变化值超过了设定范围,但是执行生产工艺参数偏离预警步骤,增加了人工检查质量过关确认步骤,能够进一步验证以及更新生产工艺参数数据库中数据的准确度。
44.其中,所述生产工艺参数偏离预警步骤还包括以下步骤:
45.接收到变化确认指令时,接收人工输入的变化后的新生产工艺参数,执行变化后的生产工艺参数,并且执行人工检查质量过关步骤,如果接收到人工检查质量过关的确认判断指令,存储本次温度和湿度值以及对应的变化后的新生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的当前温度以及湿度值下产品质量过关的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新。
46.其中,所述生产工艺参数偏离预警步骤还包括以下步骤:
47.接收到变化否认指令时,执行人工检查质量过关步骤,如果接收到人工检查质量过关的确认判断指令,存储当前温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的当前温度以及湿度值下产品质量过关的新生产工艺参数以及对应的温度和湿度值存储于生产
工艺参数数据库中,执行生产工艺参数数据库更新。
48.所述印刷车间温湿度动态调整生产工艺参数的方法能够积累各种产品在印刷工序的详实生产工艺参数记录,形成了使用企业内部的各种环境下的印刷标准生产工艺知识库,从而摆脱对储存在人脑中的生产工艺的依赖,形成企业内部的标准操作规范,不再依赖人培训人这种传统培育新人模式,新工人到岗后,经过简单培训,即可按照动态标准生产工艺指导,进行规范作业,从而大幅度节约了人员培训成本,稳定产品质量。
49.进一步地,所述印刷车间温湿度动态调整生产工艺参数的方法还包括生产工艺参数初始验证以及生产工艺参数数据库更新步骤:接收人工输入的温度湿度值以及对应的生产工艺参数;执行该生产工艺参数;当接收到人工检查质量过关的确认判断指令时,将温度湿度值以及对应的生产工艺参数存储于生产工艺参数数据库中;当接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并存储于生产工艺参数数据库中。
50.例如,对于原有的纸质工艺单,可以通过人工输入并验证,作为初始参考。
51.进一步地,所述印刷车间温湿度动态调整生产工艺参数的方法还包括生产工艺参数产量优化排序步骤:实时对更新后的生产工艺参数数据库中的生产工艺参数根据温度湿度值执行排序,其中相同温度湿度值对应多个不同的生产工艺参数时,根据各生产工艺参数被执行时产品产量值排序,产量值大的优先排序于产量值小的之前。
52.例如,生产执行过程中,每一次针对建议的动态标准工艺参数进行调整,生产工艺参数数据库执行更新,会把其作为一套新的生产工艺参数进行记录和存储,并且能够实时根据产量进行分类,产量大的这套生产工艺参数优于产量小的生产工艺参数。
53.本领域的技术人员能够理解的是,可以以方法、系统或计算机程序产品的形式提供本发明的实施例。因此,本发明可采取全硬件实施例、全软件实施例,或者组合软件和硬件的实施例的形式。
54.本领域的技术人员可以理解的是,本发明的方法可以通过硬件、软件,或者软、硬件结合来实现。本发明可以在至少一个计算机系统中以集中方式实现,或者由分布在几个互连的计算机系统中的不同部分以分散方式实现。任何可以实现方法的计算机系统或其它设备都是可适用的。常用软硬件的结合可以是安装有计算机程序的通用计算机系统,通过安装和执行程序控制计算机系统,使其按方法运行。
55.本发明可以嵌入在计算机程序产品中,它包括使此处描述的方法得以实施的所有特征。所述计算机程序产品被包含在一个或多个计算机可读存储介质中,所述计算机可读存储介质具有包含于其中的计算机可读程序代码。根据本发明的另一方面,还提供了一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时能够执行本发明的方法的步骤。计算机存储介质是计算机存储器中用于存储某种不连续物理量的媒体。计算机存储介质包括但不限于半导体、磁盘存储器、磁芯、磁鼓、磁带、激光盘等。本领域的技术人员可以理解的是,计算机存储介质并不局限于前述举例,前述例子仅仅作为举例而并不限于本发明。
56.根据本发明的另一方面,还提供了一种印刷车间温湿度动态调整生产工艺参数的设备,该设备包括:软件应用程序、用于存储软件应用程序的存储器,以及处理器,用于执行该软件应用程序。该软件应用程序的各程序能够相对应地执行本发明的该印刷车间温湿度
动态调整生产工艺参数的方法中的步骤。
57.硬件和软件的典型的结合可以是带有计算机程序的通用计算机系统,当程序被加载并被执行时,控制计算机系统,从而可以执行本发明揭露的方法。
58.本领域的技术人员可以理解的是,该印刷车间温湿度动态调整生产工艺参数的设备可以被体现为台式电脑、笔记本、移动智能设备等,但是前述仅仅作为举例,还包括其他搭载有本发明的该软件应用程序的智能设备。
59.与本发明方法的实施例相对应,根据本发明的另一方面,还提供了一种印刷车间温湿度动态调整生产工艺参数的系统,所述印刷车间温湿度动态调整生产工艺参数的系统为本发明的所述印刷车间温湿度动态调整生产工艺参数的方法在计算机程序改进上的应用。
60.具体地,所述印刷车间温湿度动态调整生产工艺参数的系统包括环境温度湿度监控子系统、生产工艺参数数据库子系统、人工交互子系统以及生产工艺参数偏离预警子系统。
61.具体地,所述环境温度湿度监控子系统实时监控印刷车间的温度以及湿度的数据;当温度以及湿度的变化值没有超过设定范围时,所述生产工艺参数数据库子系统执行生产工艺参数数据库更新;当所述环境温度湿度监控子系统检测到温度以及湿度的变化值超过设定范围时,所述人工交互子系统被配置为:执行当前温度以及湿度下的工艺参数的自检匹配判断,如果所述生产工艺参数数据库子系统的生产工艺参数数据库中没有匹配到当前的温度以及湿度值时,执行人工检查质量过关步骤,当接收到人工检查质量过关的确认判断指令后,发送本次温度和湿度值以及对应的生产工艺参数于所述生产工艺参数数据库子系统的生产工艺参数数据库中,当接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的新生产工艺参数以及对应的温度和湿度值发送给生产工艺参数数据库;所述生产工艺参数偏离预警子系统被配置为:当所述生产工艺参数数据库子系统的生产工艺参数数据库中匹配到当前生产工艺参数对应的温度以及湿度值时,执行生产工艺参数偏离预警,反馈当前温度以及湿度值以及对应的生产工艺参数至所述人工交互子系统,等待指令,根据指令执行变化后的生产工艺参数并发送至生产工艺参数数据库,或者根据指令,对于当前的生产工艺参数不作调整;所述生产工艺参数偏离预警子系统还被配置为:接收到所述人工交互子系统的变化确认指令时,接收所述人工交互子系统中人工输入的变化后的新生产工艺参数,执行变化后的生产工艺参数,并且执行人工检查质量过关步骤,如果接收到所述人工交互子系统的人工检查质量过关的确认判断指令,发送本次温度和湿度值以及对应的变化后的新生产工艺参数于生产工艺参数数据库中;如果接收到所述人工交互子系统的人工检查质量过关的否定判断指令后,等待所述人工交互子系统的人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将发送至生产工艺参数数据库。
62.进一步地,所述印刷车间温湿度动态调整生产工艺参数的系统还包括网关采集设备、粘度控制器、印刷单元风道温度传感器、风速传感器以及环境温湿度传感器,所述网关采集设备和所述环境温度湿度监控子系统、所述生产工艺参数数据库子系统、所述人工交互子系统以及所述生产工艺参数偏离预警子系统通讯地连接,其中所述粘度控制器、所述印刷单元风道温度传感器、所述风速传感器以及所述环境温湿度传感器均和所述网关采集
设备通讯地连接,所述网关采集设备按照预设的时间间隔周期性的采集所述粘度控制器、所述印刷单元风道温度传感器、所述风速传感器以及所述环境温湿度传感器的数据,并发送给所述环境温度湿度监控子系统、所述生产工艺参数数据库子系统、所述人工交互子系统以及所述生产工艺参数偏离预警子系统,其中所述生产工艺参数偏离预警子系统根据当前预设的生产任务执行实时分析,判断是否采集数据出现异常,如果有异常则发出警报,反馈给所述人工交互子系统。
63.如图2所示,与本发明方法的实施例相对应,根据本发明的另一方面,还提供了一种印刷车间温湿度动态调整生产工艺参数的设备,该设备包括生产运营管理系统服务端、设备联网网关、印刷机环境温湿度传感器、印刷机台管理系统终端、印刷机设备控制端、印刷机台电子看板、多个色组数据采集器、色组风道温度传感器、色组风道风量传感器、印刷溶剂粘度自动控制仪、印刷机以及印刷机色组单元。多个所述色组数据采集器被设置有上料端和下料端之间,并连接于所述设备联网网关,所述设备联网网关还和所述印刷机设备控制端、所述印刷溶剂粘度自动控制仪、所述印刷机环境温湿度传感器、所述印刷机台管理系统终端相连接。各所述色组数据采集器还连接有所述色组风道风量传感器,所述色组风道温度传感器连接于所述色组风道风量传感器。所述生产运营管理系统服务端和所述设备联网网关、所述印刷机台管理系统终端以及所述印刷机台电子看板连接。
64.进一步地,所述设备联网网关实时采集所述印刷机环境温湿度传感器的温度以及湿度的数据,并发送给所述印刷机设备控制端,其中所述印刷机设备控制端包括温湿度变化判断模块、自检匹配模块、生产工艺参数数据库模型模块以及生产工艺参数偏离预警模块,所述印刷机机台管理系统终端设置有人工交互模块。
65.进一步地,所述温湿度变化判断模块接收实时监控的印刷车间的温度以及湿度的数据,当温度以及湿度的变化值没有超过设定范围时,对于当前的生产工艺参数不作调整并且所述生产工艺参数数据库模型模块存储本次温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新。
66.进一步地,当温度以及湿度的变化值超过设定范围时,所述自检匹配模块执行当前温度以及湿度下的工艺参数的自检匹配判断,如果所述人生产工艺参数数据库模型模块中没有匹配到当前的温度以及湿度值时,所述人工交互模块执行人工检查质量过关步骤,当接收到人工检查质量过关的确认判断指令后,发送本次温度和湿度值以及对应的生产工艺参数给所述生产工艺参数数据库模型模块;如果所述人工交互模块接收到人工检查质量过关的否定判断指令以及人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数时,发送新生产工艺参数以及对应的温度和湿度值给所述生产工艺参数数据库模型模块。
67.进一步地,当所述自检匹配模块中判断结果是生产工艺参数数据库中匹配到当前生产工艺参数对应的温度以及湿度值时,所述生产工艺参数偏离预警模块执行生产工艺参数偏离预警,反馈当前温度以及湿度值以及对应的生产工艺参数至所述人工交互模块以及所述印刷机台电子看板。
68.进一步地,所述生产工艺参数偏离预警模块还用于:接收到变化确认指令时,接收人工输入的变化后的新生产工艺参数,执行变化后的生产工艺参数,并且执行人工检查质量过关步骤,如果接收到人工检查质量过关的确认判断指令,存储本次温度和湿度值以及
对应的变化后的新生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的当前温度以及湿度值下产品质量过关的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新;以及接收到变化否认指令时,执行人工检查质量过关步骤,如果接收到人工检查质量过关的确认判断指令,存储当前温度和湿度值以及对应的生产工艺参数于生产工艺参数数据库中,执行生产工艺参数数据库更新;如果接收到人工检查质量过关的否定判断指令后,等待人工输入的当前温度以及湿度值下产品质量过关的新生产工艺参数,并将接收的当前温度以及湿度值下产品质量过关的新生产工艺参数以及对应的温度和湿度值存储于生产工艺参数数据库中,执行生产工艺参数数据库更新。
69.进一步地,所述印刷车间温湿度动态调整生产工艺参数的设备还包括和所述设备联网网关通讯地连接的数据快照模块,当接收到数据记录快照指令时,所述数据快照模块获取当前时刻的生产工艺参数数据记录快照,并发送给所述印刷机台管理系统终端。
70.例如,在具体的实施例中,所述数据快照模块为实时获取生产工艺参数数据记录快照数据,因此根据生产实际需求,可能需要工艺参数的某一时刻的数据快照,用于人为分析或者满足gmp等工艺记录需求,人工可以在其终端上随时点击记录按钮,获取当前时刻的数据记录快照,此快照数据会从云端传送给终端,终端电脑提取有用数据再次记录保存归档。
71.在本发明的这个优选实施例中,所述生产运营管理系统服务端集成erp、mes、scada以及wmf等于一体。所述印刷机用于印刷塑料薄膜。上料端为把原料薄膜上机的地方。下料端为把印刷好的半成品下机的地方。所述印刷机溶剂粘度自动控制仪自动调控印刷时使用的油墨以及溶剂混合液体的粘度必须在规定范围内。所述色组风道风量传感器中,每个色组自带plc控制器,控制每个色组干燥用风速,通过算法获取其风量数值,例如根据预设采集频率进行采集。所述色组风道风量传感器中算法执行数据分析以及预警分析等。例如:在预警方面会用到,均值、滤波、拟合等,同时需要根据其它的实际情况做一些特殊的结果导向性算法,如:判断开关机、判断换卷、判断有效产量等。所述色组风道温度传感器中,每个色组自带温度控制器,控制每个色组干燥风温度。在具体实施例中,加装单独的温度传感器,获取干燥风温度数值。所述色组数据采集器用于读取风量和温度传感器送来的数据,并传递给设备联网网关装置。所述印刷机环境温湿度传感器的数据直接传递给所述设备联网网关。所述设备联网网关可以连接各种数据采集器、plc以及所述印刷机溶剂粘度自动控制仪,并把数据传递给所述生产运营管理系统服务端。所述印刷机机台管理系统终端用于与生产运营管理系统人机交互,负责录入必要的数据,得到运行结果的反馈、统计分析数据、查看以往信息等。所述印刷机台电子看板显示由生产运营管理系统统计信息,并在发生异常时,提供预警信息的显示大屏。
72.在具体的变形实施例中,把所有需要的工艺参数整理出来,分类成印刷机控制系统提供、色组控制系统提供、印刷机溶剂粘度自动控制仪提供、自架传感器提供、生产运营管理系统提供、以及工人手动输入提供;分别与印刷机设备生产商端、印刷机控制系统供应商端、印刷机溶剂粘度自动控制仪供应商端通讯协商,要求对方将归属于他们提供的参数数据用统一通信协议提供出来;根据印刷机放置情况,在适当的地方分别加装了自制的传
感器和色组数据采集器;安全布线,把色组数据采集器、传感器、设备控制器等与设备联网网关连接在一起;设备联网网关通过路由器与云部署的生产运营管理系统连接;印刷机台电子看板装置也通过路由器与生产运营管理系统服务端连接;所有数据读取、传递均是实时进行,且长时间运行,无需人介入维护;硬件环境部署好之后,进行数据调试和参数校准,完成后即可投入日常使用中。
73.本领域的技术人员可以理解的是,已参考根据本发明的方法、系统及计算机程序产品的流程图和/或方框图说明了本发明。流程图和/或方框图中的每个方框,以及流程图和/或方框图中的方框的组合显然可由计算机程序指令实现。这些计算机程序指令可被提供给通用计算机、专用计算机、嵌入式处理器或者其他可编程的数据处理设备的处理器,以产生一台机器,从而指令(所述指令通过计算机或者其他可编程数据处理设备的处理器)产生用于实现在流程图和/或方框图的一个或多个方框中规定的功能的装置。
74.本领域的技术人员应理解,上述描述及附图中所示的本发明的实施例只作为举例而并不限制本发明。本发明的目的已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离该原理下,本发明的实施方式可以有任何变形或修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

