1.本发明实施例涉及汽车制造技术,尤其涉及一种汽车电子控制单元的烧录装置和方法。
背景技术:
2.随着人们的出行需求趋向于更加快捷和自由,私家车的数量在逐年递增,汽车制造行业面临着很大的生产挑战。
3.目前,针对汽车生产过程中控制器的芯片程序烧录,工作人员一般是通过简单的器件将待烧录的芯片与烧录器和上位机进行连接,通过人工操作的方式设定相对应的烧录程序,进而完成芯片的烧录工作。
4.现有技术只能针对单一种类的控制器产品的生产,无法快速准确的针对不同的控制器芯片进行烧录。这使得整体产品的生产速度较慢,生产效率低,且生产过程中人工干预多,容易出现烧录错误的程序的情况。
技术实现要素:
5.本发明实施例提供一种汽车电子控制单元的烧录装置和方法,以实现快速准确的针对不同产品进行切换烧录的功能。
6.第一方面,本发明实施例提供了一种汽车电子控制单元的烧录装置,其中,包括:
7.夹具,用于固定夹持待烧录汽车电子控制单元;
8.多个烧录器,分别与所述待烧录汽车电子控制单元相连,用于在接到烧录指令时,对所述待烧录汽车电子控制单元进行程序烧录;
9.扫码设备,用于对所述待烧录汽车电子控制单元的标识码进行扫描,根据扫描结果获取产品信息;
10.工控机,用于从所述扫描设备获取产品信息,根据产品信息确定对应的烧录器,作为当前烧录器,并向所述当前烧录器发送烧录指令。
11.第二方面,本发明实施例还提供了一种汽车电子控制单元的烧录方法,其中,该方法包括:
12.所述工控机控制夹具固定夹持烧录汽车电子控制单元,并向所述扫码设备发出扫描指令;
13.所述工控机获取所述扫码设备通过扫描待烧录汽车电子控制单元的标识码而得到的产品信息,并根据所述产品信息确定对应的烧录器,作为当前烧录器;
14.所述工控机向所述当前烧录器发送烧录指令后,控制所述当前烧录器对所述待烧录汽车电子控制单元进行程序烧录。
15.本发明实施例通过可更换的夹具适配夹持不同的产品,同时利用工控机控制扫码设备和多个烧录器配合,快速准确的选择对应的程序进行烧录,解决了现有技术中人工烧录错误率高、生产效率低的弱点,降低了烧录错误率,大大提高了生产效率。
附图说明
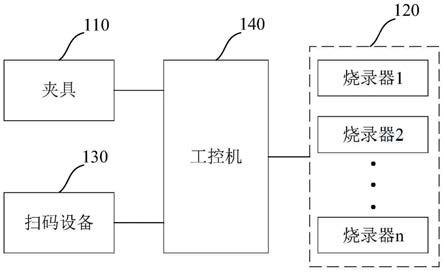
16.图1是本发明实施例一中的汽车电子控制器烧录装置结构示意图;
17.图2是本发明实施例二中的汽车电子控制器烧录装置结构示意图;
18.图3是本发明实施例二中的立柜式汽车电子控制器烧录装置示意图;
19.图4是本发明实施例三中的汽车电子控制器烧录方法流程图。
具体实施方式
20.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
21.实施例一
22.图1为本发明实施例一提供的汽车电子控制器烧录装置结构示意图,本实施例可以适用于汽车流水线中生产多种汽车电子控制器的情况。如图1所示,所述汽车电子控制器烧录装置包括:
23.夹具110,用于固定夹持待烧录汽车电子控制单元;
24.多个烧录器120,分别与所述待烧录汽车电子控制单元相连,用于在接到烧录指令时,对所述待烧录汽车电子控制单元进行程序烧录;
25.扫码设备130,用于对所述待烧录汽车电子控制单元的标识码进行扫描,根据扫描结果获取产品信息;
26.工控机140,用于从所述扫描设备获取产品信息,根据产品信息确定对应的烧录器,作为当前烧录器,并向所述当前烧录器发送烧录指令。
27.其中,所述夹具110是根据待生产产品的物理结构而设计的,由金属制造,可以适配产品外形并牢固夹持。其驱动方式可以是气动或者电动,本发明实施例对生产夹具的材料和驱动方式不作限定。工控机可以控制夹具的夹合和分离,当需要烧录时,工控机控制夹具夹合并紧固待烧录汽车电子控制单元,以便烧录器与待烧录汽车电子控制单元之间可以有稳定的物理连接;烧录完成后,工控机控制夹具分离,方便工作人员取下烧录完成的汽车电子控制单元放入后续流水线中进行其他工序。所述待烧录汽车电子控制单元为汽车电子控制器内部的集成电路板,其表面印有用以区别产品信息的标识码。所述产品信息为用以区别产品本身属性的信息,可以是产品型号和/或产品批次等,此处不作限定。所述待烧录汽车电子控制单元的核心可以是单片机等,本发明实施例对此不作限定。
28.多个烧录器120可以是相同型号的烧录器120,也可以是不同型号的,每个烧录器120内部准备烧写的预设程序可以相同也可以不同,针对不同的待烧录汽车电子控制单元,可以根据工控机140的烧录指令切换不同的烧录器120进行工作,其具体的烧录器型号本发明实施例不作限定。
29.所述扫码设备130通过扫描用以区别产品信息的标识码,获取产品信息,并将产品信息发送给工控机140。该扫码设备可以是扫码枪,还可以是视觉摄像头,标识码可以是条形码,可以是二维码,还可以是不同标识方式的组合。对于扫码设备和标识码的选择,本发明实施例不作限定。
30.所述工控机140获取扫码设备130发送的产品信息,将产品信息与所述多个烧录器
network,can卡),还可以是车载以太等,本发明实施例对此不作限定。
40.所述电流检测设备207用于在烧录过程中,对所述待烧录汽车电子控制器217的回路电流进行检测,并将电流检测结果作为烧录状态信息反馈给所述工控机201。可选的,所述电流监测设备207的一侧通过串行总线与工控机201相连,另一侧串联在待烧录的汽车电子控制单元217的电流回路中,用于监测电流信号,并将所述烧录状态信息实时的通过显示器输出显示。所述电流检测设备207可以是程控电流表,也可以是有输出端口的电流探头等,本发明实施例对此不作限定。
41.所述继电器板卡213用于根据所述烧录指令切换烧录器204与所述待烧录汽车电子控制单元217的连接关系,所述继电器版卡213连接在所述待烧录汽车电子控制单元217和多个烧录器204之间,还可以通过工业以太网与工控机相连,用于受工控机201控制,对所述多个烧录器204进行切换。可选的,所述继电器板卡213可以包含16路独立继电器,每路继电器为单刀双掷开关,含公共触点、常开触点和常闭触点。
42.所述位置状态检测设备211,用于检测夹具的闭合位置,生成闭合位置的检测信号。位置状态检测设备211可以是接近开关,可以是接近传感器,还可以是距离传感器,本发明实施例对此不作限定。可选的,所述位置状态检测设备211可以安装在夹具上端模具一侧,通过数字量输入输出接口(digital input/output,dio)与工控机201相连,本发明实施例对安装位置和连接方式不作限定。当位置状态检测设备211检测到夹具已经到达夹持位置并且稳定的夹持产品时,将闭合位置的检测信号发送给工控机201。
43.所述工控机201还用于,根据所述闭合位置的检测信号确定夹持到位时,触发扫码设备203进行扫描。所述闭合位置的检测信号是由位置状态检测设备211提供的,接收到夹具202已经稳定的夹持产品的信息后,对扫码设备203发出指令,控制扫码设备203对产品表面印有的标识码进行扫描。
44.安全设备210用于对烧录装置进行碰触防护和/或接近防护,并根据防护监测结果输出报警信息。可选的,安全设备210选择安全光幕,将安全光幕安装在夹具周围,通过dio与工控机相连,用于发射激光和接收激光,并在有物体误触激光时产生报警信号。
45.所述工控机201还用于,按照设定的异常识别规则,对所述产品信息和烧录状态信息进行异常识别,生成异常信息并输出显示。可选的,所述异常识别规则可以是根据经验人为设定的,本发明实施例对此不作限定。
46.所述打印机208用于打印操作者自定义信息,可选的,打印机208通过并行接口或以太网口与工控机相连。
47.所述启动按钮209用于给工控机发送启动烧录的指令,可选的,启动按钮209通过数字量输入输出接口与工控机201相连。
48.所述急停按钮212用于紧急停止烧录,可选的,将急停按钮212串联入夹具202的控制电路,按下急停按钮212时夹具立刻分离停止烧录。
49.所述电源214用于为整个装置供电,可选的,电源可以使用可调直流电源。
50.所述外部设备215用于工作人员和工控机201进行人机交互,可选的,外部设备215可以包括鼠标、键盘和显示器,直接与工控机201相连。
51.所述分线端子排216用于对装置进行布线,可选的,分线端子排215设置多组副用端子和备用端子。
52.所述待烧录汽车电子控制单元217,本发明实施例中烧录装置的烧录对象,可以是汽车电子控制器中的电路板。
53.图3是本发明实施例二提供的一种立柜式汽车电子控制器烧录装置示意图。
54.在一个具体的例子中,可选的,本发明涉及装置可以采用立柜式分层设计安装,如图3所示,这是立柜式汽车电子控制器烧录装置的正视图,该柜式装置共有五层结构。
55.第一层310除未展示的键盘、鼠标和显示器外,分别安装有启动按钮311、急停按钮312、夹具上端模具313、夹具下端模具314、接近传感器315、扫码摄像头316、安全光幕317和打印机318。
56.第二层320安装有工控机321、dio卡322和can卡323。
57.第三层330安装有两个烧录器331与332、一个编程器333和程控电流表334。
58.第四层340安装有继电器板卡341、分线端子排342和电源343。
59.第五层350为备用层,预留作储物功能。
60.本实施例的技术方案,通过多种设备组合检测烧录过程中的状态信息并及时反馈报警的方法,解决了人工单一烧录过程中容易发生烧录错误和烧录故障的缺陷,达到了提高生产效率和降低人工烧录错误率的效果。
61.实施例三
62.图4为本发明实施例三提供的一种汽车电子控制器烧录方法流程图。本发明实施例三的方法是由前述实施例中的汽车电子控制器烧录装置执行的。本发明实施例可适用于汽车流水线中生产多种汽车电子控制器的情况。如图3所示,所述汽车电子控制器烧录方法包括:
63.步骤410、所述工控机控制夹具固定夹持烧录汽车电子控制单元,并向所述扫码设备发出扫描指令。
64.步骤420、所述工控机获取所述扫码设备通过扫描待烧录汽车电子控制单元的标识码而得到的产品信息,并根据所述产品信息确定对应的烧录器,作为当前烧录器。
65.步骤430、所述工控机向所述当前烧录器发送烧录指令后,控制所述当前烧录器对所述待烧录汽车电子控制单元进行程序烧录。
66.可选的,还包括:所述工控机从电流检测设备获取电流检测结果作为烧录状态信息,按照设定的异常识别规则,对所述烧录状态信息进行异常识别,生成异常信息并输出显示。
67.所述工控机从编程器获取同步检测结果作为烧录状态信息,按照设定的异常识别规则,对所述烧录状态信息进行异常识别,生成异常信息并输出显示。
68.所述工控机在烧录过程结束后对编程器的检测结果进行分析,将产品是否合格的信息输出显示。
69.所述工控机从所述扫码设备获取产品信息,按照设定的异常识别规则,对所述产品信息进行异常识别,生成异常信息并输出显示。
70.所述工控机从位置状态检测设备获取闭合位置的检测信号,根据所述闭合位置的检测信号确定夹持到位时,触发扫码设备进行扫描。
71.可选的,所述工控机按照设定的异常识别规则,对所述产品信息进行异常识别包括:
72.所述工控机将所述产品信息与设定的汽车电子控制单元信息进行对比,若产品信息不匹配,发出异常信息提示。
73.所述工控机将所述烧录状态信息与设定的参考阈值进行对比;若烧录状态信息的值在参考阈值内,所述工控机不发出异常信息提示;若烧录状态信息的值不在参考阈值内,所述工控机发出异常信息提示。
74.例如,工控机将扫码设备扫描到的产品信息与工作人员设定的待烧录的产品信息进行对比,如果二者相符,则进行正常烧录工作;如果二者不符,则通过显示器输出警报信息,提醒工作人员产品有误。烧录状态信息是由编程器和电流检测设备提供的,将烧录状态信息与正常状态信息的各项参考阈值进行对比,如果烧录状态信息符合阈值范围,则进行正常烧录工作;如果不符合阈值范围,则通过显示器输出警报信息,并通过工控机控制烧录器停止烧录。所述正常状态的参考阈值可以是根据经验人为设定的,也可以是根据系统仿真得出的,本发明实施例对设定的参考阈值和警报信息的内容不作限定。
75.在一个具体的例子中,工作人员将准备烧录的产品放置于夹具的下端模具中,按下启动按钮,工控机控制上端模具向下合拢,使夹具夹紧待烧录的产品,夹具夹紧的同时,接近开关检测到夹具的上端模具已经到达夹紧的位置,工控机控制扫码摄像头对产品表面印有的产品信息码进行扫描,并且工控机将扫描到的产品信息与工作人员提前在工控机中设定的需要烧录的产品的信息进行对比。若信息不符,工控机会在显示器的操作界面上发出警报信息,比如操作界面中弹出弹窗,并有醒目的文字和图标提示放置的产品有误。若信息相符,则将产品信息与工控机预设的所有产品信息进行对比,并找到对应的烧录程序和对应的烧录器,工控机控制继电器板卡来切换对用的烧录器,然后进行程序烧录。烧录过程中启动程控电流表和编程器对烧录回路中的电流和其他各项数据进行监控,并实时的将检测到的各项数值与预设的阈值进行比较,如果检测到的各项数值不在预设阈值范围内,工控机控制夹具立刻弹开停止烧录,如果检测到的电流值在预设阈值范围内,则持续烧录至结束。烧录过程中程控电流表和编程器检测的数据会实时反馈给工控机,并通过显示器显示在操作界面中。
76.烧写过程的末尾,can卡会向被烧录的产品发送通讯指令,一定时间内,产品将按照其内部格式反馈给工控机相应的数据。
77.烧录过程结束时,编程器会将测试结果反馈给工控机,工控机对测试的数据进行记录、保存,工控机控制夹具分离,打印机打印工作人员自定义的信息。
78.烧录过程结束后,工控机内软件将测试数据进行分析,如果测试结果符合产品标准,操作界面会显示绿色的“产品合格”的字样提示,如果测试结果不符合产品标准,操作界面会显示红色的“产品不合格”的字样提示,工控机中的软件会对测试数据和结果进行存储,可供后续回查。然后显示器的操作界面会出现弹窗,提醒工作人员取出烧录完的产品并放置后续待烧录产品。
79.本实施例的技术方案通过对不同产品进行自动识别切换烧录器的方法,解决了现有技术中人工烧录时只能单一烧录无法自动切换的问题和容易烧录错误的缺陷,达到了提高生产效率和降低人工烧录错误率的效果。
80.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、
重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

