1.本实用新型属于夹具装置技术领域,具体涉及一种夹具防错机构。
背景技术:
2.对于汽车行业常用的自动液压夹具,目前国内夹具行业普遍存在定位单一,防错措施不精密,自动化低下,多依靠人工检查、物理限位等措施来达到产品定位和防错的功能。缺乏数字化和自动化的管控措施。常常出现以下不良现象:
3.1、产品定位面与夹具定位面贴合不良:现有夹具技术的缺乏三维定位检测,产品放置在夹具上之后,通过人工观察xyz三个方向的定位面是否与产品贴合。
4.2、夹具定位销与产品定位孔接触不稳定:现有夹具技术,在产品放入夹具前,需要人工观察定位销位置是否正确及定位销是否卡滞等,在产品装夹后,需要确认产品定位孔是否与夹具定位销相对接。同样需要人工观察确认。
5.3、装夹精度不佳:由于产品装夹后的相关确认均需要人工,当人员技能不足或观察不够仔细时,无法发现产品定位面和孔未与夹具紧密贴合,导致不同产品之间加工位置不一致,尺寸超出公差等质量不良产生,不良率上升,不良流出风险加大。
6.4、装夹不良撞刀:由于夹具定位后无法自动识别或识别能力不足,偏位的产品在执行 cnc自动加工程序后,刀具与产品距离和理论偏差大,导致加工刀具断刀、切削力过大设备损坏等撞刀事故。
7.5、装夹效率低:由于每一次装夹均需要人工确认产品与夹具的契合程度,需要较长的观察时间,导致装夹时间长。
技术实现要素:
8.为了克服现有技术的上述缺点,本实用新型的目的在于提供一种夹具防错机构,具有自动检查产品装夹是否到位的功能,能够实现产品的快速精准定位和防错。
9.本实用新型为达到其目的,所采用的技术方案如下:
10.一种夹具防错机构,包括夹具本体,在所述夹具本体上设有通油装置、手压杆装置、气密检测口、气密检测装置和防错装置;
11.所述通油装置包括通油阀门件和通油通道,所述通油阀门件与所述通油通道相配合;
12.所述手压杆装置设有可移动的压紧块,所述压紧块处于手压杆装置的位置分别为第一初始位置和第一压紧位置,处于所述第一压紧位置的压紧块作用所述通油装置的通油阀门件,使所述通油阀门件与所述通油通道分离;
13.所述气密检测口与所述气密检测装置相连接。
14.优选的,所述夹具本体上设有z向支撑块,所述气密检测口包括设于z向支撑块的z向支撑气密检测口。
15.优选的,所述夹具本体上设有xy向定位销和销座,所述气密检测口包括设于所述
xy向定位销和所述销座之间的xy向气密检测口。
16.优选的,所述通油装置还包括通油底座,所述通油底座与所述夹具本体固定连接,所述通油通道设于所述通油底座,所述通油通道包括进油端口和出油端口,所述通油底座上设有与其铰接的活动杆,在所述活动杆与所述通油底座的铰接处设有弹簧件,所述通油阀门件与所述活动杆连接,所述活动杆与所述通油底座的相对位置分别为第二初始位置和第二压紧位置,所述活动杆处于第二初始位置时,所述通油阀门件与所述出油端口相配合,所述压紧块处于所述第一压紧位置并作用所述活动杆处于第二压紧位置,且所述通油阀门件与所述出油端口相分离。
17.优选的,所述活动杆上设有滚轮件,所述压紧块处于所述第一压紧位置并作用所述活动杆的滚轮件,使所述活动杆处于第二压紧位置。
18.优选的,所述手压杆装置包括手压杆座、转动杆和压簧件,所述手压杆座与所述夹具本体固定连接,所述转动杆与所述手压杆座滑动且转动配合,所述转动杆的顶部设有限位块,所述压簧件套于所述转动杆且处于所述限位块与所述手压杆座之间,所述转动杆与所述手压杆座的相对位置分别为第三初始位置和第三压紧位置,所述转动杆处于第三压紧位置时,所述压簧件处于压紧状态,所述转动杆处于第三初始位置时,所述压簧件处于自然状态,所述压紧块与所述转动杆连接,所述转动杆处于第三压紧位置时,所述压紧块处于第一压紧位置。
19.优选的,所述手压杆座上设有限位槽,在所述压紧块上下端分别设有手动杆和限位杆,所述限位杆处于所述限位槽内,所述压紧块上设有用于作用所述通油阀门件的压紧片,所述限位槽包括第一限位位置和第二限位位置,所述限位杆处于所述第一限位位置时,压簧件处于自然状态,所述限位杆处于所述第二限位位置时,压簧件处于压紧状态,所述限位杆上设有与所述限位槽的第二限位位置相配合的限位件。
20.优选的,所述防错装置包括设在所述夹具本体的防错杆与防错块。
21.优选的,所述气密检测装置的检测压力的调整范围为0
‑
0.8mpa。
22.优选的,所述气密检测装置的检测泄漏量的调整范围为0
‑
5000cc。
23.与现有技术相比,本实用新型的有益效果是:
24.本实用新型提出的夹具防错机构,将工件放在夹具本体上,防错装置先进行第一次定位防错纠正,再用气密检测装置通过气密检测口检测工件与夹具本体的气密性后,进行第二次定位防错纠正,最后手压杆装置作用通油装置对夹具本体的装置进行通油操作,可以达到预防产品未装夹到位的效果,实现产品的快速精准定位和防错。
附图说明
25.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
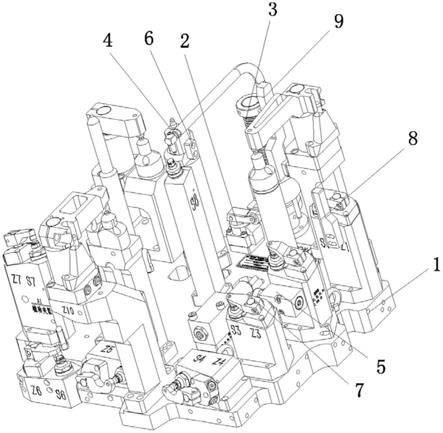
26.图1为本实用新型的实施例的示意图;
27.图2为本实用新型的实施例的通油装置与手压杆装置的示意图;
28.附图标记说明:
[0029]1‑
夹具本体,2
‑
通油装置,3
‑
手压杆装置,4
‑
z向支撑块,5
‑
xy向定位销,6
‑
z向支撑气密检测口,7
‑
xy向气密检测口,8
‑
防错杆,9
‑
防错块,10
‑
通油底座,11
‑
活动杆,12
‑
滚轮件,13
‑
手压杆座,14
‑
转动杆,15
‑
压簧件,16
‑
限位块,17
‑
限位槽,18
‑
手动杆,19
‑
限位杆,20
‑
压紧片,21
‑
限位件,22
‑
压紧块。
具体实施方式
[0030]
为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行详细描述。需要说明的是,在不冲突的情况下,本实用新型的实施方式及实施方式中的特征可以相互组合。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
[0031]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。
[0032]
参照图1,本实用新型的实施例包括一种夹具防错机构,包括夹具本体1,在所述夹具本体1上设有通油装置2、手压杆装置3、气密检测口、气密检测装置和防错装置;
[0033]
所述通油装置2包括通油阀门件和通油通道,所述通油阀门件与所述通油通道相配合;
[0034]
所述手压杆装置3设有可移动的压紧块,所述压紧块处于手压杆装置3的位置分别为第一初始位置和第一压紧位置,处于所述第一压紧位置的压紧块作用所述通油装置2的通油阀门件,使所述通油阀门件与所述通油通道分离;
[0035]
所述夹具本体1上设有z向支撑块4、xy向定位销5和销座,所述气密检测口包括设于 z向支撑块4的z向支撑气密检测口6、设于所述xy向定位销5和所述销座之间的xy向气密检测口7,所述气密检测口与所述气密检测装置相连接。
[0036]
所述防错装置包括设在所述夹具本体1的防错杆8与防错块9。
[0037]
本实用新型提出的夹具防错机构,将工件放在夹具本体上,防错装置先进行第一次定位防错纠正,再用气密检测装置通过气密检测口检测工件与夹具本体的气密性后,进行第二次定位防错纠正,最后手压杆装置作用通油装置对夹具本体的装置进行通油操作,可以达到预防产品未装夹到位的效果,实现产品的快速精准定位和防错。
[0038]
如图2所示,具体的,所述通油装置2还包括通油底座10,所述通油底座10与所述夹具本体1固定连接,所述通油通道设于所述通油底座10,所述通油通道包括进油端口和出油端口,所述通油底座10上设有与其铰接的活动杆11,在所述活动杆11与所述通油底座10 的铰接处设有弹簧件,所述通油阀门件与所述活动杆11连接,所述活动杆11与所述通油底座10的相对位置分别为第二初始位置和第二压紧位置,所述活动杆11处于第二初始位置时,所述通油阀门件与所述出油端口相配合,所述压紧块22处于所述第一压紧位置并作用所述活动杆11处于第二压紧位置,且所述通油阀门件与所述出油端口相分离。
[0039]
所述活动杆11上设有滚轮件12,所述压紧块22处于所述第一压紧位置并作用所述活动杆11的滚轮件12,使所述活动杆11处于第二压紧位置。
[0040]
所述手压杆装置3包括手压杆座13、转动杆14和压簧件15,所述手压杆座13与所述夹具本体1固定连接,所述转动杆14与所述手压杆座13滑动且转动配合,所述转动杆14的顶部设有限位块16,所述压簧件15套于所述转动杆14且处于所述限位块16与所述手压杆座 13之间,所述转动杆14与所述手压杆座13的相对位置分别为第三初始位置和第三压紧位置,所述转动杆14处于第三压紧位置时,所述压簧件15处于压紧状态,所述转动杆14处于第三初始位置时,所述压簧件15处于自然状态,所述压紧块22与所述转动杆14连接,所述转动杆14处于第三压紧位置时,所述压紧块22处于第一压紧位置。
[0041]
所述手压杆座13上设有限位槽17,在所述压紧块22上下端分别设有手动杆18和限位杆19,所述限位杆19处于所述限位槽17内,所述压紧块22上设有用于作用所述滚轮件12 的压紧片20,所述限位槽17包括第一限位位置和第二限位位置,所述限位杆19处于所述第一限位位置时,压簧件15处于自然状态,所述限位杆19处于所述第二限位位置时,压簧件 15处于压紧状态,所述限位杆19上设有与所述限位槽17的第二限位位置相配合的限位件21。
[0042]
优选的,所述气密检测装置的检测压力的调整范围为0
‑
0.8mpa。
[0043]
优选的,所述气密检测装置的检测泄漏量的调整范围为0
‑
5000cc。
[0044]
本方案的操作步骤如下:
[0045]
1、加工前将工件放入到夹具本体,通过防错装置先进行第一次定位防错纠正;
[0046]
2、将工件与z向支撑块、xy向定位销和销座相配合,再用气密检测装置通过z向支撑气密检测口、xy向气密检测口检测工件与夹具本体的气密性;
[0047]
3、气密性检测装置对泄漏量或压力的检查判定合格后,通过手动杆作用压紧块转动,压紧块作用转动杆处于第三压紧位置,此时压紧块处于第一压紧位置,压紧块的压紧片作用滚轮件,使活动杆处于第二压紧位置,且所述通油阀门件与所述出油端口相分离;
[0048]
4、进行夹具本体的通油操作,对工件进行夹紧。
[0049]
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,故凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

