1.本实用新型涉及镜面领域,尤其涉及一种镜面钢板清洁系统及酸洗单元。
背景技术:
2.镜面钢板是覆铜板行业层压板领域一种重要的工装,其是将铜箔和覆铜板层压板用的粘结片夹于钢板中间,在覆铜板层压机里面通过加压升温进行压合过程。镜面钢板所起的作用明显,其性质和质量关系着覆铜板层压过程的温度和压力传导的效果,从根本上决定着覆铜板层压产品的质量和性能。
3.在生产过程中研究发现,镜面钢板的洁净度会影响产品的外观质量,因此在叠合前需将镜面钢板经过洗板机进行清洁,镜面钢板经过洗板机的工作流程一般为:镜面钢板
‑
磨板
‑
水洗
‑
热风烘干。
4.随着pcb技术的发展,薄型覆铜板的需求越来越多,pcb客户对薄型覆铜板外观质量的要求也越来越高,尤其是表面不能有擦花缺陷。
5.擦花缺陷一般与镜面钢板的清洁质量有关,主要是由于镜面钢板凹坑中的残铜清洁不彻底造成的。采用现有的洗板机,只能通过加大研磨的方式才能将镜面钢板凹坑中的残铜彻底清除,加大研磨虽然可以把凹坑磨平、把残铜去除,但是同时也带来了镜面钢板其他位置粗糙度不均的问题,另外因为频繁打磨也会导致镜面钢板变薄,减少镜面钢板的使用寿命。
6.因此,亟需一种既能有效清除镜面钢板凹坑中的残铜,又不损伤镜面钢板的表面粗糙度的镜面钢板清洁系统及其酸洗单元来克服上述缺陷。
技术实现要素:
7.本实用新型的目的在于提供一种既能有效清除镜面钢板凹坑中的残铜,又不损伤镜面钢板的表面粗糙度的酸洗单元。
8.本实用新型的另一目的在于提供一种既能有效清除镜面钢板凹坑中的残铜,又不损伤镜面钢板的表面粗糙度的镜面钢板清洁系统。
9.为实现上述目的,本实用新型的酸洗单元包括机架、输送机构、酸液喷淋机构及毛刷辊,所述输送机构安装于所述机架上,所述酸液喷淋机构安装于所述机架上并分别位于所述输送机构的上方和下方,所述毛刷辊安装于所述机架上并位于所述输送机构的上方和下方,所述酸液喷淋机构与所述毛刷辊沿所述输送机构的输送方向依次设置,所述酸液喷淋机构包括与所述毛刷辊相间隔开设置的预喷淋头和与所述毛刷辊邻设的正喷淋头,所述预喷淋头与所述正喷淋头沿输送方向依次设置,所述毛刷辊呈可转动的设置,位于上方的所述正喷淋头呈朝下的倾斜设置,位于下方的所述正喷淋头呈朝上的倾斜设置,位于上方的所述预喷淋头朝下设置,位于下方的所述预喷淋头朝上设置。
10.较佳地,所述正喷淋头的倾斜方向与垂直面之间的倾斜角度为40
°‑
60
°
。
11.较佳地,同一侧的所述预喷淋头为至少两排并沿输送方向呈等间隔开的设置,同
一排的所述预喷淋头为至少两个并呈等间隔开的设置;同一侧的所述正喷淋头为至少一排,同一排的所述正喷淋头为至少两个并呈等间隔开的设置。
12.较佳地,所述预喷淋头所喷出来的液体的截面形状为扇形,两相邻的所述预喷淋头之间的距离小于或者等于所述扇形的最大长度。
13.较佳地,本实用新型的酸洗单元还包括压紧辊,所述压紧辊位于所述输送机构的上方,所述压紧辊分别设于所述毛刷辊的左右两侧,所述压紧辊还可沿上下方向移动定位以放松或者压紧镜面钢板。
14.较佳地,所述毛刷辊可绕其轴向和/或上下方向移动以定位。
15.较佳地,所述毛刷辊的表面为尼龙材质的软毛,所述软毛的直径为50
‑
500um,所述软毛的长度为0.5
‑
5mm。
16.为实现上述目的,本实用新型的镜面钢板清洁系统包括沿输送方向依次设置的上料单元、前述的酸洗单元、清洗单元、吹干单元及下料单元。
17.较佳地,所述上料单元、输送机构及所述下料单元从前往后依次设置,所述上料单元、输送机构及所述下料单元均包括若干个沿输送方向相间隔开并呈转动设置的输送辊。
18.较佳地,所述清洗单元包括位于所述输送机构上方的上清洗喷淋头及位于所述输送机构下方的下清洗喷淋头,所述上清洗喷淋头朝所述输送机构的上表面呈倾斜设置,所述下清洗喷淋头朝所述输送机构的下表面呈倾斜设置。
19.与现有技术相比,本实用新型的酸洗单元借助输送机构、酸液喷淋机构及毛刷辊之间的相互配合,当输送机构输送镜面钢板至预喷淋头的位置时,预喷淋头喷出酸洗液以软化污垢及腐蚀残铜,使凹坑中的残铜溶解或松动,紧接着,输送机构输送镜面钢板至毛刷辊的位置时,正喷淋头及毛刷辊同时工作,利用酸洗液一边溶解残铜,利用毛刷辊的摩擦力一边磨掉残铜,从而有效地清除镜面钢板凹坑中的残铜,还不会损伤镜面钢板的表面粗糙度。故具有该酸洗单元的镜面钢板清洁系统也具有能有效清除镜面钢板凹坑中的残铜,又不损伤镜面钢板的表面粗糙度的优点。
附图说明
20.图1是本实用新型镜面钢板清洁系统的主视结构示意图。
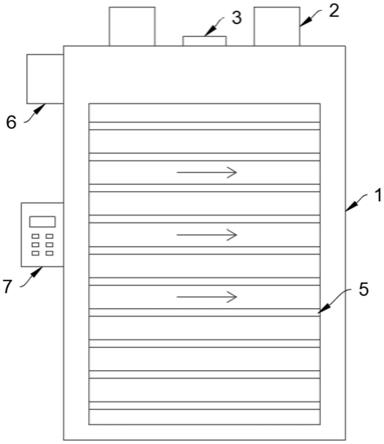
21.图2是本实用新型镜面钢板清洁系统隐藏机架的上壳后的俯视结构示意图。
22.图3是本实用新型镜面钢板清洁系统的侧视结构示意图。
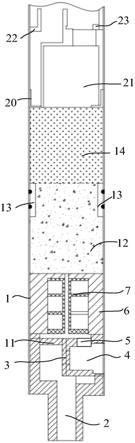
23.图4是本实用新型酸洗单眼的主视结构示意图。
具体实施方式
24.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
25.请参阅图1至图3,本实用新型的镜面钢板清洁系统100包括沿输送方向依次设置的上料单元10、酸洗单元20、清洗单元30、吹干单元40及下料单元50。可理解的是,输送方向为水平方向。其中,酸洗单元20包括输送机构2,上料单元10、输送机构2及下料单元50从前往后依次设置。具体地,于本实施例中,上料单元10、输送机构2及下料单元50均包括若干个沿输送方向相间隔开并呈转动设置的输送辊21,输送辊21转动从而带动镜面钢板沿输送方
向前进。更具体地,如下:
26.请继续参阅图4,本实用新型的酸洗单元20包括机架1、输送机构2、酸液喷淋机构3及毛刷辊4。输送机构2安装于机架1上,酸液喷淋机构3安装于机架1上并分别位于输送机构2的上方和下方,毛刷辊4安装于机架1上并位于输送机构2的上方和下方。酸液喷淋机构3与毛刷辊4沿输送机构2的输送方向依次设置。具体地,酸液喷淋机构3包括与毛刷辊4相间隔开设置的预喷淋头31和与毛刷辊4邻设的正喷淋头32,预喷淋头31与正喷淋头32沿输送方向依次设置。毛刷辊4呈可转动的设置。位于上方的正喷淋头32呈朝下的倾斜设置,位于下方的正喷淋头32呈朝上的倾斜设置。位于上方的预喷淋头31朝下设置,位于下方的预喷淋头31朝上设置。当输送机构2将镜面钢板输送至预喷淋头31的正对位置时,预喷淋头31喷出酸洗液,从而预先软化腐蚀凹坑中的残铜,接着,输送机构2将镜面钢板输送至毛刷辊4的正对位置时,毛刷辊4与正喷淋头32同时工作,正喷淋头32喷出酸洗液的同时,毛刷辊4滚动以磨刷到镜面钢板上表面的残铜。当然,于其他实施例中,可选择性地省略正喷淋头32或者预喷淋头31,当省略预喷淋头31时,则镜面钢板采用一边酸洗一边磨刷的方式去掉残铜,具有节省时间的效果;当省略正喷淋头32时,则镜面钢板采用先酸洗后磨刷的方式去掉残铜,具有简便及节约成本的效果。而本实施例的酸洗单元20在磨刷之前及磨刷时都用酸洗液溶解残铜,从而使得磨刷更轻松,不会损伤镜面钢板的表面粗糙度。
27.请继续参阅图4,正喷淋头32的倾斜方向与垂直面之间的倾斜角度为40
°‑
60
°
。较优的是,于本实施例中,位于上方的正喷淋头32的倾斜方向与垂直面之间的倾斜角度为45
°
,同理地,位于下方的正喷淋头32的倾斜方向与垂直面之间的倾斜角度为45
°
,从而可以对磨刷区域进行精准的喷淋。当然,于其他实施例中,正喷淋头32的倾斜方向与垂直面之间的倾斜角度可为40
°
、50
°
、55
°
或者60
°
,故不以此为限。
28.请继续参阅图2及图4,位于上方侧或者位于下方侧的预喷淋头31为三排并沿输送方向呈等间隔开的设置,同一排的预喷淋头31为三个并呈等间隔开的设置。可理解的是,预喷淋头31的排数可为两排、四排或五排不等,同一排的预喷淋头31为两个、四个、五个或六个不等,故预喷淋头31的数量不以此为限。较优的是,预喷淋头31所喷出来的液体的截面形状为扇形,于本实施例中,两相邻的预喷淋头31之间的距离等于扇形的最大长度。从而保证预喷淋的面积刚好全部覆盖于镜面钢板上,保持喷淋效率高的同时节约预喷淋头31的成本。当然,于其他实施例中,两相邻的预喷淋头31之间的距离小于扇形的最大长度,从而使得酸液喷淋能够更全面地覆盖镜面,故不以此为限。
29.请继续参阅图4,本实用新型的酸洗单元20还包括压紧辊5,压紧辊5位于输送机构2的上方,压紧辊5分别设于毛刷辊4的左右两侧,压紧辊5还可沿上下方向移动定位以放松或者压紧镜面钢板。当输送机构2输送镜面钢板至毛刷辊4的正对位置时,压紧辊5向下移动并定位,从而压紧镜面钢板,防止镜面钢板晃动,待镜面钢板磨刷完毕后,压紧辊5向上移动以释放镜面钢板。
30.请继续参阅图4,毛刷辊4可绕其轴向移动以定位及可沿上下方向移动以定位。借助毛刷辊4可沿轴向或者上下方向移动,从而可在磨刷之前事先调好毛刷辊4的适当位置,从而适用于不同厚度的或者不同面积的镜面钢板。具体地,于本实施例中,毛刷辊4通过与一上下气缸6连接,从而调节毛刷辊4的高度位置,但不以此为限。较优的是,于本实施例中,毛刷辊4的表面为尼龙材质的软毛,软毛的直径为50
‑
500μm,软毛的长度为0.5
‑
5mm,从而更
容易磨刷残铜。举例而言,软毛的直径可为50μm、60μm、70μm、80μm、90μm、100μm、200μm、300μm、400μm或者500μm。软毛的长度可为0.5mm、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm、3.5mm、4.0mm、4.5mm或者5.0mm。
31.请参阅图1,清洗单元30包括位于输送机构2上方的上清洗喷淋头301及位于输送机构2下方的下清洗喷淋头302,上清洗喷淋头301朝输送机构2的上表面呈倾斜设置,下清洗喷淋头302朝输送机构2的下表面呈倾斜设置。借助上清洗喷淋头301及下清洗喷淋头302,从而中和镜面钢板表面的酸洗液以及冲走残铜。然后再借助吹干单元40对镜面钢板的上表面及下表面进行吹干,吹干后由下料单元50将镜面钢板送出。可理解的是,吹干单元40的结构与原理为本领域技术人员所熟知,故不在此赘述。
32.结合附图,对本实用新型的镜面钢板清洁系统100及酸洗单元20的工作原理进行说明:镜面钢板经过上料单元10输送至酸洗单元20的位置,进行酸洗操作,输送机构2输送镜面钢板依次经过清洗单元30及吹干单元40,完成清水冲净步骤及吹干步骤,然后经过下料单元50将镜面钢板送出。在酸洗单元20时,输送机构2先经过预喷淋头31,预喷淋头31喷出酸洗液,从而对镜面钢板进行预处理,溶解松动残铜,借助输送机构2再经过毛刷辊4,正喷淋头32及毛刷辊4同时工作,利用酸洗液一边溶解残铜,利用毛刷辊4的摩擦力一边磨掉残铜,从而有效且轻松地去除残铜且不会损伤镜面钢板的表面粗糙度。
33.与现有技术相比,本实用新型的酸洗单元20借助输送机构2、酸液喷淋机构3及毛刷辊4之间的相互配合,当输送机构2输送镜面钢板至预喷淋头31的位置时,预喷淋头31喷出酸洗液以软化污垢及腐蚀残铜,使凹坑中的残铜溶解或松动,紧接着,输送机构2输送镜面钢板至毛刷辊4的位置时,正喷淋头32及毛刷辊4同时工作,利用酸洗液一边溶解残铜,利用毛刷辊4的摩擦力一边磨掉残铜,从而有效地清除镜面钢板凹坑中的残铜,还不会损伤镜面钢板的表面粗糙度。故具有该酸洗单元20的镜面钢板清洁系统100也具有能有效清除镜面钢板凹坑中的残铜,又不损伤镜面钢板的表面粗糙度的优点。
34.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。