1.本发明涉及卷烟生产技术领域,尤其涉及一种滤棒成型机的滤条检测装置。
背景技术:
2.在滤棒的生产过程中,绝大部分辅料浪费是由于跑条和丝束缠辊造成的。对于kdf2成型机,是由安装在测量喷嘴前端的光电开关检测滤条,将此信号引入主plc控制器的输入端,由此判断kdf2成型机是否运行正常,从而实现滤条的实时检测。这种滤条检测手段存在缺陷,最为明显的就是滤条检测光电开关容易失效,漏检和误检时有发生,不能满足生产需求。当机器高速运转发生跑条和丝束缠辊时,滤条、成型纸和丝束经常遮挡住光电开关,而且这种情况属于高概率事件,导致光电开关误判为滤条正常运行,不会发出停机信号,导致机器一直高速运行,直至操作人员发现时才手动停机,这样已经产生大量跑条,造成严重浪费,尤其在丝束缠辊时,不能及时停机,大量的丝束就会缠绕在开松辊上,直至开松辊“抱死”,导致伺服系统报警才能停机。因此,这些检测缺陷不仅造成原辅料的浪费,同时增加了操作人员的劳动强度,还给设备安全带来隐患、降低了设备的作业效率。
技术实现要素:
3.本发明提供一种滤棒成型机的滤条检测装置,解决现有滤棒成型机对滤条检测易发生检测失误和失效,造成原料浪费的问题,能提高设备运行效率、提高设备的作业效率和安全性。
4.为实现以上目的,本发明提供以下技术方案:
5.一种滤棒成型机的滤条检测装置,包括:检测控制器、转速传感器和滤棒计数传感器;
6.所述转速传感器设置在成型机的主动轮上,用于检测成型机的运转速度,并形成车速脉冲信号;
7.所述滤棒计数传感器设置在成型机的接收鼓轮上,用于检测成品滤棒的数量,并形成计数脉冲信号;
8.所述检测控制器分别与所述转速传感器和所述滤棒计数传感器信号连接,所述检测控制器根据所述车速脉冲信号和所述计数脉冲信号计算得到两个脉冲信号的频率比值,并根据所述频率比值与设定阈值相比较来判断滤棒生产是否正常,进而在生产异常时上报异常信息。
9.优选的,还包括:光电开关;
10.所述光电开关设置在成型机的喷嘴前端,所述光电开关的输出端与所述检测控制器的第一输入端相连,所述光电开关用于检测喷嘴是否输出滤条;
11.所述检测控制器根据所述光电开关输出的电平信号确定滤棒生产是否正常,并在生产异常时上报异常信息。
12.优选的,还包括:显示屏;
13.所述显示屏与所述检测控制器信号连接,用于显示所述车速脉冲信号、所述计数脉冲信号及相对应频率比值。
14.优选的,还包括:报警装置;
15.所述报警装置的输入端与所述检测控制器的输出端相连,所述检测控制器在滤棒生产不正常时控制所述报警装置进行报警。
16.优选的,所述报警装置至少为以下任一种:指示灯、声光报警器、扬声器和蜂鸣器。
17.优选的,还包括:停机按钮;
18.所述停机按钮串接在数字地与所述检测控制器的第二输入端之间,所述检测控制器在所述停机按钮被按下时控制所述显示屏进行停机信息显示,并控制所述报警装置进行停机警示。
19.优选的,还包括:工业相机;
20.所述工业相机与所述检测控制器信号连接,所述工业相机用于拍摄成型机的开松辊的工作图像;
21.所述检测控制器根据所述工作图像进行图像识别并判断开松辊是否发生丝束缠绕,如果是,则控制所述显示屏进行故障信息显示,及控制所述报警装置进行报警。
22.优选的,所述检测控制器在成型机的运转速度大于设定转速时进行所述频率比值计算;
23.在所述频率比值为0时,所述检测控制器判定成型机出现缠辊、跑条或缠刀盘异常;
24.在所述频率比值大于0,且小于所述设定阈值时,所述检测控制器判定成型机的鼓轮有异常;
25.在所述频率比值大于所述设定阈值时,所述检测控制器判定成型机出现设备故障,需要维修;
26.在所述频率比值等于所述设定阈值时,所述检测控制器判定成型机运转正常。
27.优选的,所述滤棒计数传感器采用光纤传感器。
28.优选的,所述检测控制器为plc控制器或微处理器。
29.本发明提供一种滤棒成型机的滤条检测装置,通过检测控制器分别与转速传感器和滤棒计数传感器信号连接,以检测成型机的车速脉冲和滤棒的计数脉冲,并计算得到两个脉冲信号的频率比值,进而根据所述频率比值与设定阈值相比较来判断滤棒生产是否正常,解决现有滤棒成型机对滤条检测易发生检测失误和失效,造成原料浪费的问题,能提高设备运行效率、提高设备的作业效率和安全性。
附图说明
30.为了更清楚地说明本发明的具体实施例,下面将对实施例中所需要使用的附图作简单地介绍。
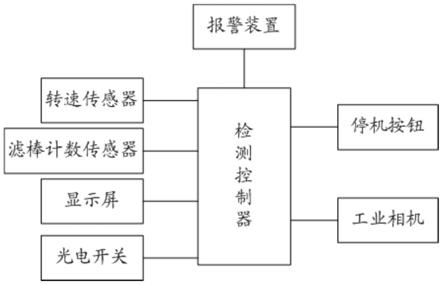
31.图1是本发明提供的一种滤棒成型机的滤条检测装置的结构示意图。
32.图2是本发明提供的一种滤棒成型机的滤条检测装置的工作流程图。
具体实施方式
33.为了使本技术领域的人员更好地理解本发明实施例的方案,下面结合附图和实施方式对本发明实施例作进一步的详细说明。
34.针对当前滤棒成型机对滤棒生产检测易发生误检和失效问题,本发明提供一种滤棒成型机的滤条检测装置,解决现有滤棒成型机对滤条检测易发生检测失误和失效,造成原料浪费的问题,能提高设备运行效率、提高设备的作业效率和安全性。
35.如图1所示,一种滤棒成型机的滤条检测装置,包括:检测控制器、转速传感器和滤棒计数传感器。所述转速传感器设置在成型机的主动轮上,用于检测成型机的运转速度,并形成车速脉冲信号。所述滤棒计数传感器设置在成型机的接收鼓轮上,用于检测成品滤棒的数量,并形成计数脉冲信号。所述检测控制器分别与所述转速传感器和所述滤棒计数传感器信号连接,所述检测控制器根据所述车速脉冲信号和所述计数脉冲信号计算得到两个脉冲信号的频率比值,并根据所述频率比值与设定阈值相比较来判断滤棒生产是否正常,进而在生产异常时上报异常信息。
36.在实际应用中,判断成型机正常运行的标准不在于设备的运转,而是滤棒的产出,故要提高滤棒跑条的检测精度,需根据滤棒的产出来判断设备的运行情况。设定s1为成型机鼓轮上的成品滤棒计数脉冲信号;s2为成型机的车速脉冲信号;正常情况下,刀盘转一转切割出两只滤棒,因此计算s1的频率f1与s2的频率f2的比值b,其中b可取值为2,检测控制器通过计算b值可判断滤棒生产是否正常。滤棒计数传感器采用主机自带的光纤传感器,其安装在接收鼓轮上,车速测量传感器采用主机自带的测速传感器,其安装在主动轮上。将此两路信号引入至检测控制器,并对信号进行分析计算,当频率比值与设定阈值不相等时,检测控制器上报生产异常信息。该装置能提高设备运行效率、提高设备的作业效率和安全性。
37.该装置还包括:光电开关。所述光电开关设置在成型机的喷嘴前端,所述光电开关的输出端与所述检测控制器的第一输入端相连,所述光电开关用于检测喷嘴是否输出滤条。所述检测控制器根据所述光电开关输出的电平信号确定滤棒生产是否正常,并在生产异常时上报异常信息。
38.该装置还包括:显示屏;所述显示屏与所述检测控制器信号连接,用于显示所述车速脉冲信号、所述计数脉冲信号及相对应频率比值。
39.该装置还包括:报警装置;所述报警装置的输入端与所述检测控制器的输出端相连,所述检测控制器在滤棒生产不正常时控制所述报警装置进行报警。
40.进一步,所述报警装置至少为以下任一种:指示灯、声光报警器、扬声器和蜂鸣器。
41.该装置还包括:停机按钮;所述停机按钮串接在数字地与所述检测控制器的第二输入端之间,所述检测控制器在所述停机按钮被按下时控制所述显示屏进行停机信息显示,并控制所述报警装置进行停机警示。
42.该装置还包括:工业相机;所述工业相机与所述检测控制器信号连接,所述工业相机用于拍摄成型机的开松辊的工作图像;所述检测控制器根据所述工作图像进行图像识别并判断开松辊是否发生丝束缠绕,如果是,则控制所述显示屏进行故障信息显示,及控制所述报警装置进行报警。
43.进一步,所述检测控制器在成型机的运转速度大于设定转速时进行所述频率比值计算。在所述频率比值为0时,所述检测控制器判定成型机出现缠辊、跑条或缠刀盘异常。在
所述频率比值大于0,且小于所述设定阈值时,所述检测控制器判定成型机的鼓轮有异常。在所述频率比值大于所述设定阈值时,所述检测控制器判定成型机出现设备故障,需要维修。在所述频率比值等于所述设定阈值时,所述检测控制器判定成型机运转正常。
44.具体地,由于机器刚启动时需要车速达到一定的速度才能生产出合格滤棒,低于此车速的滤棒将被认为是不合格品,全部自动剔除。kdf2成型机设备设定速度大于或等于1300rpm时,才有合格滤棒进入下一步工序,因此车速低于1300rpm时,成品滤棒计数脉冲信号频率为0,检测装置不应启动检测,否则将导致误检。为了保留余量,车速门限值略高于设定值,设置为1500rpm。
45.如图2所示,根据设备特性,当车速门限值1500rpm时判断为设备正常运转,此时滤条异常检测装置开始测量b值:
46.异常情况分以下三种:
47.(1)若b=0,判定为缠辊、跑条、缠刀盘异常,立即发出停机命令。
48.(2)若0<b<2,判定为鼓轮有部分滤棒脱落,此时发出报警信号,提示操作人员及时处理该故障,若一段时间(时间根据经验自行设定)后故障仍未消除,发出停机命令。
49.(3)若b>2,判定为检测装置异常,发出报警信号,需要维修检测装置,发出停机命令。
50.正常情况:若b=2,判定为机器正常运转。
51.同时,显示屏的功能是正常时显示出s1的频率f1、s2的频率f2以及两者的比值b,异常时显示(1)、(2)和(3)对应的预设异常编码值。
52.进一步,所述滤棒计数传感器采用光纤传感器。所述检测控制器为plc控制器或微处理器。
53.可见,本发明提供一种滤棒成型机的滤条检测装置,通过检测控制器分别与转速传感器和滤棒计数传感器信号连接,以检测成型机的车速脉冲和滤棒的计数脉冲,并计算得到两个脉冲信号的频率比值,进而根据所述频率比值与设定阈值相比较来判断滤棒生产是否正常,解决现有滤棒成型机对滤条检测易发生检测失误和失效,造成原料浪费的问题,能提高设备运行效率、提高设备的作业效率和安全性。
54.上依据图示所示的实施例详细说明了本发明的构造、特征及作用效果,以上所述仅为本发明的较佳实施例,但本发明不以图面所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

