本实用新型涉及烧嘴技术领域,具体涉及一种预混式低nox烧嘴。
背景技术:
在一些高温焙烧行业,需要产生高温空气(大于850℃)去对特定材料进行高温焙烧,由于炉膛o2浓度太高,常规的燃气/空气分级、切换燃气/空气通道等燃烧组织方式实现不了燃烧系统的低氮排放,针对这种应用,本方案提供一种预混型的低nox排放烧嘴。
技术实现要素:
本实用新型的目的在于提供一种预混式低nox烧嘴,用于有效降低nox的排放,实现节能环保的要求。
为解决上述技术问题,本实用新型采用了以下方案:
一种预混式低nox烧嘴,包括烧嘴本体,烧嘴本体的燃烧部设于烧嘴砖内,所述烧嘴本体内腔设有用于外部燃气进入的燃气通道,燃气通道末端设有烧嘴喷头,烧嘴喷头上设有延伸至烧嘴本体外部的点火棒,烧嘴本体上设有与烧嘴本体内腔连通的空气入口,所述烧嘴本体内腔分隔成第一腔体和第二腔体,空气入口处设有用于控制第一腔体、第二腔体与大气隔断或导通的控制件,所述烧嘴砖上呈环状分布多个与炉膛和第二腔体导通的预混通道,预混通道内设有预混器,所述烧嘴本体周向设有与燃气通道连接的燃气环管,燃气环管上设有与预混通道对应的连接管,连接管一端伸入预混通道内。
本方案与现有技术相比,将烧嘴本体内腔分隔成了两个腔体,将第二腔体与烧嘴砖上环形分布的预混通道连通,然后通过燃气环管上的连接管将燃气导入预混通道内,再通过控制件改变空气进入两个腔体的顺序,再炉膛温度升到800℃以后,控制件关闭第一腔体同时开启第二腔体,使得空气进入预混通道,燃气与空气在预混器内混合均匀后喷入高温炉膛,形成无焰燃烧,有效的降低了nox的排放。
优选的,所述燃气通道远离烧嘴砖的一端延伸至烧嘴本体外侧,位于烧嘴本体外侧的燃气通道与燃气环管之间通过燃气主管道连接,燃气主管道上设有燃气入口,燃气入口与燃气通道之间的燃气管路上设有第一燃气切断阀,燃气入口与燃气环管之间的燃气管路上设有第二燃气切断阀。
优选的,所述控制件为空气换向蝶阀,空气换向蝶阀上连接有执行器。空气换向蝶阀用于控制空气进入第一腔体或者第二腔体,执行器用于自动控制空气换向蝶阀的启停。
优选的,所述烧嘴喷头置于第一腔体内。
优选的,所述第二腔体与预混通道连接位置做密闭处理。避免空气和预混通道内的燃气泄漏到外部。
优选的,所述连接管出口端贯穿烧嘴本体至第二腔体内后再水平延伸至预混通道内,连接管贯穿烧嘴本体的位置做密闭处理,避免燃气和空气泄漏。
本实用新型具有的有益效果:
1、本方案采用常规烧嘴对炉膛进行升温,当炉膛温度高于800℃以后,燃气/空气通过在预混通道内的预混器内混合均匀后直接喷入炉膛,形成稳定的无焰燃烧,有效降低nox排放,实现节能环保的目的。
附图说明
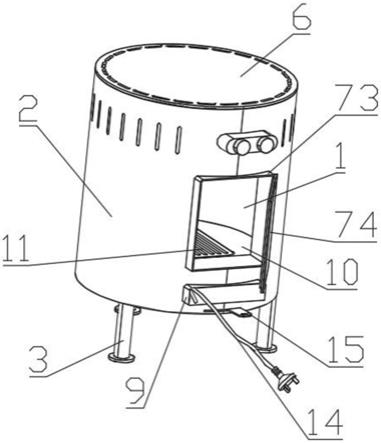
图1为本实用新型的结构示意图;
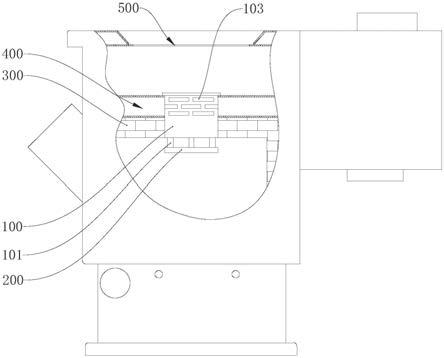
图2为常规烧嘴燃烧模式结构示意图;
图3为左视结构示意图。
附图标记:1-空气换向蝶阀,2-预混器,3-点火棒,4-烧嘴喷头,5-燃气通道,6-第一燃气切断阀,7-第二燃气切断阀,8-燃气主管道,9-连接管,10-燃气环管,11-执行器,12-第一腔体,13-第二腔体,14-空气入口,15-烧嘴砖,16-燃气入口,17-预混通道,18-烧嘴本体,19-炉膛。
具体实施方式
下面结合实施例及附图,对本实用新型作进一步的详细说明,但本实用新型的实施方式不限于此。
在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖向”、“纵向”、“侧向”、“水平”、“内”、“外”、“前”、“后”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“开有”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
实施例1
如图1和3所示,一种预混式低nox烧嘴,包括烧嘴本体18,烧嘴本体18的燃烧部卡接在烧嘴砖15内匹配的安装腔内,所述烧嘴本体18的内腔里面设有用于外部燃气进入的燃气通道5,燃气通道5末端设有烧嘴喷头4,烧嘴喷头4上设有延伸至烧嘴本体18外部的点火棒3,用于点燃烧嘴喷头4处的燃气/空气混合气,烧嘴本体18上方设有与烧嘴本体18内腔连通的空气入口14,所述烧嘴本体18内腔分隔成第一腔体12和第二腔体13,烧嘴喷头4及部分燃气通道5设置在第一腔体内12,空气入口14处安装有用于控制第一腔体12、第二腔体13与大气隔断或导通的空气换向蝶阀1,所述空气换向蝶阀1上连接有执行器11,执行器11控制空气换向蝶阀1控制空气进入第一腔体12或者第二腔体13,所述烧嘴砖15与烧嘴本体18接触的端面上呈环状分布八个预混通道17,八个预混通道17两端分别连通第一腔体12和炉膛19,预混通道17内安装有预混器2,预混器2为现有技术,是本领域技术人员所熟知的,其结构及工作原理无需通过努力便可获得,预混器2用于将两种以上气体混合均匀后喷出,在烧嘴本体18周向靠近烧嘴砖15的位置套设有与燃气通道5连接的燃气环管10,燃气环管10上连接有与预混通道17对应的八个连接管9,每个连接管9一端伸入对应的预混通道17内。
具体的,本方案将烧嘴本体18内腔分隔成了两个腔体,将第二腔体13与烧嘴砖15上环形分布的预混通道17连通,然后通过燃气环管10上的连接管9将燃气导入预混通道17内,当炉膛19温度升到800℃以后,执行器11控制空气换向蝶阀1关闭第一腔体12同时开启第二腔体13,使得空气由第一腔体12进入预混通道17,燃气与空气在预混器2内混合均匀后喷入高温炉膛19,形成无焰燃烧,有效的降低了nox的排放。
实施例2
所述燃气通道5远离烧嘴砖15的一端延伸至烧嘴本体18外侧,位于烧嘴本体18外侧的燃气通道5与燃气环管10之间通过燃气主管道8连接,燃气主管道8上设有燃气入口16,燃气入口16与燃气通道5之间的燃气管路上设有第一燃气切断阀6,燃气入口16与燃气环管10之间的燃气管路上设有第二燃气切断阀7。
实施例3
所述第二腔体13与预混通道17连接位置做密闭处理。避免空气和预混通道17内的燃气泄漏到外部。
实施例4
如图1所示,所述连接管9出口端贯穿烧嘴本体18至第二腔体13内后再水平延伸至预混通道17内,整个连接管9由一体化连接的上横管、竖管和下横管构成,上横管用于连接燃气环管10,竖管贯穿烧嘴本体18至第二腔体13内,下横管水平延伸至预混通道17内,竖管贯穿烧嘴本体18的位置做密闭处理,避免燃气和空气从第二腔体13内泄漏至外部。
本方案的工作原理:在启炉升温阶段,炉膛19温度从常温升高到工艺设定温度,为了满足烧嘴稳定点火,该烧嘴采用常规扩散式燃烧模式的结构,如图2所示,空气换向蝶阀1通过执行器11让第二腔体13关闭,助燃空气通过第一腔体12进入烧嘴喷头4,同时第一燃气切断阀6接通,第二燃气切断阀7关闭,让燃气通过第一燃气切断阀6进入烧嘴本体18内的燃气通道5,然后进入烧嘴喷头4与助燃空气混合,通过点火棒3点燃后形成高温火焰并对炉膛19进行加热升温。
当炉温高于800℃后,空气换向蝶阀1通过执行器11让第一腔体12关闭,助燃空气进入第二腔体13,然后通过烧嘴砖15上均匀分布的八个预混通道17进入炉膛19,同时执行器11控制第一燃气切断阀6关闭,第二燃气切断阀7接通,燃气通过燃气主管道8进入燃气环管10,然后通过与燃气环管10相连的八根燃气连接管9进入每个预混通道17内的预混器2,助燃空气与燃气在每个预混通道17内通过预混器2混合均匀后喷入高温炉膛19,形成无焰燃烧,有效的降低了nox的排放,实现节能环保的目的。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,依据本实用新型的技术实质,在本实用新型的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本实用新型技术方案的保护范围之内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。