1.本实用新型涉及ppr管材加工技术领域,尤其是一种防缩径专用热熔模头。
背景技术:
2.目前ppr管道普遍应用于家装隐蔽式给水管道系统,且多数为热熔焊接。一旦焊接出现问题,将会造成系统的功能性损失,且在第一时间难以发现。目前,对于需要接长的管材一般都会使用热熔器来进行连接操作,热熔器上的加热板通电产生高温,使接触面的管材端口加热融化再进行对接。市场上的水电工师傅焊接技术良莠不齐,ppr热熔焊接时由于施工师傅的操作习惯,一般不做承插深度的标记,导致承插过度的情况时有发生。承插过度就会导致缩径,轻者影响了水流量,严重的话会产生水流堵塞的情况,造成严重的经济损失。
3.请参见图1,授权公告号为 cn208978291u的中国实用新型专利公开了一种ppr管材热熔器,包括底座,所述底座的内侧设置有通槽,所述通槽呈对称开设于底座的两侧,所述通槽的内部插设有固定的丝杠,所述丝杠的一端通过轴承固定安装于通槽的槽底,丝杠的另一端贯穿通槽并延伸至底座的外侧,所述底座的顶面沿长度方向开设有长直的滑槽,所述滑槽与所述通槽连通,所述滑动座的顶部铰接有固定块,所述固定块远离滑动座的一端设置有管夹,所述底座上设有热熔板,该实用新型设计新颖,解决了目前存在的ppr管材对接质量不高,生产效率低的的问题,一方面确保ppr管材在热熔对接时的稳定性,另一方面降低了人工操作的劳动强度,提升了工作效率,实用性强。
4.但该ppr管材热熔器还是存在内壁热熔导致壁厚变薄的问题。
技术实现要素:
5.本实用新型目的在于提供一种防缩径专用热熔模头,能够在焊接操作时对承插深度及时的限位,避免因焊接时力度控制不好导致承插过度而引起缩径,同时避免双热熔模头存在的内壁热熔,导致壁厚变薄的问题。
6.为达上述优点,本实用新型提供的防缩径专用热熔模头,包括加热板、分别固定于所述加热板两侧的凸模和凹模,所述凹模内固定有垫片,所述凹模与所述垫片之间具有空隙,该垫片外圈用于与管材内壁贴合。
7.在本实用新型的防缩径专用热熔模头的一个实施例中,所述凸模用于热熔管材端部使其端部形成承口。
8.在本实用新型的防缩径专用热熔模头的一个实施例中,所述凹模用于热熔管材端部使其端部形成插口。
9.在本实用新型的防缩径专用热熔模头的一个实施例中,所述垫片由不锈钢材料制成。
10.在本实用新型的防缩径专用热熔模头的一个实施例中,所述垫片外圈设有用于防止粘料的防粘层。
11.在本实用新型的防缩径专用热熔模头的一个实施例中,所述防粘层由垫片外圈涂覆特氟龙材料形成。
12.在本实用新型的防缩径专用热熔模头的一个实施例中,所述凸模、所述凹模、所述垫片的中心轴线位于同一条直线上。
13.在本实用新型的防缩径专用热熔模头的一个实施例中,所述凸模、所述加热板、所述凹模、所述垫片通过同一螺栓实现固定。
14.在本实用新型的防缩径专用热熔模头的一个实施例中,所述凸模、所述凹模的热熔口分别设有圆弧倒角。
15.在本实用新型中,在不锈钢垫片的周围涂上特氟龙材料,以防止在特殊情况下温度升高后的黏料现象。
16.在本实用新型中,在塑料管材焊接前,根据管材的壁厚尺寸,选择合适大小的垫片,垫片尺寸根据管材的外径,每一种外径都对应有四种规格,与管材的管系列相对应,分为s2.5,s3.2,s4,s5四种规格,根据实际的需要选择不同规格的垫片。
17.在本实用新型中,垫片通过内六角螺栓将其固定在凹模内部,通过螺栓的固定防止垫片出现摇晃脱落等现象。如果有需求还可适当添加多个垫片,按照标准规范进行热熔承插焊接操作,从而实现防缩径。
18.在本实用新型中,凹模和凸模分别设有限位面,能够在焊接操作时对承插深度及时的限位,避免因焊接时力度控制不好导致承插过度而引起缩径;同时插入凹模的管材内壁贴合垫片的外圈,避免热熔部分往内部挤压;并且由于垫片由不锈钢制成,导热系数处于低位且远低于凹模的导热系数,使得在模头升温的过程中,垫片的温度远低于模头温度,避免了材内壁热熔导致的管材壁厚变薄及塌陷的问题。
附图说明
19.图1是现有技术的一种ppr管材热熔器的结构示意图。
20.图2是本实用新型第一实施例的防缩径专用热熔模头的结构示意图。
21.图3是图2的防缩径专用热熔模头的爆炸图。
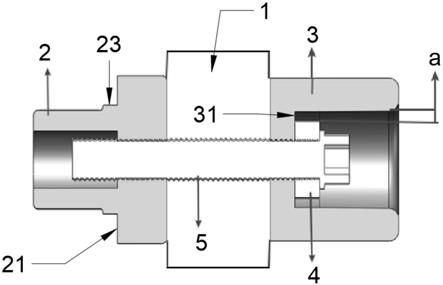
22.图4是图2的防缩径专用热熔模头的剖视图。
具体实施方式
23.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
24.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此其不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
25.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;当然的,还可以是机械连接,也可以是电连接;另外的,还可以是直接相连,也可以是
通过中间媒介间接相连,或者可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
26.请参见图2
‑
4,本实用新型第一实施例的防缩径专用热熔模头,包括加热板1、分别固定于该加热板1两侧的凸模2和凹模3,所述凹模3内固定有垫片4,所述凹模3与所述垫片4之间具有空隙a,该垫片4外圈用于与管材内壁贴合。
27.进一步的,所述凸模2用于热熔管材端部使其端部形成承口。所述凸模2设有使承口前端扩大的扩大段23,所述凹模3用于热熔管材端部使其端部形成插口。扩大段23方便插口插入承口与其配合连接固定。在本实用新型中,防缩径专用热熔模头可以热熔相互承插配合管和管或管和接头。
28.进一步的,所述垫片4由不锈钢材料制成。
29.进一步的,所述垫片4外圈设有用于防止粘料的防粘层。所述防粘层由垫片4外圈涂覆特氟龙材料形成。
30.进一步的,所述凸模2、所述凹模3、所述垫片4的中心轴线位于同一条直线上。
31.进一步的,所述凸模2、所述加热板1、所述凹模3、所述垫片4通过同一螺栓5实现固定。优选的,螺栓5为内六角螺栓。
32.进一步的,所述凸模2、所述凹模3的热熔口分别设有圆弧倒角21、圆弧倒角31。以便于管材或接头插入凸模2和/或凹模3。
33.进一步的,所述凸模2、所述凹模3分别设有限制管材热熔深度的限位面22、限位面32。
34.防缩径专用热熔模头使用时,通电使加热板工作,凸模、凹模被加热到260
‑
280℃之间,将两个需要连接的管材和管材或接头分别无旋转的插入凸模、凹模内,分别推到抵靠凸模、凹模的限位面,插入凹模的管材内壁贴合垫片的外圈,避免热熔部分往内部挤压;同时由于垫片由不锈钢制成,导热系数处于低位且远低于凹模的导热系数,使得在模头升温的过程中,垫片的温度远低于模头温度,避免了管材内壁热熔导致的管材壁厚缩小及塌陷的问题。加热完毕后,管材和管材或接头同时退出凸模、凹模,迅速将插口无旋转的插入承口,在承口端部形成均匀凸缘。管材的大小不同所需要的加热时间也不同。
35.在本实用新型中,在不锈钢垫片的周围涂上特氟龙材料,以防止在特殊情况下温度升高后的黏料现象。
36.在本实用新型中,在塑料管材焊接前,根据管材的壁厚尺寸,选择合适大小的垫片,垫片尺寸根据管材的外径,每一种外径都对应有四种规格,与管材的管系列相对应,分为s2.5,s3.2,s4,s5四种规格,根据实际的需要选择不同规格的垫片。
37.在本实用新型中,垫片通过内六角螺栓将其固定在凹模内部,通过螺栓的固定防止垫片出现摇晃脱落等现象。如果有需求还可适当添加多个垫片,按照标准规范进行热熔承插焊接操作,从而实现防缩径。
38.在本实用新型中,凹模和凸模分别设有限位面,能够在焊接操作时对承插深度及时的限位,避免因焊接时力度控制不好导致承插过度而引起缩径;同时插入凹模的管材内壁贴合垫片的外圈,避免热熔部分往内部挤压;并且由于垫片由不锈钢制成,导热系数处于低位且远低于凹模的导热系数,使得在模头升温的过程中,垫片的温度远低于模头温度,避免了材内壁热熔导致的管材壁厚变薄及塌陷的问题。
39.以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

