1.本实用新型涉及浇铸成型工件领域,尤其涉及一种树脂浇铸挤出装置。
背景技术:
2.树脂浇铸成型样条工件是建筑行业中应用比较广泛的样条零部件,现有树脂浇铸一般采用容器直接将流质树脂材料倒入到样条模具中进行固化成型,通过直接倒入样条模具成型方式容易产生气泡,成型后的样条零部件会出现不致密的缺陷,往往质量都不高。树脂粘度较大,流动性差,浇铸时树脂较难完全填满样条模具,制得的样条不完整。而且传统技术往往采用单个样条零部件浇铸成型制造,其生产效率较低。
技术实现要素:
3.针对现有技术存在的不足之处,本实用新型的目的在于提供一种树脂浇铸挤出装置,挤出筒体中可以一次性存储较多量的流质树脂材料,通过加热套的加热使其保持软化和流动性,同时,一次性成型多个样条有利于提高效率。
4.本实用新型的目的通过下述技术方案实现:
5.一种树脂浇铸挤出装置,包括挤出筒体、活塞推料杆和储料容器,所述挤出筒体具有筒腔,所述挤出筒体底部设有挤出腔体,所述挤出腔体的内部腔体与挤出筒体的筒腔连通,所述挤出腔体底部设有若干个与挤出腔体的内部腔体相连通的挤出口;所述活塞推料杆底部具有活塞,所述活塞升降活动置于挤出筒体的筒腔中;所述挤出腔体外部紧密包裹设有加热套,所述挤出腔体底部连通设有进料管,所述储料容器内腔与进料管之间连通设有输料管。
6.为了更好地实现本实用新型,所述输料管上安装设有输料泵。
7.进一步的技术方案是:所述输料管上安装有开关阀。
8.优选地,所述加热套内部灌装有加热水,所述加热套内部还设有电加热棒。
9.优选地,所述挤出口纵截面呈锥形形状。
10.优选地,所述活塞推料杆包括推料杆和安装于推料杆顶端的推料柄,所述活塞推料杆的推料杆底端与活塞连接固定。
11.优选地,所述挤出腔体外部设有保护壁,所述保护壁完全包裹加热套。
12.优选地,所述挤出筒体顶部具有筒口。
13.本实用新型较现有技术相比,具有以下优点及有益效果:
14.(1)本实用新型挤出筒体中可以一次性存储较多量的流质树脂材料,通过加热套的加热可以降低树脂粘度,使其保持软化和流动性,有利于样条的完整填充与浇铸。
15.(2)本实用新型挤出筒体底部具有进料管,通过输料管向流质树脂材料中实时添加所需的液体添加剂,可以及时补充配料,或在挤出完成后通过输料管加入稀释剂清洗挤出筒体与挤出腔体,提高了样条零部件的成型质量和效率。
16.(3)本实用新型挤出腔体具有多个挤出口,通过挤出流质树脂材料进行树脂浇铸
成型,而且挤出口截面呈锥形形状,显著降低了气泡出现概率,而且可以一次性实现多个样条零部件制备处理,提高了制备效率。
附图说明
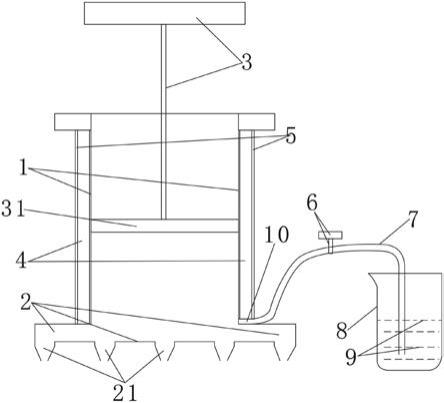
17.图1为本实用新型的结构示意图;
18.图2为本实施例举出的第一种挤出腔体的结构示意图;
19.图3为本实施例举出的第一种五腔样条模具的结构示意图;
20.图4为本实施例举出的第二种挤出腔体的结构示意图;
21.图5为本实施例举出的第二种五腔样条模具的结构示意图。
22.其中,附图中的附图标记所对应的名称为:
23.1-挤出筒体,2-挤出腔体,21-挤出口,3-活塞推料杆,31-活塞,4-加热套,5-保护壁,6-开关阀,7-输料管,8-储料容器,9-物料,10-进料管。
具体实施方式
24.下面结合实施例对本实用新型作进一步地详细说明:
25.实施例
26.如图1~图5所示,一种树脂浇铸挤出装置,包括挤出筒体1、活塞推料杆3和储料容器8,挤出筒体1具有筒腔,挤出筒体1顶部具有筒口。挤出筒体1底部设有挤出腔体2,挤出腔体2的内部腔体与挤出筒体1的筒腔连通,挤出腔体2底部设有若干个与挤出腔体2的内部腔体相连通的挤出口21。如图1所示,本实用新型的挤出口21纵截面呈锥形形状。
27.活塞推料杆3底部具有活塞31,活塞31升降活动置于挤出筒体1的筒腔中。如图1所示,本实施例的活塞推料杆3包括推料杆和安装于推料杆顶端的推料柄,活塞推料杆3的推料杆底端与活塞31连接固定。挤出腔体2外部紧密包裹设有加热套4,挤出腔体2底部连通设有进料管10,储料容器8内腔与进料管10之间连通设有输料管7。在使用时,向上拉动活塞31将储料容器8中的物料9(该物料可以是稀释剂,也可以是液体添加剂)沿着输料管7吸入到挤出筒体1的内部腔体中,可实现清洗或者加料的目的;本实施例可以在输料管7上安装设有输料泵,输料泵可以更顺利将储料容器8中的物料9(该物料可以是稀释剂,也可以是液体添加剂)动力输送到挤出筒体1的内部腔体中。
28.为了便于对输料管7输送物料的开关及流量控制,本实用新型在输料管7上安装有开关阀6。
29.本实施例在加热套4内部灌装有加热水,加热套4内部还设有电加热棒,加热套4外部设有与电加热棒电连接的电源线,通过外部电源连接电源线为电加热棒供电,以使得电加热棒发热并对加热水加热,通过加热水实现对挤出腔体2内部的流质树脂材料加热使其软化,便于其流动,提高样条零部件的成型质量。
30.本实施例在挤出腔体2外部设有保护壁5,保护壁5完全包裹加热套4,保护壁5可以采用隔热材料制造,保护壁5可以保护加热套4。
31.如图3所示,本实施例列举出第一种五腔样条模具结构,其所对应的挤出腔体2如图2所示,该五腔样条模具具有五个样条成型腔,所对应的挤出腔体2具有五个挤出口21,五个挤出口21与五个样条成型腔一一对应设置(如图2、图3所示,相邻两个样条成型腔距离为
a,则相邻两个挤出口21距离也即为a)。如图5所示,本实施例列举出第二种五腔样条模具结构,其所对应的挤出腔体2如图4所示,该五腔样条模具具有五个样条成型腔,所对应的挤出腔体2具有五个挤出口21,五个挤出口21与五个样条成型腔一一对应设置(如图4、图5所示,相邻两个样条成型腔距离为b,则相邻两个挤出口21距离也即为b)。使用时,在挤出筒体1内部放入流质树脂材料,通电电加热棒进行加热,推动活塞推料杆3让流质树脂材料分别从五个挤出口21均匀挤出,并均匀流入到五腔样条模具的样条成型腔进行固化成型,当需要向流质树脂材料中加入液体添加剂时,打开开关阀6并启动输料泵即可将储料容器8中的对应液体添加剂加入到流质树脂材料中去;挤出筒体1中流质树脂材料使用完毕后,当在储料容器8中储放稀释剂时,可以向上拉动活塞31将储料容器8中的稀释剂吸入到挤出筒体1以实现清洗。
32.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种树脂浇铸挤出装置,其特征在于:包括挤出筒体(1)、活塞推料杆(3)和储料容器(8),所述挤出筒体(1)具有筒腔,所述挤出筒体(1)底部设有挤出腔体(2),所述挤出腔体(2)的内部腔体与挤出筒体(1)的筒腔连通,所述挤出腔体(2)底部设有若干个与挤出腔体(2)的内部腔体相连通的挤出口(21);所述活塞推料杆(3)底部具有活塞(31),所述活塞(31)升降活动置于挤出筒体(1)的筒腔中;所述挤出腔体(2)外部紧密包裹设有加热套(4),所述挤出腔体(2)底部连通设有进料管(10),所述储料容器(8)内腔与进料管(10)之间连通设有输料管(7)。2.按照权利要求1所述的一种树脂浇铸挤出装置,其特征在于:所述输料管(7)上安装设有输料泵。3.按照权利要求2所述的一种树脂浇铸挤出装置,其特征在于:所述输料管(7)上安装有开关阀(6)。4.按照权利要求1或2所述的一种树脂浇铸挤出装置,其特征在于:所述加热套(4)内部灌装有加热水,所述加热套(4)内部还设有电加热棒。5.按照权利要求1所述的一种树脂浇铸挤出装置,其特征在于:所述挤出口(21)纵截面呈锥形形状。6.按照权利要求1所述的一种树脂浇铸挤出装置,其特征在于:所述活塞推料杆(3)包括推料杆和安装于推料杆顶端的推料柄,所述活塞推料杆(3)的推料杆底端与活塞(31)连接固定。7.按照权利要求4所述的一种树脂浇铸挤出装置,其特征在于:所述挤出腔体(2)外部设有保护壁(5),所述保护壁(5)完全包裹加热套(4)。8.按照权利要求1所述的一种树脂浇铸挤出装置,其特征在于:所述挤出筒体(1)顶部具有筒口。
技术总结
本实用新型公开了一种树脂浇铸挤出装置,包括挤出筒体、活塞推料杆和储料容器,挤出筒体具有筒腔,挤出筒体底部设有挤出腔体,挤出腔体的内部腔体与挤出筒体的筒腔连通,挤出腔体底部设有若干个与挤出腔体的内部腔体相连通的挤出口;活塞推料杆底部具有活塞,活塞升降活动置于挤出筒体的筒腔中;挤出腔体外部紧密包裹设有加热套,挤出腔体底部连通设有进料管,储料容器内腔与进料管之间连通设有输料管。本实用新型挤出筒体中可以一次性存储较多量的流质树脂材料,通过加热套的加热可以防止其固化,使其保持软化和流动性,还可以通过输料管向流质树脂材料中添加所需的液体添加剂或稀释剂,提高了样条零部件的成型质量及效率。率。率。
技术研发人员:石丹丽 刘力源 赵璇 徐丽飞 王建业 陈帅 王郭勇 贾雪梅
受保护的技术使用者:山西瑞通路桥新技术有限公司
技术研发日:2021.01.21
技术公布日:2021/10/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

