结网
背景技术:
1.用于制造结网和连续挤出管材的方法在本领域中是已知的。如今,许多类型的管和软管由使用挤出机和挤出模头挤出的聚合物材料(例如,聚乙烯)制成。
2.相对较小尺寸的管材,诸如毛细管材和中空纤维,需要精密模头以实现管形状一致。这是因为材料的流速非常依赖于模头内的阻力。腔体尺寸的微小变化对于所得的挤出部件具有显著影响。因此,针对流动的均匀度,模头内的通道阻力对于均匀管材的形成至关重要。
3.中空纤维和毛细管材可在管材壁为可渗透的情况下提供质量传递,并且在管材壁为可导热的情况下提供热量传递。该模头可用弹性体材料提供填充和缓冲。小尺寸的管材可导致难以同时管理多个管。
4.小尺寸管材的连接幅材可用于易碎元件的填充和缓冲。小管提供用于压缩的气密层。小管材幅材可用于热传递应用(例如,电池、电子和机械设备冷却)。小管材尺寸使得能够与针对待冷却设备的冷却介质紧密接触。小管材幅材也可用作隔层以使重量最小化。
5.存在对另选的管构造及其制造方法的需要。
技术实现要素:
6.在一个方面,本公开描述了包括(通常相邻的)聚合物股线的阵列的第一结网,其中该聚合物股线在整个阵列的粘结区处周期性地接合在一起,其中相邻股线之间具有空间(即,在粘结区之间,每个相应粘结区的粘结股线是分开的),其中至少多根(即,至少两根)股线为中空聚合物股线(即,中空芯,其中外皮围绕该中空芯),并且其中股线基本上不彼此交叉(即,按数量计至少50%(至少55%、60%、65%、70%、75%、80%、85%、90%、95%、99%或甚至100%)不彼此交叉)。
7.在另一方面,本公开描述了一种用于制造本文所述的第一结网的方法,该方法包括:
8.提供挤出模头和分配表面,该挤出模头包括彼此邻近定位的多个垫片,该垫片一起限定至少第一腔体、第二腔体和第三腔体,其中该分配表面具有交替的分配孔口的阵列,其中该多个垫片包括多个垫片的重复序列,其中该重复序列包括:提供第一腔体和第一多个孔口之间的流体通道的垫片,提供从第二腔体延伸到第二多个封闭多边形孔口的第二通道的垫片,以及还提供从第三腔体延伸到位于该封闭多边形孔口区域内的第三多个孔口的第三通道的垫片;以及
9.以第一股线速度从第一分配孔口分配第一聚合物股线,同时以第二股线速度从第二分配孔口分配第二聚合物股线,以及为第三腔体和第三分配孔口提供露天通道,其中该第一股线速度为该第二股线速度的至少2(在一些实施方案中,在2至6或甚至2至4的范围内)倍,从而得到结网。
10.在另一方面,本公开描述了包括(通常相邻的)聚合物股线的阵列的第二结网,其中该聚合物股线在整个阵列的粘结区处周期性地接合在一起,其中至少多根(即,至少两
根)股线各自具有芯,其中至少一些芯(在一些实施方案中,每个芯)包括(在一些实施方案中,基本上由以下组成)流体(例如,气体(例如,空气)或液体(例如,水、乙二醇或矿物油)中的至少一者)(即,围绕芯的外皮),并且其中该股线基本上不彼此交叉(即,按数量计至少50%(至少55%、60%、65%、70%、75%、80%、85%、90%、95%、99%或甚至100%)不彼此交叉)。
11.在另一方面,本公开描述了一种用于制造本文所述的第二结网的方法,该方法包括:
12.提供挤出模头和分配表面,该挤出模头包括彼此邻近定位的多个垫片,该垫片一起限定至少第一腔体、第二腔体和第三腔体,其中该分配表面具有交替的分配孔口的阵列,其中该多个垫片包括多个垫片的重复序列,其中该重复序列包括:提供第一腔体和第一多个孔口之间的流体通道的垫片,提供从第二腔体延伸到第二多个封闭多边形孔口的第二通道的垫片,以及还提供从第三腔体延伸到位于该封闭多边形孔口区域内的第三多个孔口的第三通道的垫片;以及
13.以第一股线速度从第一分配孔口分配第一聚合物股线,同时以第二股线速度从第二分配孔口分配第二聚合物股线,并且从第三分配孔口分配流体,其中该第一股线速度为该第二股线速度的至少2(在一些实施方案中,在2至6或甚至2至4的范围内)倍,从而得到结网。
14.本文所述的结网具有多种用途,包括填充和缓冲装置(例如,枕形物、保护垫、保护衬垫)。
15.在一些实施方案中,可期望带外皮的芯包括该芯中的流体(例如,气体(例如,空气)、液体(例如,水、乙二醇或矿物油)或粘性流体(例如,热油脂)中的至少一者),例如,用于控制电子部件和电池或机械装置的温度和/或为该电子部件和电池或机械装置散热的热界面制品中的热传输。
16.在一些实施方案中,可期望带外皮的芯包括该芯中的吸热材料(例如,蜡),该吸热材料在熔融时吸收热量并在固化时释放热量。此类实施方案可用于例如电子部件和电池或机械装置。
17.在一些实施方案中,可期望围绕结网和该结网内的区域包括该结网内的粘性流体(例如,液体或固体(例如,热油脂)中的至少一者),例如,用于控制电子部件和电池或机械装置的温度和/或为该电子部件和电池或机械装置散热的热界面制品中的热传输。
18.在一些实施方案中,可期望围绕结网和该结网内的区域包括该芯中的吸热材料(例如,蜡),该吸热材料在熔融时吸收热量并在固化时释放热量。此类实施方案可用于例如电子部件和电池或机械装置。
附图说明
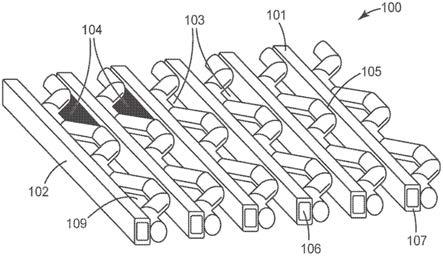
19.图1是本文所述的示例性共挤出聚合物制品的示意性剖视图。
20.图2是本文所述的另一个示例性共挤出聚合物制品的示意性剖视图。
21.图3是在本文所述的示例性共挤出聚合物制品的形成中采用的模头的分配表面处的示例性模腔图案的示意性剖视图。
22.图4a是适于形成垫片序列的垫片的示例性实施方案的平面图,该垫片序列能够形
成例如如图1和图2的示意性剖视图中所示的示例性共挤出聚合物制品。
23.图4b是图4a所示的垫片的分配表面附近的放大区域。
24.图5a是适于形成垫片序列的垫片的示例性实施方案的平面图,该垫片序列能够形成例如如图1和图2的示意性剖视图中所示的共挤出聚合物制品。
25.图5b是图5a所示的垫片的分配表面附近的放大区域。
26.图6a是适于形成垫片序列的垫片的示例性实施方案的平面图,该垫片序列能够形成例如如图1和图2的示意性剖视图中所示的共挤出聚合物制品。
27.图6b是图6a所示的垫片的分配表面附近的放大区域。
28.图7a是适于形成垫片序列的垫片的示例性实施方案的平面图,该垫片序列能够形成例如如图1和图2的示意性剖视图中所示的共挤出聚合物制品。
29.图7b是图7a所示的垫片的分配表面附近的放大区域。
30.图8a是适于形成垫片序列的垫片的示例性实施方案的平面图,该垫片序列能够形成例如如图1和图2的示意性剖视图中所示的共挤出聚合物制品。
31.图8b是图8a所示的垫片的分配表面附近的放大区域。
32.图9是若干不同示例性垫片序列的透视装配图,该垫片序列采用图4a、图5a、图6a、图7a和图8a的垫片,以用于制造本文所述的示例性共挤出聚合物制品和如图1和图2所示的重复布置的区段和突起部,进一步分解以展现一些单独的垫片。
33.图10是图9的垫片序列的透视图。
34.图11是安装座的示例的分解透视图,该安装座适用于由图9的垫片序列的多次重复构成的挤出模头。
35.图12为处于装配状态下的图11的安装座的透视图。
36.图13是实施例1的光学图像。
37.图14是实施例2的光学图像。
38.图15是实施例3的光学图像。
39.图16是实施例4的光学图像。
40.图17是实施例5的光学图像。
41.图18是实施例6的光学图像。
具体实施方式
42.参见图1,示例性第一结网100包括聚合物股线102的阵列101。聚合物股线102在整个阵列101的粘结区105处周期性地接合在一起,其中相邻股线之间具有空间103(即,在粘结区之间,每个相应粘结区的粘结股线是分开的)。如图所示,空间103中的至少一些空间填充有导热材料(即,热导率为至少0.5瓦特/(米
·
开尔文)的材料)104。至少多根(即,至少两根)股线102为中空聚合物股线(即,中空芯106,具有围绕该中空芯的外皮107)。股线102基本上不彼此交叉(即,按数量计至少50%不彼此交叉)。结网100包括开口103。在一些实施方案中,开口103是六边形或菱形中的至少一者。
43.参见图2,示例性第二结网200包括聚合物股线的阵列201,其中该聚合物股线在整个阵列的粘结区205处周期性地接合在一起,其中相邻股线之间具有空间203(即,在粘结区之间,每个相应粘结区的粘结股线是分开的)。如图所示,空间203中的至少一些空间填充有
导热材料(即,热导率为至少0.5瓦特/(米
·
开尔文)的材料)204。至少多根(即,至少两根)股线各自具有包括流体(例如,气体(例如,空气)或液体(例如,水、乙二醇或矿物油)中的至少一者)的芯206(即,围绕芯的外皮207)。股线202基本上不彼此交叉(即,按数量计至少50%不彼此交叉)。结网200包括开口203。在一些实施方案中,开口203是六边形或菱形中的至少一者。区域220和221被示出用于测量粘结区205中的分界线。
44.本文所用的“粘结区”是指粘结在一起的两根股线之间的分界线。如实施例中所述,可使用差示扫描量热法(dsc)检测分界线或边界区域。当两个相邻的熔融聚合物股线彼此碰撞时形成粘结。相邻股线以交替速度挤出,使得相邻熔融股线连续碰撞,从而形成粘结,然后分开之后,形成网状开口。股线在相同的方向上被挤出,并且因此这些粘结为平行粘结,且所有粘结在相同的方向上形成。这些粘结在相同的平面中,但它们不彼此交叉。对于给定的股线,在一个侧面上存在间断地粘结的第一股线,并且在相对侧面上也存在间断地粘结的第二股线。粘结区是两股线的连续体,因此该粘结区包括两根相邻股线的总和。通常,股线连续不断开,并且可连续地穿过粘结区。
45.本文所述的结网的实施方案可由例如以下方法制造:
46.提供挤出模头和分配表面,该挤出模头包括彼此邻近定位的多个垫片,该垫片一起限定至少第一腔体、第二腔体和第三腔体,其中该分配表面具有交替的分配孔口的阵列,其中该多个垫片包括垫片的多个重复序列,其中该重复序列包括:提供第一腔体和第一多个孔口之间的流体通道的垫片,提供从第二腔体延伸到第二多个封闭多边形孔口的第二通道的垫片,以及提供从第三腔体延伸到位于第二多个孔口的封闭多边形区域内的第三多个孔口的第三通道的垫片;以及
47.以第一股线速度从第一分配孔口分配第一聚合物股线,同时以第二股线速度从第二分配孔口分配第二聚合物股线,其中第一股线速度为第二股线速度的至少2(在一些实施方案中,在2至6或甚至2至4的范围内)倍,从而得到结网。在一些实施方案中,第三通道填充有空气并且不含材料。在一些实施方案中,从第三分配孔口分配填充材料(例如,流体)。
48.本文所述的结网的实施方案可由例如以下方法制造:
49.提供挤出模头和分配表面,该挤出模头包括彼此邻近定位的多个垫片,该垫片一起限定至少第一腔体、第二腔体和第三腔体,其中该分配表面具有交替的分配孔口的阵列,其中该多个垫片包括垫片的多个重复序列,其中该重复序列包括:提供第一腔体和第一多个孔口之间的流体通道的垫片,提供从第二腔体延伸到第二多个封闭多边形孔口的第二通道的垫片,以及提供从第三腔体延伸到位于第二多个孔口的封闭多边形区域内的第三多个孔口的第三通道的垫片;以及
50.以第一股线速度从第一分配孔口分配第一聚合物股线,同时以第二股线速度从第二分配孔口分配第二聚合物股线,并且从第三分配孔口分配流体,其中该第一股线速度为该第二股线速度的至少2(在一些实施方案中,在2至6或甚至2至4的范围内)倍,从而得到结网。
51.在一些实施方案中,多个垫片包括多个下述垫片的至少一个重复序列,该垫片的至少一个重复序列包括在第一腔体和第二腔体与第一分配孔口之间提供通道的垫片。在这些实施方案中的一些中,将存在另外的垫片,这些垫片在第一腔体和/或第二腔体和/或第三(或更多)腔体与第二分配孔口之间提供通道。通常,并不是本文所述的模头的所有垫片
都具有通道,因为一些可以是不在任何腔体和分配孔口之间提供通道的间隔垫片。在一些实施方案中,存在还包括至少一个间隔垫片的重复序列。提供通向第一分配孔口的通道的垫片的数量可以与提供通向第二分配孔口的通道的垫片的数量相等或不相等。
52.在一些实施方案中,第一分配孔口和第二分配孔口共线。在一些实施方案中,第一分配孔口共线,并且第二分配孔口也共线,但与第一分配孔口偏置且不共线。
53.在一些实施方案中,本文所述的挤出模头包括用于支撑多个垫片的一对端块。在这些实施方案中,垫片中的一个垫片或所有垫片适宜各自具有用于使端块对之间的连接器通过的一个或多个通孔。设置在此类通孔内的螺栓是一种用于将垫片装配到端块的便利方法,但普通技术人员可认识到用于装配挤出模头的其它替代方式。在一些实施方案中,至少一个端块具有入口端口以用于将流体材料引入腔体中的一个或两个腔体中。
54.在一些实施方案中,垫片将根据提供各种不同类型的垫片重复序列的方案进行装配。重复序列的每个重复可具有各种不同数量的垫片。例如,可提供具有与芯/外皮股线交替的单一材料股线的结网的二十七个垫片重复序列在图9和图10中示出,其在下文进一步描述。
55.示例性的通道横截面形状包括正方形和矩形。在例如垫片重复序列内的通道的形状可以是相同或不同的。例如,在一些实施方案中,提供在第一腔体和第一分配孔口之间的通道的垫片与提供在第二腔体和第二分配孔口之间的导管的垫片相比可具有流量限制。在(例如)垫片重复序列内远端开口的宽度可以是相同或不同的。例如,由提供在第一腔体和第一分配孔口之间的导管的垫片提供的远侧开口的部分可比由提供在第二腔体和第二分配孔口之间的导管的垫片所提供的远侧开口的部分窄。
56.在一些实施方案中,装配好的垫片(便利地在端块之间用螺栓连接)还包括用于支撑垫片的歧管主体。歧管主体具有至少一个(或多个(例如,两个、三个、四个、或更多个))歧管,该歧管具有出口。膨胀密封件(例如,由铜或其合金制成)被设置以密封歧管主体和垫片,使得膨胀密封件限定腔体中的至少一个腔体的一部分(在一些实施方案中,第一腔体和第二腔体两者的一部分),并且使得该膨胀密封件允许在歧管和腔体之间形成管道。
57.在一些实施方案中,相对于本文所述的挤出模头,第一和第二阵列的分配孔口中的每一个具有一定的宽度,并且第一和第二阵列的分配孔口中的每一个的间距为相应分配孔口的宽度的至多2倍。
58.通常,腔体和分配孔口之间的通道的长度为至多5mm。有时,流体通道的第一阵列比流体通道的第二阵列更多地限流。
59.在一些实施方案中,对于本文所述的挤出模头,第一阵列和第二阵列的分配孔口中的每一个具有横截面面积,并且第一阵列的每个分配孔口与第二阵列的每个分配孔口的面积不同。
60.通常,在孔口之间的基体间距为孔口宽度的至多2倍。孔口之间的间距大于挤出之后所得的股线的直径。该直径通常称为模头膨胀。孔口之间的这个间距大于挤出后所得的股线的直径,导致股线彼此重复碰撞以形成结网的重复粘结。如果孔口之间的间距太大,则股线将不彼此碰撞并且将不形成结网。
61.用于本文所述的模头的垫片通常具有在50微米至125微米范围内的厚度,然而这个范围之外的厚度也是可用的。通常,流体通道具有在50微米至750微米范围内的厚度,以
及小于5mm的长度(其中对于渐渐变小的通道厚度,通常优选的是较小的长度),然而这些范围之外的厚度和长度也是可用的。对于大直径的流体通道,可以将数个厚度较小的垫片堆叠在一起,或者可以使用具有所需通道宽度的单个垫片。
62.紧紧地压缩垫片,以防止垫片之间出现间隙以及聚合物渗漏。例如,通常使用直径为12mm(0.5英寸)的螺栓,并在挤出温度下将其紧固到推荐扭矩额定值。另外,对准垫片,以通过挤出孔口提供均匀的挤出,因为未对准可能导致从模头成一定角度挤出股线,这阻碍了结网所需的粘结。为了有助于对准,可以将对准键(alignment key)切割成垫片。另外,振动台可用于提供挤出顶端的平滑表面对准。
63.参见图3,示出了在本文所述的示例性共挤出聚合物制品的形成中采用的模头的分配表面的示例性模孔图案的示意性剖视图。孔口平面300示出了第一孔口317、第二孔口323和第三孔口319。如稍后将详细描述的,孔口以间距325间隔开,以使得能够间断地粘结平行挤出的熔融股线,这在以不同速度交替的股线连续地彼此碰撞和断裂时发生。孔口323是封闭的多边形形状以形成中空股线。孔口319位于封闭的多边形323内并且提供填料以防止中空股线在形成时塌缩。
64.现在参见图4a和图4b,示出了垫片400。垫片400具有第一孔460a、第二孔460b、第三孔460c和第四孔460d。当垫片400如图9和图10所示与其他垫片一起装配时,孔460a将有助于限定第一腔体462a,孔460b将有助于限定第二腔体462b,孔460c将有助于限定第三腔体462c,并且孔460d将有助于限定第四腔体462d。当垫片如图9和图10所示进行装配时,垫片400具有与相邻垫片上的类似通道协作的通道468a、468b、468c和468d以实现从腔体462a、462b、462c和462d至适当垫片的分配表面的通道。
65.垫片400具有数个孔穴447,以允许例如用于保持垫片400和下文将描述的其他垫片的螺栓进入组件中。垫片400还具有分配表面467,并且在该实施方案中,分配表面467具有标引沟槽480和481,该标引沟槽可容纳适当形状的键,以轻松地将分散的垫片装配成模头。该垫片还可具有识别凹口482,以有助于验证模头已按所需的方式进行装配。该实施方案具有可有助于将装配好的模头与图12所示类型的安装座一起装配的肩部490和492。垫片400在分配表面467中具有分配开口456。分配开口456可在图4b所示的放大图中更清楚地看到。分配开口456不具有与腔体462a、462b、462c或462d的连接。如在图9和图10中可见,相邻垫片完成通向垫片400的开口456的通道,其中该垫片形成中空股线形状的侧壁孔口。
66.现在参见图5a和图5b,示出了垫片500。垫片500具有第一孔560a、第二孔560b、第三孔560c和第四孔560d。当垫片500如图9和图10所示与其他垫片一起装配时,孔560a将有助于限定第一腔体562a,孔560b将有助于限定第二腔体562b,孔560c将有助于限定第三腔体562c,并且孔560d将有助于限定第四腔体562d。当垫片如图9和图10所示进行装配时,垫片500具有与相邻垫片上的类似通道协作的通道568a、568b、568c和568d以实现从腔体562a、562b、562c和562d至适当垫片的分配表面的通道。与垫片400类似,垫片500具有分配表面567,并且在该具体的实施方案中,分配表面567具有标引沟槽580、识别凹口582和肩部590和592。垫片500具有分配孔口556和557。分配开口556和557可在图5b所示的放大图中更清楚地看到。分配开口556具有与腔体562a的连接。分配开口557具有与腔体562d的连接。可能看起来不存在经由例如通道568a从腔体562a至分配孔口556的路径,但这是假像—完全装配好图9和图10的重复序列时,在垂直于绘图平面的维度上具有流动路径。如在图9和图
10中可见,垫片500有助于完成孔口以形成中空股线。
67.现在参见图6a和图6b,示出了垫片600。垫片600具有第一孔660a、第二孔660b、第三孔660c以及第四孔660d。当垫片600如图9和图10所示与其他垫片一起装配时,孔660a将有助于限定第一腔662a,孔660b将有助于限定第二腔662b,孔660c将有助于限定第三腔662c,并且孔660d将有助于限定第四腔662d。当垫片如图9和图10所示进行装配时,垫片600具有与相邻垫片上的类似通道协作的通道668a、668b、668c和668d以实现从腔体662a、662b、662c和662d至适当垫片的分配表面的通道。与垫片400类似,垫片600具有分配表面667,并且在该具体的实施方案中,分配表面667具有标引沟槽680和681、识别凹口682和肩部690和692。垫片600具有分配孔口656、657和658。分配开口656、657和658可在图6b所示的放大图中更清楚地看到。分配开口656具有与腔体662a的连接。分配开口657具有与腔体662d的连接。分配开口658具有与腔体662c的连接。分配孔口656和658形成用于中空股线的封闭多边形孔口的部分。分配孔口657形成封闭多边形内的孔口的一部分。提供给该内部孔口的材料防止中空股线的塌缩。垫片600具有两个标引沟槽680和681。这使得能够将腔体662c或腔体662b用于填充材料。
68.现在参见图7a和图7b,示出了垫片700。垫片700具有第一孔760a、第二孔760b、第三孔760c和第四孔762d。当垫片700如图9和图10所示与其他垫片一起装配时,孔760a将有助于限定第一腔体762a,孔760b将有助于限定第二腔体762b,孔760c将有助于限定第三腔体762c,并且孔760d将有助于限定第四腔体762d。当垫片如图9和图10所示进行装配时,垫片700具有与相邻垫片上的类似通道协作的通道768a、768b、768c和768d以实现从腔体762a、762b、762c和762d至适当垫片的分配表面的通道。与垫片400类似,垫片700具有分配表面767,并且在该具体实施方案中,分配表面767具有标引沟槽780和肩部790和792。垫片700不具有分配孔口,这有助于在孔口之间形成间距,因此在表面767与腔体762a、762b、762c或762d中的任一者之间不具有连接。分配表面767可在图7b所示的放大图中更清楚地看到。
69.现在参见图8a和图8b,示出了垫片800。垫片800具有第一孔860a、第二孔860b、第三孔860c和第四孔860d。当垫片800如图9和图10所示与其他垫片一起装配时,孔860a将有助于限定第一腔体862a,孔860b将有助于限定第二腔体862b,孔860c将有助于限定第三腔体862c,并且孔862d将有助于限定第四腔体862d。当垫片如图9和图10所示进行装配时,垫片800具有与相邻垫片上的类似通道协作的通道868a、868b、868c和868d以实现从腔体862a、682b、862c和862d至适当垫片的分配表面的通道。与垫片400类似,垫片800具有分配表面867,并且在该具体的实施方案中,分配表面867具有标引沟槽880、识别凹口882和肩部890和892。分配表面867可在图8b所示的放大图中更清楚地看到。垫片800的孔口856经由通道868b连接到腔体862b。孔口856有助于形成图3所示的孔口317。
70.图9是采用垫片400、500、600、700和800的示例性重复序列的分解透视装配示意图,这些垫片按顺序装配以形成图1和图2所示的制品。图10是与图9的重复序列相关联的示例性分配表面的局部透视图。
71.现在参见图11,示出了适用于由图9和图10的垫片重复序列的多次重复构成的挤出模头的安装座1100的分解透视图。安装座1100特别适于使用图4a、图5a、图6a、图7a和图8a示出的垫片400、500、600、700和800。然而,为了视觉上清晰,图11中仅示出了垫片400的
单个实例。图9和图10的垫片重复序列的多次重复压缩在两个端块1144a和1144b之间。便利地,可使用贯穿螺栓将垫片装配至端块1144a和1144b,从而穿过垫片400内的孔447等。
72.在该实施方案中,入口配件1150a、1150b和1150c(第四配件未示出)提供用于使熔融聚合物的三股流通过端块1144a和1144b到达腔体462a、462b、462c和462d的流动路径。压缩块1104具有便利地接合垫片上的肩部(例如,400上的490和492)的凹口1106。当安装座1100被完全装配时,通过例如机械螺栓将压缩块1104附接到后板1108。在组件中便利地设置了孔穴,用于插入筒状加热器52。
73.现在参见图12,示出了图9的安装座1100处于部分装配状态下的透视图。垫片(例如,400)被示出为处于装配位置以示出它们如何适配在安装座1100内,但为了视觉上清晰,已省略了用于组成已装配的模头的大多数垫片。
74.股线的尺寸(相同或不同)可例如通过挤出聚合物的组成、挤出股线的速度,和/或孔口设计(例如,横截面积(例如,孔口的高度和/或宽度))进行调节。例如,面积比第二聚合物孔口大3倍的第一聚合物孔口可以产生与股线尺寸相等的结网,同时满足相邻股线之间的速度差异。
75.一般来讲,已观察到股线粘结的速率与较快股线的挤出速度成比例。另外,已经观察到该粘结速率可以例如对于给定的孔口尺寸通过增加聚合物流速或对于给定的聚合物流速通过减小孔口面积来提高。还已观察到,粘结之间的距离(即,股线间距)与股线粘结的速率成反比,并且与将结网拉离模头的速度成比例。因此,据信,可以通过设计孔口的横截面积、带离速度和聚合物的挤出速率来独立地控制粘结间距和结网基重。例如,可以通过以相对高的聚合物流速、相对低的结网带离速度、使用具有相对小的股线孔口面积的模头来制备具有相对短的粘结节距的相对高的基重结网。
76.通常,将聚合物股线以重力方向挤出。这使共线股线在变得彼此不对齐之前能够彼此碰撞。在一些实施方案中,尤其是当第一聚合物和第二聚合物的挤出孔口彼此不共线时,期望在水平方向挤出股线。
77.在本文所述的实践方法中,可以通过冷却简单地硬化聚合物材料。这可以便利地通过环境空气来被动地实现,或者通过(例如)使所挤出的第一聚合物材料和第二聚合物材料在变冷的表面(例如,冷却辊)上骤冷来主动地实现。在一些实施方案中,第一和/或第二聚合物材料是低分子量聚合物,它们需要经过交联来凝固,这可以(例如)通过电磁或粒子辐射来完成。在一些实施方案中,期望最大化骤冷的时间以增加粘结强度。
78.任选地,可能有利的是拉伸如此制成的结网。拉伸可使股线取向,并据观察增强该结网的拉伸强度特性。拉伸还可以减小总体股线大小,这对受益于相对低基重的应用而言可能是理想的。作为附加的实例,如果正确选择了材料和拉伸程度,则拉伸可导致产生一些股线,而其它的不产生股线,这往往形成蓬松(例如,因为相邻被粘结的结网股线之间的长度差值,或者由于形成粘结的股线的产生特性卷曲粘结,可以产生蓬松)。此属性可以对包装应用是有用的,其中可以按相对致密形式将材料运输至包装组件,接着在此位置上形成蓬松。
79.第一股线和第二股线的外部的部分在粘结区粘结在一起。在用于制造本文所述的结网的本文所述的方法中,粘结发生在相对短的时间段内(通常小于1秒)。粘结在其离开模头时由连续熔融股线形成。这些粘结彼此平行且平行于结网的纵向方向。粘结区以及股线
通常通过空气和自然对流和/或辐射冷却。在一些实施方案中,在选择用于股线的聚合物的过程中,可期望选择具有偶极相互作用(或h
‑
键)或共价键的粘结股线的聚合物。已观察到,通过增加熔融股线的时间来改善股线之间的粘结,以使得聚合物之间能够更加地相互作用。通常已观察到,通过减小至少一种聚合物的分子量和/或引入另外的共聚单体来改善聚合物相互作用和/或降低结晶的速率或量,从而改善聚合物的粘结。在一些实施方案中,粘结强度大于形成粘结的股线的强度。在一些实施方案中,可能期望粘结断裂,因此粘结将弱于股线。
80.适合从本文所述的模头挤出、根据本文所述的方法挤出以及适合本文所述的复合层的聚合物材料包括热塑性树脂,所述热塑性树脂包含聚烯烃(例如,聚丙烯和聚乙烯)、聚氯乙烯、聚苯乙烯、尼龙、聚酯(例如,聚对苯二甲酸乙二醇酯)以及它们的共聚物和共混物。适合从本文所述的模头挤出、根据本文所述的方法挤出以及适合本文所述的复合层的聚合物材料还包括弹性体材料(例如,aba嵌段共聚物、聚氨酯、聚烯烃弹性体、聚氨酯弹性体、茂金属聚烯烃弹性体、聚酰胺弹性体、乙烯乙酸乙烯酯弹性体以及聚酯弹性体)。用于从本文所述的模头挤出、根据本文所述的方法挤出以及用于本文所述的复合层的示例性粘合剂包括丙烯酸酯共聚物压敏粘合剂、基于橡胶的粘合剂(例如,基于天然橡胶、聚异丁烯、聚丁二烯、丁基橡胶、苯乙烯嵌段共聚物橡胶等的基于橡胶的粘合剂)、基于有机硅聚脲或有机硅聚乙二酰胺的粘合剂、聚氨酯类粘合剂以及聚(乙烯基乙醚),以及这些的共聚物或共混物。其它所需的材料包括例如苯乙烯丙烯腈、乙酸丁酸纤维素、乙酸丙酸纤维素、三乙酸纤维素、聚醚砜、聚甲基丙烯酸甲酯、聚氨酯、聚酯、聚碳酸酯、聚氯乙烯、聚苯乙烯、聚萘二甲酸乙二酯、基于萘二羧酸的共聚物或共混物、聚烯烃、聚酰亚胺,以及它们的混合物和/或组合。用于从本文所述的模头挤出、根据本文所述的方法挤出以及用于本文所述的复合层的示例性隔离材料包括有机硅接枝聚烯烃(诸如在美国专利第6465107号(kelly)和第3471588号(kanner等人)中描述的那些)、有机硅嵌段共聚物(诸如在1996年12月12日公开的pct公开第wo96039349号中描述的那些)、低密度聚烯烃材料(诸如在美国专利第6228449号(meyer)、第6348249号(meyer)和第5948517号(meyer)中描述的那些),这些专利的公开内容以引用方式并入本文。
81.在一些实施方案中,第一聚合物和第二聚合物独立地为热塑性的(例如,粘合剂、尼龙、聚酯、聚烯烃、聚氨酯、弹性体(例如,苯乙烯嵌段共聚物)及其共混物)。
82.在一些实施方案中,多根股线包括交替的第一聚合物股线和第二聚合物股线。
83.在一些实施方案中,可期望带外皮的芯在可能期望的芯中包括流体(例如,气体(例如,空气)、液体(例如,水、乙二醇或矿物油)或粘性流体(例如,热油脂)中的至少一者),例如用于控制电子元件和电池或机械装置的温度和/或为该电子部件和电池或机械装置散热的热界面制品中的热传输。示例性气体包括空气和惰性气体。示例性液体包括水、乙二醇和矿物油。在一些实施方案中,可期望带外皮的芯包括该芯中的吸热材料(例如,蜡),该吸热材料在熔融时吸收热量并在固化时释放热量。此类实施方案可用于例如电子部件和电池或机械装置。通常需要在挤出结网时添加填充材料以防止中空股线塌缩。可期望首先用空气填充中空股线,随后用合适的填充材料替换。这可在结网淬灭后注入。在一些实施方案中,液体可用于在中空股线的纵向方向上通过中空股线传输热能。在一些实施方案中,液体可用于在中空股线的整个厚度方向上将热能从结网的第一面传递到第二面。这样,芯材料
为热传输提供柔性以适应于不规则形状。在这种情况下,可使用较高粘度的材料,诸如热油脂。
84.在一些实施方案中,第一聚合物股线和第二聚合物股线均用中空芯布置来形成。具体地,该第一聚合物股线可具有不同于该第二聚合物股线的聚合物材料的外皮。针对这种情况的模头设计将必须具有至少四个腔体。
85.在一些实施方案中,用于制造本文所述的结网的聚合物材料可以包括用于功能(例如,光学效果)和/或美观目的(例如,均具有不同的色彩明暗效果)的着色剂(例如,颜料和/或染料)。合适的着色剂是本领域中已知用于各种聚合物材料中的那些。由着色剂赋予的示例性颜色包括白色、黑色、红色、粉红色、橙色、黄色、绿色、浅绿色、紫色和蓝色。在一些实施方案中,期望的水平是对于聚合物材料中的一种或多种而言具有一定程度的不透明度。待用于具体实施方案中的(一种或多种)着色剂的量可由本领域技术人员容易地进行确定(例如,以实现期望的颜色、色调、不透明度、透射率等)。如果需要,可将聚合物材料配制成具有相同或不同的颜色。当着色的股线具有相对细(例如,小于50微米)的直径时,幅材的外观可以闪光,让人联想到丝绸。
86.使用本文所述的方法制造的股线基本上不彼此交叉(即,用百分数表示为至少50%(至少55%、60%、65%、70%、75%、80%、85%、90%、95%、99%,或甚至100%))。
87.在一些实施方案中,股线在同一平面内。
88.在一些实施方案中,本文所述的结网具有至多5000微米(在一些实施方案中,至多2000微米、1000微米、500微米、100微米、50微米或甚至至多25微米;在10微米至5000微米、10微米至2000微米、10微米至1000微米、10微米至500微米、10微米至100微米、10微米至50微米或甚至10微米至25微米的范围内)的厚度。
89.在一些实施方案中,聚合物股线具有在10微米至500微米范围内(在10微米至400微米,或甚至在10微米至250微米范围内)的平均宽度。在一些实施方案中,第一聚合物股线具有在10微米至500微米范围内(在10微米至400微米,或甚至在10微米至250微米范围内)的平均宽度;并且第二聚合物股线具有在10微米至500微米范围内(在10微米至400微米,或甚至在10微米至250微米范围内)的平均宽度。
90.在一些实施方案中,本文所述的结网具有在5g/m2至1000g/m2范围内(在一些实施方案中,在10g/m2至400g/m2范围内)的基重,例如,如从本文所述的模头制成的结网。在一些实施方案中,本文所述的结网经拉伸后具有在0.5g/m2至40g/m2范围内(在一些实施方案中,在1g/m2至20g/m2范围内)的基重。
91.在一些实施方案中,本文所述的结网具有纵向方向上的在0.5mm至20mm范围内(在一些实施方案中,在0.5mm至10mm范围内)的股线节距。
92.在一些实施方案中,芯中的至少一些芯在其上具有至少两层(在一些实施方案中,至少三层)外皮。
93.在一些实施方案中,按数量计至少25%(在一些实施方案中,至少30%、35%、40%、45%、50%、55%、60%、65%、70%、75%、80%、85%、90%、95%或甚至100%)的中空聚合物股线各自具有在0.2mm2至1mm2范围内(在一些实施方案中,在0.1mm2至2mm2或甚至0.1mm2至5mm2的范围内)的中空横截面积。
94.在一些实施方案中,聚合物包括填充材料(例如,氧化铝、氮化铝、三水合铝、氮化
硼、铝、铜、石墨、石墨烯、氧化镁、氧化锌)以提供热导率。
95.在一些实施方案中,聚合物股线的阵列呈现菱形或六边形开口中的至少一者。
96.在一些实施方案中,本文所述的结网的股线之间的空间中的至少一些空间填充有导热材料(即,热导率为至少0.5瓦特/(米
·
开尔文)的材料)。示例性导热材料包括以下各者的功能性颗粒以为本文所述的制品提供期望的热特性:例如,氧化铝、氮化铝、三水合铝、氮化硼、铝、铜、石墨、石墨烯、氧化镁、氧化锌。在一些实施方案中,可期望围绕结网和在该结网内的区域在结网内包括粘性流体(例如,液体或固体(例如,热油脂)中的至少一者)。在一些实施方案中,可期望围绕结网和该结网内的区域包括该芯中的吸热材料(例如,蜡),该吸热材料在熔融时吸收热量并在固化时释放热量。此类实施方案可用于例如电子部件和电池或机械装置。此类材料通过将涂层涂抹和刮除到空隙空间中而被提供到结网的该空隙空间中。
97.任选地,将本文所述的结网附接到背衬。背衬可以为例如膜、网或非织造材料之一。例如对于利用透明印刷或图形的应用,膜可能是尤其可取的。例如,如果需要膜通常所不具备的柔软性和平静性,则非织造材料或网可能是尤其所需的。可以在至少两层膜或非织造物之间拉伸并且粘结结网,其中粘结点具有不包括粘结中的结网的多个(至少两个)粘结点。另选地,可以在至少两层膜或非织造物之间粘结未拉伸的结网,其中粘结点具有不包括粘结中结网的多个(至少两个)粘结点。这种构造可能需要后续的拉伸,要么是局部(“环轧制”)要么是全局的拉伸,以变成已激活的弹性层压材料。
98.在一些实施方案中,本文所述的结网有弹性。在一些实施方案中,聚合物股线具有纵向和横向,其中,结网或聚合物股线的阵列在纵向上是弹性的,而在横向上是非弹性的。有弹性意味着,材料经拉伸后将基本上恢复其初始形状(即,在室温下,在变形和放松之后将仅维持很少的永久变形,其中在适度伸长(即,在约400%至500%的范围内;在一些实施方案中,在300%至1200%或甚至600%至800%的范围内)时,变形小于初始长度的50%(在一些实施方案中,小于25%、20%或甚至小于10%))。弹性材料既可以是纯弹性体也可以是具有弹性体相或在室温下仍将表现出基本弹性体特性的内容物的共混物。
99.这在使用热可收缩弹性和热不可收缩弹性的本发明的范围内。热不可收缩意味着,当拉伸弹性体时,该弹性体将基本上恢复,在室温(即,约25℃)下如上讨论地仅维持少的永久变形。
100.在一些实施方案中,交替的第一和第二聚合物股线的本文所述的结网呈现菱形或六边形开口中的至少一种。
101.在一些实施方案中,中空股线与实心股线交替。该实心股线可被设计为提供中空股线的均匀间距。在一些实施方案中,实心股线的直径可相对较小(例如,0.05mm至0.2mm)或较大(例如,0.2mm至2mm),并且在粘结之间可具有相对较短(例如,0.1mm至1mm)或较长(例如,1mm至10mm)的距离以有利于中空股线的期望间距。
102.在一些实施方案中,股线(即,第一股线和第二股线)、粘结区和其他任选的股线均具有基本上相同的厚度。
103.在一些实施方案中,粘结区垂直于股线厚度具有最大的平均尺寸,并且其中,粘结区的最大平均尺寸比第一股线或第二股线中的至少一个的平均宽度大至少2倍(在一些实施方案中,至少3倍、4倍、5倍、10倍,或甚至15倍)。
104.在本文所述的结网的一些实施方案中,其中带外皮的流体芯(例如,气体(例如,空气)或液体(例如,水、乙二醇或矿物油)中的至少一者)可用作例如填充和隔离物材料(例如,用于个人填充和包装应用)。
105.在一些实施方案中,结网在其主表面上具有背衬,从而提供制品。在一些实施方案中,该背衬是膜、网或非织造物中的一者。在一些实施方案中,该制品包括粘结线。在一些实施方案中,包括结网的制品设置在两个非织造层之间。在一些实施方案中,该制品包括其间设置有带区的两个结网。在一些实施方案中,该结网和该带区是一体的。
106.可在美国专利公开号2014/0220328a1(ausen等人)中找到与本公开结合时,可用于制造和使用本文所述的结网的另外的信息,该专利的公开内容以引用方式并入本文。
107.示例性实施方案
108.1a.一种结网,该结网包括(通常相邻的)聚合物股线的阵列,其中该聚合物股线在整个阵列的粘结区处周期性地接合在一起,其中相邻股线之间具有空间(即,在粘结区之间,每个相应粘结区的粘结股线是分开的),其中至少多根(即,至少两根)股线为中空聚合物股线(即,中空芯,其中外皮围绕该中空芯),并且其中股线基本上不彼此交叉(即,按数量计至少50%(至少55%、60%、65%、70%、75%、80%、85%、90%、95%、99%或甚至100%)不彼此交叉)。
109.2a.根据示例性实施方案1a所述的结网,其中该股线在同一平面内。
110.3a.根据示例性实施方案1a或2a所述的结网,其中该结网具有至多5000微米(在一些实施方案中,至多2000微米、1000微米、500微米、100微米、50微米或甚至至多25微米;在10微米至5000微米、10微米至2000微米、10微米至1000微米、10微米至500微米、10微米至100微米、10微米至50微米或甚至10微米至25微米的范围内)的厚度。
111.4a.根据任一前述a示例性实施方案所述的结网,该结网是挤压成型的结网。
112.5a.根据任一前述a示例性实施方案所述的结网,其中芯中的至少一些芯在其上具有至少两层(在一些实施方案中,至少三层)外皮。
113.6a.根据任一前述a示例性实施方案所述的结网,该结网具有在5g/m2至1000g/m2范围内(在一些实施方案中,10g/m2至400g/m2)的基重。
114.7a.根据任一前述a示例性实施方案所述的结网,该结网具有在0.5mm至20mm范围内(在一些实施方案中,0.5mm至10mm范围内)的股线节距。
115.8a.根据任一前述a示例性实施方案所述的结网,其中按数量计至少25%(在一些实施方案中,至少30%、35%、40%、45%、50%、55%、60%、65%、70%、75%、80%、85%、90%、95%或甚至100%)的中空聚合物股线各自具有在0.2mm2至1mm2范围内(在一些实施方案中,在0.1mm2至2mm2或甚至0.1mm2至5mm2范围内)的中空横截面积。
116.9a.根据任一前述a示例性实施方案所述的结网,其中聚合物包括填料以提供热导率。
117.10a.根据示例性实施方案1a至8a中任一项所述的结网,该结网是弹性的。
118.11a.根据示例性实施方案1a至8a中任一项所述的结网,该结网具有纵向方向和横向方向,其中该结网在纵向方向上有弹性而在横向方向上没有弹性。
119.12a.根据任一前述a示例性实施方案所述的结网,其中该结网被拉伸。
120.13a.根据任一前述a示例性实施方案所述的结网,其中第一聚合物材料或第二聚
合物材料中的至少一者包括染料或颜料中的至少一者。
121.14a.根据任一前述a示例性实施方案所述的结网,其中聚合物股线的阵列呈现菱形或六边形开口中的至少一者。
122.15a.根据任一前述a示例性实施方案所述的结网,其中第一聚合物和第二聚合物独立地为热塑性的(例如,粘合剂、尼龙、聚酯、聚烯烃、聚氨酯)、弹性体(例如,苯乙烯嵌段共聚物)及其共混物。
123.16a.根据任一前述a示例性实施方案所述的结网,其中聚合物股线具有在10微米至500微米范围内(在一些实施方案中,在10微米至400微米或甚至10微米至250微米范围内)的平均宽度。
124.17a.根据任一前述a示例性实施方案所述的结网,其中多根股线包括交替的第一聚合物股线和第二聚合物股线。
125.18a.根据示例性实施方案17a所述的结网,其中第二股线具有在10微米至500微米范围内(在一些实施方案中,在10微米至400微米或甚至10微米至250微米范围内)的平均宽度。
126.19a.一种制品,该制品包括根据任一前述a示例性实施方案所述的结网,并且还包括填充股线之间的空间中的至少一些空间的导热材料。
127.20a.根据示例性实施方案19a所述的制品,其中该导热材料包括以下各者的功能性颗粒中的至少一者:例如,氧化铝、氮化铝、三水合铝、氮化硼、铝、铜、石墨、石墨烯、氧化镁、氧化锌。
128.21a.一种制品,该制品包括根据任一前述a示例性实施方案所述的结网,并且还包括填充股线之间的空间中的至少一些空间的吸热材料(例如,蜡)。
129.22a.一种制品,该制品包括在其主表面上具有任一前述a示例性实施方案所述的结网的背衬。
130.23a.根据示例性实施方案22a所述的制品,其中该背衬是膜、网或非织造物中的一者。
131.24a.根据示例性实施方案23a所述的制品,该制品包括粘结线。
132.25a.一种制品,该制品包括设置在两个非织造物层之间的根据示例性实施方案1a至18a中任一项所述的结网。
133.26a.一种制品,该制品包括两个具有设置在其间的带区的根据示例性实施方案1a至18a中任一项所述的结网。
134.27a.根据示例性实施方案25a所述的制品,其中该结网和该带区是一体的。
135.28a.根据示例性实施方案19a至26a中任一项所述的制品,该制品是热控制制品(例如,用于电子装置或电池)。
136.1b.一种制造根据实施方案1a至19a中任一项所述的结网的方法,该方法包括:
137.提供挤出模头和分配表面,该挤出模头包括彼此邻近定位的多个垫片,该垫片一起限定至少第一腔体、第二腔体和第三腔体,其中该分配表面具有交替的分配孔口的阵列,其中该多个垫片包括多个垫片的重复序列,其中该重复序列包括:提供第一腔体和第一多个孔口之间的流体通道的垫片,提供从第二腔体延伸到第二多个封闭多边形孔口的第二通道的垫片,以及还提供从第三腔体延伸到位于该封闭多边形孔口区域内的第三多个孔口的
第三通道的垫片;以及
138.以第一股线速度从第一分配孔口分配第一聚合物股线,同时以第二股线速度从第二分配孔口分配第二聚合物股线,其中第一股线速度为第二股线速度的至少2(在一些实施方案中,在2至6或甚至2至4的范围内)倍,从而得到结网。
139.2b.根据示例性实施方案1b所述的方法,其中第三通道填充有气体(例如,空气)。
140.3b.根据示例性实施方案1b所述的方法,还包括从第三分配孔口分配填充材料(例如,液体)。
141.1c.一种结网,该结网包括(通常相邻的)聚合物股线的阵列,其中该聚合物股线在整个阵列的粘结区处周期性地接合在一起,其中至少多根(即,至少两根)股线各自具有芯,其中至少一些芯(在一些实施方案中,每个芯)包括(在一些实施方案中,基本上由以下组成)吸热材料(例如,蜡)或流体(例如,气体(例如,空气)或液体(例如,水、乙二醇或矿物油)中的至少一者)中的至少一者(即,围绕芯的外皮),并且其中该股线基本上不彼此交叉(即,按数量计至少50%(至少55%、60%、65%、70%、75%、80%、85%、90%、95%、99%或甚至100%)不彼此交叉)。
142.2c.根据示例性实施方案1c所述的结网,其中该股线在同一平面内。
143.3c.根据示例性实施方案1c或2c所述的结网,其中该结网具有至多5000微米(在一些实施方案中,至多2000微米、1000微米、500微米、100微米、50微米或甚至至多25微米;在10微米至5000微米、10微米至2000微米、10微米至1000微米、10微米至500微米、10微米至100微米、10微米至50微米或甚至10微米至25微米的范围内)的厚度。
144.4c.根据任一前述c示例性实施方案所述的结网,该结网是挤压成型的结网。
145.5c.根据任一前述c示例性实施方案所述的结网,其中芯中的至少一些芯在其上具有至少两层(在一些实施方案中,至少三层)外皮。
146.6c.根据任一前述c示例性实施方案所述的结网,该结网具有在5g/m2至1000g/m2范围内(在一些实施方案中,10g/m2至400g/m2)的基重。
147.7c.根据任一前述c示例性实施方案所述的结网,该结网具有0.5mm至20mm范围内(在一些实施方案中,在0.5mm至10mm范围内)的股线节距。
148.8c.根据任一前述c示例性实施方案所述的结网,其中按数量计至少25%(在一些实施方案中,至少30%、35%、40%、45%、50%、55%、60%、65%、70%、75%、80%、85%、90%、95%或甚至100%)的中空聚合物股线具有在0.2mm2至1mm2范围内(在一些实施方案中,在0.1mm2至2mm2或甚至0.1mm2至5mm2范围内)的中空横截面积。
149.9c.根据任一前述c示例性实施方案所述的结网,其中聚合物包括填料以提供热导率。
150.10c.根据示例性实施方案1c至8c中任一项所述的结网,该结网是弹性的。
151.11c.根据示例性实施方案1c至8c中任一项所述的结网,该结网具有纵向方向和横向方向,其中该结网在纵向方向上是弹性的而在横向方向上没有弹性的。
152.12c.根据任一前述c示例性实施方案所述的结网,其中该结网被拉伸。
153.13c.根据任一前述c示例性实施方案所述的结网,其中第一聚合物材料或第二聚合物材料中的至少一者包括染料或颜料中的至少一者。
154.14c.根据任一前述c示例性实施方案所述的结网,其中聚合物股线的阵列呈现菱
形或六边形开口中的至少一种。
155.15c.根据任一前述c示例性实施方案所述的结网,其中第一聚合物和第二聚合物独立地为热塑性的(例如,粘合剂、尼龙、聚酯、聚烯烃、聚氨酯)、弹性体(例如,苯乙烯嵌段共聚物)及其共混物。
156.16c.根据任一前述c示例性实施方案所述的结网,其中聚合物股线具有在10微米至500微米范围内(在一些实施方案中,在10微米至400微米或甚至10微米至250微米范围内)的平均宽度。
157.17c.根据任一前述c示例性实施方案所述的结网,其中多根股线包括交替的第一聚合物股线和第二聚合物股线。
158.18c.根据示例性实施方案17c所述的结网,其中第二股线具有在10微米至500微米范围内(在一些实施方案中,在10微米至400微米或甚至10微米至250微米范围内)的平均宽度。
159.19c.一种制品,该制品包括在其主表面上具有任一前述c示例性实施方案所述的结网的背衬。
160.20c.根据示例性实施方案19c所述的制品,其中该背衬是膜、网或非织造物中的一者。
161.21c.根据任一前述c示例性实施方案所述的制品,该制品包括粘结线。
162.22c.一种制品,该制品包括设置在两个非织造物层之间的根据示例性实施方案1c至19c中任一项所述的结网。
163.23c.一种制品,该制品包括两个具有设置在其间的带区的根据示例性实施方案1c至19c中任一项所述的结网。
164.24c.根据示例性实施方案23c所述的制品,其中该结网和该带区是一体的。
165.25c.根据任一前述c示例性实施方案所述的制品,该制品是热控制制品(例如,用于电子装置或电池)。
166.1d.一种制造根据实施方案1c至19c中任一项所述的结网的方法,该方法包括:
167.提供挤出模头和分配表面,该挤出模头包括彼此邻近定位的多个垫片,该垫片一起限定至少第一腔体、第二腔体和第三腔体,其中该分配表面具有交替的分配孔口的阵列,其中该多个垫片包括多个垫片的重复序列,其中该重复序列包括:提供第一腔体和第一多个孔口之间的流体通道的垫片,提供从第二腔体延伸到第二多个封闭多边形孔口的第二通道的垫片,以及还提供从第三腔体延伸到位于该封闭多边形孔口区域内的第三多个孔口的第三通道的垫片;以及
168.以第一股线速度从第一分配孔口分配第一聚合物股线,同时以第二股线速度从第二分配孔口分配第二聚合物股线,以及为第三腔体和第三分配孔口提供露天通道或填充材料,其中该第一股线速度为第二股线速度的至少2(在一些实施方案中,在2至6或甚至2至4的范围内)倍,从而得到结网。
169.2d.根据示例性实施方案1d所述的方法,其中第三通道填充有气体(例如,空气)。
170.3d.根据示例性实施方案1d所述的方法,还包括从第三分配孔口分配填充材料(例如,液体)。
171.以下实施例进一步说明了本发明的优点和实施方案,但是这些实施例中所提到的
具体材料及其量以及其它条件和细节均不应被解释为是对本发明的不当限制。除非另外指明,否则所有份数和百分比均按重量计。
172.实施例
173.实施例1
174.制备如图12大致示出的共挤出模头,该共挤出模头利用如图9和图10大致示出的挤出孔口的多垫片重复图案来装配。重复序列中的垫片的厚度是4密耳(0.102mm)。这些垫片由不锈钢形成,具有通过电火花线切割加工而切割的穿孔。垫片堆叠成400、400、400、400、500、500、600、600、600、600、500、500、400、400、400、400、700、700、700、700、800、800、800、700、700、700、700的重复序列。这种构型形成具有腔体、通道和孔口的108密耳(2.74mm)的重复长度,使得第一挤出机为管状沟道的孔口供料,并且第二挤出机为管状沟道之间的连接股线的孔口供料。由第三组通道形成的第三多个孔口向管状沟道的中心提供环境空气。装配垫片以形成宽度为约6cm的模头。将挤出孔口以共线的交替布置方式对准,所得分配表面如图3所示。
175.两个端块上的入口配件各自连接到两个常规单螺杆挤出机。为模头的两个腔体供料的挤出机装载有聚乙烯(以商品名“elite 5230”购自密歇根州米德兰的陶氏化学公司(dow chemical,midland,mi),该聚乙烯与用于管状挤出机的2%黄色浓缩物(以商品名“pp23642905”购自明尼苏达州明尼阿波利斯市的科莱恩公司(clariant,minneapolis,mn)和用于股线挤出机的2%蓝色浓缩物(以商品名“pp52643825”购自科莱恩公司(clariant)干混。
176.将熔体垂直挤出到挤出物骤冷带离装置中。骤冷辊是平滑温度受控的20cm直径镀铬钢辊。骤冷辊隙温度由内部水流控制。幅材路径绕铬钢辊180度,然后到达收卷辊。在这些条件下,挤出大致如图13所示的聚合物层。
177.其它工艺条件列出如下:
178.管状孔口的流速1.6kg/hr.
179.股线孔口的流速0.7kg/hr.
180.挤出温度204℃
181.骤冷辊温度10℃
182.骤冷带离速度1.2m/min.
183.幅材基重660g/m2184.使用光学显微镜测量幅材尺寸:
185.连接股线宽度:0.25mm
186.连接股线高度:1.1mm
187.总厚度:1.41mm
188.横维重复长度:2.3mm
189.中空股线内部区域:0.65mm2190.纵向方向粘结重复4.5mm
191.纵向方向粘结长度1.9mm
192.图13中示出了实施例1中结网1300的数字光学图像。结网1300包括固态材料的第一股线1302和具有芯/外皮布置的第二股线1304。
193.实施例2
194.实施例2除了以下条件之外如实施例1中所描述进行制备。
195.为模头的两个腔体供料的挤出机装载有聚醚嵌段酰胺(以商品名“pebax 4033”购自宾夕法尼亚州雷丁的阿科玛化学公司(arkema chemical,reading,pa)。
196.其它工艺条件列出如下:
197.管状孔口的流速 2.2kg/hr.
198.股线孔口的流速 0.9kg/hr.
199.挤出温度 204℃
200.骤冷辊温度 10℃
201.骤冷带离速度 1.8m/min.
202.幅材基重 620g/m2203.使用光学显微镜测量幅材尺寸:
204.连接股线宽度:0.3mm
205.连接股线高度:0.9mm
206.总厚度:1.18mm
207.横维重复长度:2.2mm
208.中空股线内部区域:0.47mm2209.纵向方向粘结重复4.6mm
210.纵向方向粘结长度2.2mm
211.图14中示出了实施例2中结网1400的数字光学图像。结网1400包括固态材料的第一股线1402和具有芯/外皮布置的第二股线1404。
212.实施例3
213.实施例3除了以下条件之外如实施例1中所描述进行制作。
214.为模头的两个腔体供料的挤出机装载有聚醚嵌段酰胺(以商品名“pebax4033”购自宾夕法尼亚州雷丁的阿科玛化学公司(arkema chemical,reading,pa)。
215.其它工艺条件列出如下:
216.管状孔口的流速 2.2kg/hr.
217.股线孔口的流速 0.9kg/hr.
218.挤出温度 204℃
219.骤冷辊温度 10℃
220.骤冷带离速度 0.9m/min.
221.幅材基重 620g/m2222.使用光学显微镜测量幅材尺寸:
223.连接股线宽度:0.33mm
224.连接股线高度:1.4mm
225.总厚度:1.8mm
226.横维重复长度:2.4mm
227.中空股线内部区域:1.03mm2228.纵向方向粘结重复2.7mm
229.纵向方向粘结长度1.4mm
230.图15中示出了实施例3中结网1500的数字光学图像。结网1500包括固态材料的第一股线1502和具有芯/外皮布置的第二股线1504。
231.实施例4
232.实施例4除了以下条件之外如实施例2中所描述进行制作。垫片堆叠成具有400、400、400、400、500、500、600、600、600、600、500、500、400、400、400、400、700、700、700、700、700、800、800、800、700、700、700、700、700的重复序列。
233.其它工艺条件列出如下:
234.管状孔口的流速 1.6kg/hr.
235.股线孔口的流速 0.7kg/hr.
236.挤出温度 193℃
237.骤冷辊温度 10℃
238.骤冷带离速度 3.05m/min.
239.幅材基重 270g/m2240.使用光学显微镜测量幅材尺寸:
241.连接股线宽度:0.2mm
242.连接股线高度:0.9mm
243.总厚度:1.25mm
244.横维重复长度:2.5mm
245.中空股线内部区域:1.05mm2246.纵向方向粘结重复8.5mm
247.纵向方向粘结长度3.6mm
248.图16中示出了实施例4中结网1600的数字光学图像。结网1600包括固态材料的第一股线1602和具有芯/外皮布置的第二股线1604。
249.实施例5
250.实施例5除了以下条件之外如实施例4中所描述进行制作。
251.其它工艺条件列出如下:
252.骤冷带离速度 6.1m/min.
253.幅材基重 170g/m2254.使用光学显微镜测量幅材尺寸:
255.连接股线宽度:0.2mm
256.连接股线高度:0.7mm
257.总厚度:0.9mm
258.横维重复长度:2.1mm
259.中空股线内部区域:0.4mm2260.纵向方向粘结重复11mm
261.纵向方向粘结长度6.2mm
262.图17中示出了实施例5中结网1700的数字光学图像。结网1700包括固态材料的第一股线1702和具有芯/外皮布置的第二股线1704。
test method for thermal transmission properties of thermally conductive electrical insulation materials”)使用热界面材料测试仪(以商品名“tim tester model 1400”购自马塞诸塞州韦克菲尔德的analysistech公司(analysistech,wakefield,ma)测量膜的热导率。样品的测试温度为50℃,并且施加的测试压力设定为206kpa。将一薄层硅油(以商品名“dc200”购自analysistech公司)施加至样品,然后将其置于热界面材料测试仪中以减小仪器的测试表面与样品表面之间的接触电阻。对于每个测试,使用移液管将数滴硅油沉积在样品的底部和顶部。
284.在施加206kpa的测试压力之后,实施例4b、4c、5b和5c的样品在测试期间未表现出过量的材料被压出。
285.计算油脂填充的试样相对于对应参照样品的热导率的相对增加。下表2示出了参照样品和具有装载有热油脂的结网的热油脂填充的样品的所测量的热导率,以及相对增加。
286.表2
287.实施例所测量的热导率(w/mk)热导率的相对增加(%)4a0.098n.a.5a0.088n.a.4b0.747662.24c0.564475.55b0.706702.35c0.453414.8
288.实施例6a、6b和6c
289.从实施例6的管状幅材冲压出直径为33mm的圆形样品以进行测试。测试一个样品而无需进一步修改,并将其称为参照样品,即实施例6a。
290.通过将热油脂化合物注入沟道中来调整另外的样品。将每种热油脂化合物从初始包装转移到10ml注射器(以商品名“bd 10ml注射器,具有luer
‑
lok tip”购自新泽西州富兰克林湖的美国bd公司(becton,dickson and company,franklin lakes,nj)。随后,使用注射器泵(以商品名“ne
‑
1000”购自纽约州法明代尔的新era泵系统公司(new era pump systems inc.,farmingdale,ny)和16g
×
1.5英寸针(以商品名“bd precisnglide针”购自美国bd公司(becton,dickson and company)将油脂单独地注入到33mm直径试样的每个沟道中。通过使用纸巾手动擦除试样上任何过量的热油脂来去除所述试样上任何过量的热油脂。没有将热油脂施加到试样的结网部分。下表3汇总了所制备的样品。
291.表3
292.实施例挤出温度分布热油脂源热油脂的热导率(w/mk)6a实施例6无热油脂n.a.6b实施例6“tc
‑
5622”4.36c实施例6“mx
‑
4”8.5
293.测量膜的热导率。计算油脂填充的样品相对于对应参照样品的热导率的相对增加。下表4示出了参照样品和具有装载有热油脂的结网的热油脂填充的样品的所测量的热导率,以及相对增加。
294.表4
295.实施例所测量的热导率(w/mk)热导率的相对增加(%)6a0.101n.a.6b0.584478.26c0.355251.5
296.熔体流在离开模头后合并在一起以形成粘结区时形成的分界线(或熔合线)可在例如实施例1至3中任一者中检测到,例如,使用差示扫描量热法(dsc)(以商品名“discovery dsc”购自特拉华州纽卡斯尔的ta仪器公司(ta instruments,new castle,de)分析制品以热分析热流从而检测分子结构的差异。在dsc中可分析如图2所示的区域221和220。通过使用dsc测量来比较温度调节,主要包含分界线的区域(221)与基本上不包含来自分界线的材料的区域(220)可通过热流/热容量的差异(与能量释放或分子取向/内应力的减小一致)来显示,从而得到分界线的迹象。即,所分析区域的热特征图可被观察到具有材料热转变和材料对保留的热/加工过程的响应的组合。在区域220的样品制备期间,应注意在与不含分界线材料的区域中的分界线基本上平行的方向上切割样品。对于更多细节,参见例如2018年6月26日提交的具有美国序列号62/690105的申请,该申请的公开内容以引用方式并入本文。
297.在不脱离本发明的范围和实质的情况下,本公开的可预知的变型和更改对本领域的技术人员来说将显而易见。本发明不应受限于本技术中为了说明目的所示出的实施方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

