1.本实用新型属于直升机技术领域,涉及一种工装结构,特别是涉及一种直升机前中机身对接隔框成型工装结构。
背景技术:
2.米系列直升机为国内引进型直升机,缺乏相应的设计制造图样,工厂在大修过程中,按照维修大纲要求,前、中机身对接隔框只开展原位检查,当隔框有变形、裂纹时,通常采用局部补强工艺进行修复,补强件采用异曲面成型机成型或手工敲制成型。
3.补强件在采用异曲面成型机或手式敲制成型过程,补强件的成型质量往往取决于操作工人的技术技能,无法一次性成型,只有通过反复比对样板、校形,才能满足使用要求。同时,材料反复敲打易产生冷作硬化,导致成型困难,往往需增加中间退火工序去除应力。因此,现有隔框成型技术生产效率低、劳动强度大。
4.此外,现有成型技术仅仅是隔框损伤区域的补强件成型,尚未开展隔框整体成型技术研究,随着直升机使用强度增大,隔框损伤的概率大大增加,现有局部成型技术,已不能满足直升机修理需求。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种直升机前中机身对接隔框成型工装结构,用于解决现有技术中隔框成型生产效率低、劳动强度大的技术问题。
6.为实现上述目的及其他相关目的,本发明提供一种直升机前中机身对接隔框成型工装结构,包括支撑架,所述支撑架上固定有支撑平台,所述支撑平台上设有隔框模具,所述隔框模具上方设有两块关于隔框模具的竖直中线对称设置的转动块,每块所述转动块底部均连接有滚轮,所述转动块上设有对滚轮进行调节的可调机构,所述隔框模具与滚轮之间设有型材。
7.优选的,所述隔框模具通过螺栓与支撑平台连接,所述隔框模具的中部为水平部,水平部的两端弧形弯折。
8.优选的,两块所述转动块分别位于隔框模具水平部的端部,所述转动块的一端位于隔框模具内侧并通过转动轴与支撑平台铰接,所述转动块的另一端伸出支撑平台后连接有调节箱,所述调节箱的外侧连接有操纵手柄,所述操纵手柄与转动块在同一直线上。
9.优选的,所述可调机构包括相互啮合的涡轮和蜗杆,所述涡轮设置于调节箱内,涡轮中部连接有调节杆,所述调节杆的顶部贯穿调节箱后连接有调节手柄,所述转动块底部开设有调节槽,所述蜗杆设置于调节槽内,所述蜗杆的一端与涡轮啮合,所述蜗杆的另一端与滚轮的中心连接。
10.优选的,所述支撑平台焊接于支撑架上。
11.优选的,所述支撑平台采用10mm厚的20#钢板制作。
12.如上所述,本实用新型的一种直升机前中机身对接隔框成型工装结构,具有以下
有益效果:
13.1、本实用新型中,直升机前、中机身对接隔框补强件一次成型,成型过程中生产效率高、所需劳动强度小,制得的补强件质量好,从而使得直升机的修复效果好。
14.2、本实用新型中,根据直升机前、中机身对接隔框外形数据制作的隔框模具制得的补强件为隔框整体补强件,能够更大限度的满足直升机的修理需求。
附图说明
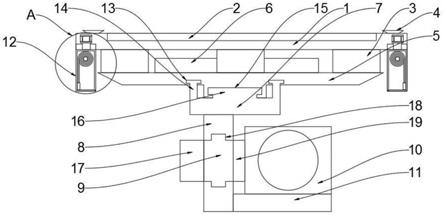
15.图1显示为本实用新型的正视图。
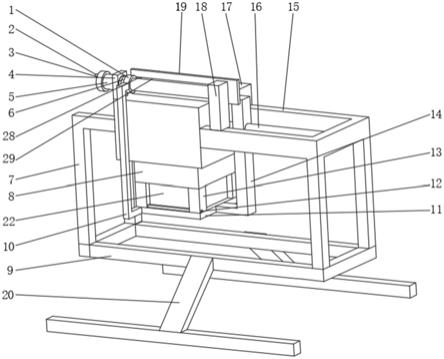
16.图2显示为本实用新型的侧视图。
17.图3显示为本实用新型的俯视图。
18.元件标号说明
[0019]1‑
支撑架,2
‑
支撑平台,3
‑
隔框模具,4
‑
转动块,5
‑
滚轮,6
‑
型材,7
‑
转动轴,8
‑
调节箱,9
‑
操纵手柄,10
‑
蜗杆,11
‑
调节手柄,12
‑
调节槽。
具体实施方式
[0020]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0021]
请参阅图1至图3。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0022]
请参阅图1
‑
3,本发明提供一种直升机前中机身对接隔框成型工装结构,包括支撑架1,所述支撑架1上固定有支撑平台2,所述支撑平台2上设有隔框模具3,所述隔框模具3的中部为水平部,水平部的两端弧形弯折,所述隔框模具3上方设有两块关于隔框模具3的竖直中线对称设置的转动块4,每块所述转动块4底部均连接有滚轮5,所述转动块4上设有对滚轮5进行调节的可调机构,所述隔框模具3与滚轮5之间设有型材6。
[0023]
本实施例使用时,直升机前、中机身对接隔框由四段组成,根据实际修理情况,发现通常下段隔框裂纹损伤,需更换新件。现有技术主要采用局部补强工艺进行修复,但,现有技术中的补强件主要采用异曲面成型机成型或手工敲制成型,这样的成型方式受操作工人的操作影响较大,且生产效率低、劳动强度大。同时,现有技术中仅仅是对隔框损伤区域的补强件成型,尚未开展隔框整体成型技术研究,随着直升机使用强度增大,隔框损伤的概率大大增加,现有的局部成型技术,已不能满足直升机修理需求。而本实施例中,为了实现补强件的整体成型,提高补强件的成型效率和成型质量,减小劳动强度,设计了成型工装,将型材6放入成型工装中成型后对接隔框即可。
[0024]
前、中机身对接隔框是米系列直升机制造工艺分离面,通过螺栓连接将前、中机身连接在一起,下段隔框安装有前起落架悬挂接头,承受冲击载荷,易产生弯曲变形和裂纹,
且隔框内装有操纵线系,若隔框变形严重,可能会导致操纵线系失效,影响飞行安全。因此开展隔框成型技术研究是十分必要的。
[0025]
隔框成型技术研究包括采集隔框外形数据。具体为:采用三维测量技术测量多架完好的同型号直升机前、中机身对接隔框外形数据,经过分析论证,结合国产直升机隔框成型技术条件,确定下段隔框的外形数据。通过逆向工程,建立隔框三维数模,制作隔框成型模具。隔框成型模具制作完成后在支撑架1上对成型工装的各个部分进行组装后即可对型材6进行成型操作。其中,直升机前、中机身对接隔框外形数据的测量、下段隔框外形数据的确定、隔框三维数模的建立均属于现有技术,本领域技术人员根据现有技术可知,本实施例中不在对其做进一步的赘述。
[0026]
作为上述实施例的进一步描述,所述隔框模具3通过螺栓与支撑平台2连接。
[0027]
本实施例使用时,隔框模具3通过螺栓与支撑平台2连接,一方面可以保证隔框模具3与支撑平台2之间的连接的稳定性,从而保证型材6的成型质量,另一方面可以便于对隔框模具3进行更换,满足不同型号的直升机前、中机身对接隔框的成型。
[0028]
本实施例中,隔框模具3与支撑平台2之间的连接方式不限于通过螺栓连接,其他既能够实现两者之间稳定连接,又便于更换的连接方式均可,如螺钉连接。
[0029]
作为上述实施例的进一步描述,两块所述转动块4分别位于隔框模具3水平部的端部,所述转动块4的一端位于隔框模具3内侧并通过转动轴7与支撑平台2铰接,所述转动块4的另一端伸出支撑平台2后连接有调节箱8,所述调节箱8的外侧连接有操纵手柄9,所述操纵手柄9与转动块4在同一直线上。
[0030]
本实施例使用时,隔框模具3的形状与对接隔框的形状相同,型材6通过成型工装成型后直接形成可用的补强件,节省工序,提高工作效率。转动块4的一端与支撑平台2铰接,另一端连接操纵手柄9,通过操纵手柄9带动转动块4绕其与支撑平台2的铰接点转动,从而带动滚轮5在转动的过程中对型材6进行成型操作。
[0031]
本实施例中,内侧是指与操纵手柄9相对的一侧。
[0032]
作为上述实施例的进一步描述,所述可调机构包括相互啮合的涡轮和蜗杆10,所述涡轮设置于调节箱8内,涡轮中部连接有调节杆,所述调节杆的顶部贯穿调节箱8后连接有调节手柄11,所述转动块4底部开设有调节槽12,所述蜗杆10设置于调节槽12内,所述蜗杆10的一端与涡轮啮合,所述蜗杆10的另一端与滚轮5的中心连接。
[0033]
本实施例使用时,当型材6放入滚轮5与隔框模具3之间后,为了达到滚轮5转动过程中对型材6产生压应力从而使型材6产生塑性变形,需要使滚轮5压紧型材6,即需要调节滚轮5与隔框模具3之间的间距。具体调节操作为:放入型材6后,顺时针转动调节手柄11,调节手柄11通过调节杆带动涡轮转动,涡轮转动带动与涡轮啮合的蜗杆10向靠近隔框模具3的方向移动,蜗杆10移动的过程中带动与蜗杆10连接的滚轮5向靠近隔框模具3的方向移动,从而使滚轮5压紧型材6,当滚轮5压紧型材6后,停止转动调节手柄11即可。当型材6成型完毕后,逆时针转动调节手柄11,调节手柄11通过涡轮、蜗杆10带动滚轮5向远离隔框模具3的方向移动,从而便于成型后的型材6的取出。
[0034]
本实施例中,可调机构不限于涡轮蜗杆机构,其他能够带动滚轮5沿调节槽12长度方向运动的机构均可,如齿轮齿条结构,齿轮与调节手柄11连接,齿条的一端与齿轮啮合,齿条的另一端与滚轮5连接。
[0035]
作为上述实施例的进一步描述,所述支撑平台2焊接于支撑架1上。所述支撑平台2采用10mm厚的20#钢板制作。
[0036]
本实施例使用时,为了保证隔框成型后的平面度,本实施例中的支撑平台2采用支撑平台2采用10mm厚的20#钢板制作。
[0037]
直升机前、中机身对接隔框成型工装的具体使用操作为:将两个转动块4转动至与隔框模具3水平部垂直的位置后,在滚轮5与隔框模具3之间放入型材6,通过调节手柄11调节滚轮5的位置,使滚轮5压紧型材6,然后转动操纵手柄9的同时调整滚轮5与型材6之间的间距,型材6在滚轮5压应力的作用下,产生塑性变形,使型材6紧贴隔框模具3外缘而成型,成型后对接隔框。
[0038]
综上所述,本发明直升机前、中机身对接隔框补强件一次整体成型,成型过程中生产效率高、所需劳动强度小,制得的补强件质量好,从而使得直升机的修复效果好。所以,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0039]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。