1.本发明属于镜片保护膜技术领域,具体涉及一种车房镜片保护膜及其制备方法。
背景技术:
2.随着人们对生活品质的要求越来越高,视力改善问题也越来越受到人们的重视,车房定制镜片因其差异化定制而具有更佳的使用效果越来越受到人们的青睐。然而车房镜片在加工打磨过程中需要使用特殊保护膜进行固定的保护,目前主要有两种方式:其一需要在保护膜表面刷一层环氧树脂漆或聚氨酯漆,再与夹头低熔点合金粘合,需额外花费3
‑
5min,这种固定方式效率较低,成本高;其二是近期发展起来的一种新方案,通过使用带预涂层的有色保护膜胶带解决以往需要刷漆带来的相关问题,但其面临着合金粘合强度不可调,结构相对复杂,成本较高,且会产生有机溶剂挥发等问题。
3.现有专利(cn209161917u)公开了一种带预涂层的车房镜片用有色保护膜胶带,其结构包括离型层、胶层、底涂层、基材和预涂层,该方案具有以下缺陷:制作工艺复杂,基材需要涂布两遍底涂,再涂胶和贴离型层;底涂剂的涂布会使用大量的有机溶剂;合金粘合强度不可调,在面临不同定制镜片打磨时存在掉片等问题。
技术实现要素:
4.本发明的目的在于克服现有技术中的不足,提供一种车房镜片保护膜及其制备方法,车房镜片保护膜结构简单,只需两步涂布,工艺简洁,涂层均可采用水性涂层,环保性强,且能够适用于不同折射率、不同类型的镜片。
5.本发明提供了如下的技术方案:一种车房镜片保护膜,包括依次层叠设置的双面离型层、压敏胶层、基材层和合金粘接层。
6.进一步的,所述双面离型层为双面pet离型纸。
7.进一步的,所述压敏胶层为丙烯酸型压敏胶,所述压敏胶层的厚度为15~20μm。
8.进一步的,所述基材层为pe膜或pp膜。
9.进一步的,所述合金粘接层为水性涂层,所述合金粘接层的厚度为1~2μm。
10.进一步的,所述合金粘接层的原料包括水性聚氨酯和固化剂,所述水性聚氨酯和固化剂的质量比为100:(0.1~1)。
11.一种所述车房镜片保护膜的制备方法,包括以下步骤:在双面离型层的一个表面涂布压敏胶层;在压敏胶层表面贴合基材层;在基材层表面涂布合金粘接层,即可获得车房镜片保护膜。
12.进一步的,涂布所述压敏胶层时采用逗号刮刀直涂方式,涂布温度不高于120℃,涂布线速度为20m/min。
13.进一步的,所述基材层与压敏胶层贴合的一面在贴合前需进行电晕处理,所述基
材层涂布合金粘接层的一面在涂布前需进行电晕处理。
14.进一步的,涂布所述合金粘接层时采用网纹辊或微凹辊涂布,涂布时烘箱温度为50℃,线速度为20m/min。
15.与现有技术相比,本发明的有益效果是:(1)本发明提供的车房镜片保护膜,结构简单,压敏胶层和合金粘接层均可采用水性涂层,具有良好的耐水性能,可以大量减少有机溶剂的使用,环保性强;(2)本发明提供的车房镜片保护膜,通过控制合金粘接层的厚度、原料的分子量大小和交联程度,能够控制合金粘接层与合金的粘接强度,适用于不同折射率、不同类型的镜片;(3)本发明提供的车房镜片保护膜的制备方法,只需两步涂布工艺,工艺简洁,操作方便,成本低。
附图说明
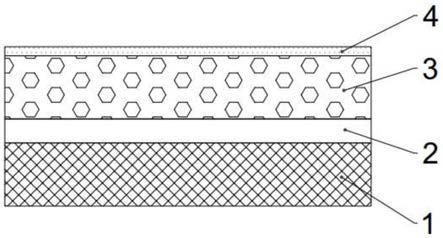
16.图1是本发明中车房镜片保护膜的结构示意图;图中标记为:1、双面离型层;2、压敏胶层;3、基材层;4、合金粘接层。
具体实施方式
17.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
18.实施例1如图1所示,本实施例提供一种车房镜片保护膜,包括依次层叠设置的双面离型层1、压敏胶层2、基材层3和合金粘接层4。
19.双面离型层1为双面pet离型纸。压敏胶层2为丙烯酸型压敏胶,压敏胶层2的厚度为15μm,剥离力为350
‑
450gf/inch。基材层3为pe膜,用于隔离压敏胶层2和合金粘接层4,防止两层彼此黏连。合金粘接层4为水性聚氨酯涂层,厚度为2μm。合金粘接层4的原料包括水性聚氨酯和固化剂,固化剂添加量为1%wt。
20.本实施例还提供一种车房镜片保护膜的制备方法,包括以下步骤:s1、在双面离型层1的一个表面涂布压敏胶层2,采用逗号刮刀直涂方式,涂布温度不高于120℃,涂布线速度为20m/min;s2、对基材层3的一面进行电晕处理,将该面贴合于压敏胶层2表面;s3、对基材层3的另一面进行电晕处理,在该面涂布合金粘接层4,采用网纹辊涂布,涂布时烘箱温度为50℃,线速度为20m/min,即可获得车房镜片保护膜。
21.实施例2本实施例提供一种车房镜片保护膜,包括依次层叠设置的双面离型层、压敏胶层、基材层和合金粘接层。
22.双面离型层为双面离型纸。压敏胶层为丙烯酸型压敏胶,压敏胶层的厚度为18μm,剥离力为400
‑
500gf/inch。基材层为pe膜。合金粘接层为水性聚氨酯涂层,厚度为1μm。合金粘接层的原料包括水性聚氨酯和固化剂,固化剂添加量为0.3% wt。
23.本实施例中车房镜片保护膜的制备方法与实施例1的区别在于步骤s3采用微凹辊
涂布,其它部分相同。
24.实施例3本实施例提供一种车房镜片保护膜,包括依次层叠设置的双面离型层、压敏胶层、基材层和合金粘接层。
25.双面离型层为双面离型纸。压敏胶层为水性丙烯酸型压敏胶,压敏胶层的厚度为20μm。基材层为pp膜。合金粘接层为水性聚氨酯涂层,厚度为2μm。合金粘接层的原料包括水性聚氨酯和固化剂,固化剂添加量为0.3% wt。
26.本实施例中车房镜片保护膜的制备方法与实施例1中相同。
27.本发明可通过控制合金粘接层的厚度、液体合金的渗透的深度、水性聚氨酯树脂的交联程度和分子量大小来控制粘接强度。交联程度低、分子量大、涂层厚适用于打磨程度高、镜片较厚的车房镜片中;反之交联程度高、分子量小、涂层薄适用于打磨程度少、镜片较薄的车房镜片中。实施例1中所制备的车房镜片保护膜可用于打磨程度少,镜片较薄的车房镜片中;实施例2中所制备的车房镜片保护膜可用于打磨程度高、镜片较厚的车房镜片中;实施例3中所制备的车房镜片保护膜,由于均采用水性涂层,制成过程中基本无有机溶剂的使用及挥发,环保性强。
28.本发明提供的车房镜片保护膜,结构简单,压敏胶层和合金粘接层均可采用水性涂层,具有良好的耐水性能,可以大量减少有机溶剂的使用,环保性强;通过控制合金粘接层的厚度、原料的分子量大小和交联程度,能够控制合金粘接层与合金的粘接强度,适用于不同折射率、不同类型的镜片;本发明提供的车房镜片保护膜的制备方法,只需两步涂布工艺,工艺简洁,操作方便,成本低。
29.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
技术特征:
1.一种车房镜片保护膜,其特征在于,包括依次层叠设置的双面离型层、压敏胶层、基材层和合金粘接层。2.根据权利要求1所述的车房镜片保护膜,其特征在于,所述双面离型层为双面pet离型纸。3.根据权利要求1所述的车房镜片保护膜,其特征在于,所述压敏胶层为丙烯酸型压敏胶,所述压敏胶层的厚度为15~20μm。4.根据权利要求1所述的车房镜片保护膜,其特征在于,所述基材层为pe膜或pp膜。5.根据权利要求1所述的车房镜片保护膜,其特征在于,所述合金粘接层为水性涂层,所述合金粘接层的厚度为1~2μm。6.根据权利要求5所述的车房镜片保护膜,其特征在于,所述合金粘接层的原料包括水性聚氨酯和固化剂,所述水性聚氨酯和固化剂的质量比为100:(0.1~1)。7.一种权利要求1~6中任一项所述的车房镜片保护膜的制备方法,其特征在于,包括以下步骤:在双面离型层的一个表面涂布压敏胶层;在压敏胶层表面贴合基材层;在基材层表面涂布合金粘接层,即可获得车房镜片保护膜。8.根据权利要求7所述的车房镜片保护膜的制备方法,其特征在于,涂布所述压敏胶层时采用逗号刮刀直涂方式,涂布温度不高于120℃,涂布线速度为20m/min。9.根据权利要求7所述的车房镜片保护膜的制备方法,其特征在于,所述基材层与压敏胶层贴合的一面在贴合前需进行电晕处理,所述基材层涂布合金粘接层的一面在涂布前需进行电晕处理。10.根据权利要求7所述的车房镜片保护膜的制备方法,其特征在于,涂布所述合金粘接层时采用网纹辊或微凹辊涂布,涂布时烘箱温度为50℃,线速度为20m/min。
技术总结
本发明公开了一种车房镜片保护膜及其制备方法,其车房镜片保护膜包括依次层叠设置的双面离型层、压敏胶层、基材层和合金粘接层;其制备方法包括:在双面离型层的一个表面涂布压敏胶层,在压敏胶层表面贴合基材层,在基材层表面涂布合金粘接层。本发明提供的车房镜片保护膜,结构简单,只需两步涂布,工艺简洁,涂层均可采用水性涂层,环保性强,且能够适用于不同折射率、不同类型的镜片。不同类型的镜片。不同类型的镜片。
技术研发人员:金闯 孙鑫 周义博
受保护的技术使用者:江苏斯迪克新材料科技股份有限公司
技术研发日:2021.07.30
技术公布日:2021/9/9
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

