本发明属于动车组的头车底架辅助安装系统及其使用方法领域,具体涉及一种车体底架辅助安装系统及辅助安装方法。
背景技术:
随着轨道车辆产业化的高速发展,在车体制造领域对于框架组焊精度的要求越来越高。
底架作为车体的主要承载部件,其尺寸直接影响到侧墙、车顶、端墙公差范围内的匹配组装,而底架框架组焊作为底架的前工序,其焊后尺寸直接影响到后工序部件的定位组焊及底架总成后的交付检验,因此对底架框架组焊工装和组焊工艺方法提出更高的要求。
现有车体底架的框架通常是由边梁和多个横梁拼焊而成,尺寸合格后,再铺装地板,尽管底架框架组成结构设计简化,但对底架框架组焊过程和焊后尺寸却提出了更高的要求。一方面,底架结构长约25000mm,分布在端部的两端部底架间距在17000mm以上,人工采用30m卷尺进行测量,人为测量误差大,需要反复确认甚至返工调整;另一方面,若底架框架尺寸超差,调整一次需要测量一次全尺寸直至两端部底架均满足要求,会影响后工序部件的组装,严重时导致产品报废,同时增加了调修工作量和调修矫正难度,降低了生产效率。
有鉴于此特提出本发明。
技术实现要素:
本发明要解决的技术问题在于克服现有技术的不足,提供一种车体底架辅助安装系统及辅助安装方法,其目的在于,实现了数据的自动化测量、实时数据显示,更便捷的指导安装过程,取代了原有人工方式测量的方式,实时显示数据为调整端部底架尺寸提供了依据,调整过程中无需反复人工测量确认,显著提高了端部底架安装效率及精确度。
为解决上述技术问题,本发明采用技术方案的基本构思是:
一种车体底架辅助安装系统,所述辅助安装系统包括安装于一位端端部底架上的第一辅助工件、安装于一位端横梁上的第一标准工件、安装于二位端端部底架上的第二辅助工件,安装于二位端横梁上的第二标准工件。
进一步,所述第一辅助工件包括安装于一位端端部底架上沿车体宽度方向的固定梁和布置于固定梁上且位置可调的a1号激光测距仪、a2号激光测距仪、a3号激光测距仪、a4号激光测距仪、a5号激光测距仪和a6号激光测距仪;
所述第二辅助工件包括安装于二位端端部底架上沿车体宽度方向的固定梁和布置于固定梁上且位置可调的c1号激光靶位、c2号激光靶位、c3号激光测距仪、c4号激光测距仪、c5号激光靶位、c6号激光靶位;
所述第一标准工件和第二标准工件包括安装于大横梁上的移动梁和布置于移动梁上的双向激光测距仪、内置陀螺仪的激光十字打线装置和两个激光靶位。
进一步,所述辅助安装系统工作时,a1号激光测距仪和a6号激光测距仪发射的光线分别同时击中c6号激光靶位和c1号激光靶位以测量列车两端部底架间距;a2号激光测距仪和a5号激光测距仪发射的光线分别同时击中c2号激光靶位和c5号激光靶位以测量列车两端部底架对角线间距。
进一步,所述双向激光测距仪分别向车体两侧边发射激光线,找到底架纵向中心线,将激光十字打线装置固定于底架纵向中心线上;激光十字打线装置发出的十字激光线包括垂直光线和水平光线,所述的垂直光线用于调节端部底架与底架纵向中心线重合,激光十字打线装置发出的水平光线用于调整端部底架的水平度。
进一步,第一标准工件上设有b13号激光靶位和b14号激光靶位,b13号激光靶位和b14号激光靶位分别与第一辅助工件的a3号激光测距仪和a4号激光测距仪发出的光线相对应,以确定第一辅助工件与第一标准工件相平行设置;第二标准工件上还设有b23号激光靶位和b24号激光靶位,b23号激光靶位和b24号激光靶位分别与第二辅助工件的c3号激光测距仪和c4号激光测距仪发出的光线相对应,以确定第二辅助工件与第二标准工件相平行设置。
进一步,所述第一辅助工件和第二辅助工件的固定梁分别固定于端部底架的减震器座定位销孔上,并通过减震器座上的螺纹孔固定。
本发明还介绍了一种车体底架的辅助安装方法,所述安装方法通过上述所述辅助安装系统安装,具体步骤如下:
s1、在端部底架吊入安装胎位前,将第一辅助工件和第二辅助工件的固定梁分别安装于一位端端部底架和二位端端部底架上,且固定梁长度方向沿车体宽度方向;将第一标准工件和第二标准工件的移动梁分别安装于靠近一位端端部底架的横梁和靠近二位端端部底架的横梁上;
s2、第一标准工件和第二标准工件的双向激光测试仪向车体两侧边发射激光线,寻找底架横向中心线,调节移动梁在横梁上的位置,使得第一标准工件和第二标准工件的激光十字打线装置固定于底架横向中心线上,发出的垂直光线与底架横向中心线重合;
s3、将端部底架整体吊入安装胎位,通过调整一位端端部底架使得第一辅助工件的固定梁与第一标准工件的移动梁平行,通过调整二位端端部底架使得第二辅助工件的固定梁与第二标准工件的移动梁平行;
s4、第一标准工件和第二标准工件的激光十字打线装置分别向一位端端部底架方向和二位端端部底架方向发射十字激光线,通过激光十字打线装置发射的垂直光线调整端部底架位置,使得垂直光线与底架纵向中心线重合,通过激光十字打线装置发射的水平光线调整端部底架水平度;
s5、调整第一辅助工件上的激光测距仪、第二辅助工件上的激光测距仪和激光靶位的位置,使得第一辅助工件的a1号激光测距仪、a2号激光测距仪、a5号激光测距仪、a6号激光测距仪分别与c6号激光靶位、c2号激光靶位、c5号激光靶位、c1号激光靶位相对应,激光测距仪发射光线开始测量并微调端部底架位置,具体方式如下:
a1号激光测距仪发射的光线打到c6号激光靶位上,a6号激光测距仪发射的光线打到c1号激光靶位上,测量列车两端部底架间距;a2号激光测距仪发射的光线打到c2号激光靶位上,a5号激光测距仪发射的光线达到c5号激光靶位上,测量列车两端部底架对角线间距;通过plc程序计算出端部底架需要进行的调整量,从而指导端部底架的调整作业。
进一步,所述步骤s3中,通过调整一位端端部底架使得第一辅助工件的固定梁与第一标准工件的移动梁平行,通过调整二位端端部底架使得第二辅助工件的固定梁与第二标准工件的移动梁平行的具体方式是:
第一辅助工件的a3号激光测距仪和a4号激光测距仪分别发射光线打到第一标准工件的b13号激光靶位和b14号激光靶位上,通过激光测距仪所测距离调整第一辅助工件所在的一位端端部底架,使得第一辅助工件的固定梁与第一标准工件的移动梁平行;
第二辅助工件的c3号激光测距仪和c4号激光测距仪分别发射光线打到第二标准工件的b23号激光靶位和b24号激光靶位上,通过激光测距仪所测距离调整第二辅助工件所在的二位端端部底架,使得第二辅助工件的固定梁与第二标准工件的移动梁平行。
进一步,所述步骤s4中,通过激光十字打线装置发射的垂直光线调整端部底架位置,使得垂直光线与底架纵向中心线重合的具体方式是:安装端部底架之前,在端部底架上标记宽度方向中心线,即底架纵向中心线,调整端部底架位置,使得激光十字打线装置发出的垂直光线与端部底架纵向中心线重合。
进一步,所述步骤s4中,通过激光十字打线装置发射的水平光线调整端部底架水平度的具体方式是:在枕梁上安装可遮挡激光十字打线装置的遮挡件,测定激光十字打线装置打在遮挡件上的光线与枕梁上平面的垂直距离,从而调整端部底架的水平度。
采用上述技术方案后,本发明与现有技术相比具有以下有益效果:
1、利用底架现有结构作为固定母体,安装上述底架辅助安装系统,实现了标准化和高精度作业,避免了卷尺本身和人为因素引起的误差。
2、提高了生产效率,采用3组单向激光测距仪、1组双向激光测距仪,1组激光十字打线装置,实现了两端部底架对角线、间距、水平度及底架半宽的自动化测量,且数据可实时显示,人工可依靠实时数据动态调整两端部底架尺寸直至调整完成,无需每次调整都需要测量一次全尺寸,显著提高了组装效率。
下面结合附图对本发明的具体实施方式作进一步详细的描述。
附图说明
附图作为本发明的一部分,用来提供对本发明的进一步的理解,本发明的示意性实施例及其说明用于解释本发明,但不构成对本发明的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:
图1是本发明的总体结构示意图;
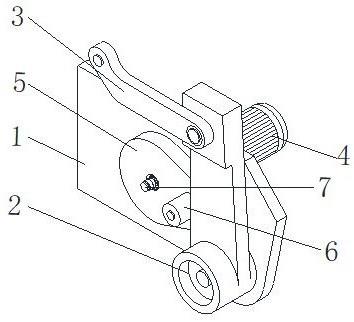
图2是本发明局部放大结构示意图;
图3是本发明实施例中局部爆炸结构示意图;
图4是本发明实施例中局部爆炸结构示意图。
附图中标号说明:1、第一辅助工件,11、a1号激光测距仪,12、a2号激光测距仪,13、a3号激光测距仪,14、a4号激光测距仪,15、a5号激光测距仪,16、a6号激光测距仪;
20、第一标准工件,21、双向激光测距仪,22、激光十字打线装置,23、b13号激光靶位,24、b14号激光靶位;
30、第二标准工件,31、b23号激光靶位,32、b24号激光靶位;
4、第二辅助工件,41、c1号激光靶位,42、c2号激光靶位,43、c3号激光测距仪,44、c4号激光测距仪,45、c5号激光靶位,46、c6号激光靶位;
5、边梁,6、枕梁,7、横梁,8、减震器座,9、底架,10、遮挡件,17、枕梁立面,18、水平光线,19、垂直光线。
需要说明的是,这些附图和文字描述并不旨在以任何方式限制本发明的构思范围,而是通过参考特定实施例为本领域技术人员说明本发明的概念。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
本发明涉及一种车体底架辅助安装系统及辅助安装方法,利用底架9现有结构作为母体,将对称的两组第一辅助工件1、第二辅助工件4、第一标准工件20、第二标准工件30工装固定到底架9结构上,其中第一辅助工件1自带6个激光测距仪固定在一端端部底架9、第二辅助工件4自带2个激光测距仪与4个激光接收靶位固定在另一端端部底架9、第一标准工件20和第二标准工件30自带双向激光测距仪21及激光十字打线装置22及相应激光接收靶位分别固定于两端部的横梁7处,所述横梁7分别为底架9两端部靠近减震器座8的第一根横梁7。利用激光打点测距的方式,实现以下重要尺寸的自动测量:两端部底架间距、两端部底架对角线尺寸、两端部底架水平度、底架半宽,实时显示、调整尺寸,指导安装过程。
实施例一
如图1至图4所示,本发明实施例中,介绍一种车体底架辅助安装系统,利用底架9框架结构,所述辅助安装系统包括安装于一位端端部底架9上的第一辅助工件1、安装于一位端第一根横梁7上的第一标准工件20、安装于二位端端部底架9上的第二辅助工件4,安装于二位端第一根横梁7上的第二标准工件30。其中,所述第一辅助工件1包括安装于一位端端部底架9上沿车体宽度方向的固定梁和布置于固定梁上且位置可调的a1号激光测距仪11、a2号激光测距仪12、a3号激光测距仪13、a4号激光测距仪14、a5号激光测距仪15和a6号激光测距仪16;所述第二辅助工件4包括安装于二位端端部底架9上沿车体宽度方向的固定梁和布置于固定梁上且位置可调的c1号激光靶位41、c2号激光靶位42、c3号激光测距仪43、c4号激光测距仪44、c5号激光靶位45、c6号激光靶位46;所述第一标准工件20和第二标准工件30包括分别安装于横梁7上的移动梁和布置于移动梁上的双向激光测距仪21、内置陀螺仪的激光十字打线装置22和两个激光靶位。上述第一辅助工件1、第二辅助工件4、第一标准工件20、第二标准工件30组成了车体底架辅助安装系统,其可以有效避免因效率低、误差较大等一些问题,同时,在底架9的生产效率和节拍滞后,受人为因素及误差的影响的情况下,可以实现标准化作业。
所述辅助安装系统工作时,a1号激光测距仪11发射的光线打到c6号激光靶位46上,a6号激光测距仪16发射的光线打到c1号激光靶位41上,用于测量列车两端部端部底架间距,这样就可以实时观察数据,确定两端端部底架9的距离。a2号激光测距仪12发射的光线打到c2号激光靶位42上,a5号激光测距仪15发射的光线达到c5号激光靶位45上,用于测量列车两端部底架对角线间距。
如图1至图4所示,所述第一标准工件20和第二标准工件30双向激光测距仪21用于向车体两侧边发射激光线,这样就可以找到垂直于底架9平面长边方向中心,将激光十字打线装置22固定于垂直底架9平面长边方向的中心线上,即底架9纵向中心线;然后再用激光十字打线装置22发出的垂直光线19用于调节端部底架9与底架9纵向中心线重合,激光十字打线装置22发出的水平光线18用于调整端部底架9的水平度。
第一标准工件20上的两个激光靶位分别记为b13号激光靶位23和b14号激光靶位24,第一辅助工件1的a3号激光测距仪13和a4号激光测距仪14发出激光线,通过b13号激光靶位23和b14号激光靶位24来接收,这样的一组数据用于调节第一辅助工件1与第一标准工件20之间平行;使用同样的方法,第二标准工件30上的两个激光靶位分别记为b23号激光靶位31和b24号激光靶位32,b23号激光靶位31和b24号激光靶位32分别与第二辅助工件4的c3号激光测距仪43和c4号激光测距仪44相对应,用于调节第二辅助工件4与第二标准工件30之间平行。
实施例二
如图1至图4所示,本发明实施例中,介绍一种车体底架的辅助安装方法,使用上述实施例中提到的一种车体底架辅助安装系统,利用底架9现有结构作为固定母体,在进行底架9框架组装时,在端部底架9吊入安装胎位前,将安装第一辅助工件1固定到端部底架9减震器座8定位销孔上,再通过减震器座8上的螺纹孔固定。同时将第一标准工件20和第二标准工件30分别安装在两端部第一根横梁7上,将第二辅助工件4安装到二位端端部底架9的减震器座8定位销孔上,安装方式跟第一辅助工件1一样,并且第一辅助工件1与第二辅助工件4、第一标准工件20与第二标准工件30位置互相对称。
通过第一标准工件20和第二标准工件30自带双向激光测距仪21,来确定车体宽度方向中心,即底架9纵向中心线,然后锁紧固定移动梁及激光十字打线装置22,此时第一标准工件20和第二标准工件30的激光十字打线装置22也固定在纵向中心线,确保了激光十字打线装置22十字光标发出的垂直光线19与底架9纵向中心线重合,这样就可以车体宽度方向中心线为准,测量其他数据。
将端部底架9整体吊入安装胎位,因为端部底架9整体结构的差异性,而横梁7经过机械加工后基本相同,以件第一标准工件20和第二标准工件30为基准进行两端端部底架9调整。一位端通过件第一辅助工件1上a3,a4激光测距仪来检测距离,调整端部底架9使得第一辅助工件1与第一标准工件20平行,然后固定第一辅助工件1,二位端通过调整第二标准工件30同样方式固定第二辅助工件4。第一辅助工件1的a3号激光测距仪13和a4号激光测距仪14分别发射光线打到第一标准工件20的b13号激光靶位23和b14号激光靶位24上,通过激光测距仪所测距离调整第一辅助工件1所在的一位端端部底架9,使得第一辅助工件1的固定梁与第一标准工件20的移动梁平行;第二辅助工件4的c3号激光测距仪43和c4号激光测距仪44分别发射光线打到第二标准工件30的b23号激光靶位31和b24号激光靶位32上,通过激光测距仪所测距离调整第二辅助工件4所在的二位端端部底架9,使得第二辅助工件4的固定梁与第二标准工件30的移动梁平行。这样就使第一辅助工件1、第二辅助工件4、第一标准工件20、第二标准工件30互相平行。
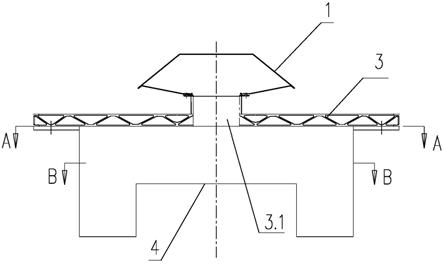
如图2所示,除保证第一辅助工件1、第二辅助工件4与第一标准工件20和第二标准工件30的平行关系外,还需要保证端部底架9的水平度。安装端部底架9之前,在端部底架9上标记底架9纵向中心线,调整端部底架9位置,使得激光十字打线装置22发出的垂直光线19与端部底架9上纵向中心线重合。通过遮挡一位端第一标准工件20上由激光十字打线装置22发射的十字光标水平光线18,来测定遮挡处光线到一位端枕梁6上平面的垂直距离尺寸,其中,为了方便理解,水平光线18投射到遮挡件10为交点e,交点处到遮挡件10的端部的垂直距离为f,通过测量两端e和f之间的距离,来确定底架9的水平度,进行微调;优选的,遮挡件10至少为两个,对称放在枕梁6上平面处,从而保证端部底架9水平度符合要求,二位端以同样方式保证二位端端部底架9水平度。
同时根据激光十字打线装置22十字光标发出的垂直光线19到枕梁立面17与枕梁立面17宽度方向中心线重合,其中枕梁17立面宽度方向中心线与底架9纵向中心线一致,通过水平光线18即可确定端部底架9半宽,即边梁5内侧距的一半。
保证每个激光测距仪都打对应的把位上后开始进行数据测量,屏幕上的数据为实时数据,根据实时数据第一辅助工件1上的a2与第二辅助工件4上的c2间距与a5与c5间距进行对角线间距测算,通过第一辅助工件1上的a1与c6、a6与c1间距测定两端部枕梁6间距。
最后,通过plc程序计算出端部底架9需要进行的调整量,实现以下重要尺寸的自动测量:两端部底架间距、两端部底架对角线尺寸、两端部底架水平度、底架半宽,实时显示、调整尺寸,无需多次调整测量尺寸,提高安装准确度及便捷性,从而指导端部底架9的调整作业。
以上所述仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专利的技术人员在不脱离本发明技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,上述实施例中的实施方案可以进一步组合或者替换,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明方案的范围内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。