1.本实用新型涉及车辆密封条装配技术领域,特别是涉及一种汽车密封条装配工装。
背景技术:
2.乘用车包括前风挡玻璃、后风挡玻璃和天窗玻璃等,这些玻璃在与汽车钣金车身装配时,均需要粘贴一圈密封胶条,从而起到密封作用,以实现防止淋雨漏水、防行驶进风、隔绝粉尘以及保温等功能。技术难点在于,玻璃胶条是通过3m胶与玻璃固定,且只允许一次装配到位,无法撕掉二次使用;这就对于操作人员技能、胶条粘贴位置、粘贴一致性以及粘贴强度等有很高的要求。当下很多企业都是通过人工用手慢慢粘贴,工时很长且位置一致性难保证;还有通过在玻璃上增加胶条粘贴标识线,但人工目视胶条与标识线对齐也存在偏差,对人员目视判断水平有很高要求;且手工粘完后还需要用手二次按压来保证粘贴强度。
3.申请号为cn201520719749.1的中国专利公开了一种用于装配车辆天窗密封条的工装,该工装包括通过连接组件相互连接的工作机构、第一手柄以及第二手柄,该第一手柄通过所述连接组件使所述工作机构抵压在密封条上,同时该第二手柄通过所述连接组件使所述工作机构沿所述密封条延伸方向滚动。
4.上述专利有效地防止了徒手装配时造成密封条与车身装配不良,引发密封条脱落漏水等问题,其问题在于,上述工装需要对第一手柄和第二手柄分立控制,操作难度较高,操作人员需要长时间锻炼后才能实现对所述工装的流畅使用,装配效率较为低下。
技术实现要素:
5.本实用新型为了克服现有技术中密封胶条人工装配或工装装配的效率较低,胶条的装配定位精度较差的技术问题,提供一种汽车密封条装配工装,可有效保证密封胶条装配一致性,降低对人工水平的依赖,此外,在装配的同时可实现密封胶条的自动正确定位和自动压紧,在保证密封功能性的同时提高装配效率。
6.为了实现上述目的,本实用新型采用以下技术方案。
7.一种汽车密封条装配工装,包括基体,基体上设有导向滚轮和定位压紧机构,导向滚轮与基体转动相连,导向滚轮的周面上设有与玻璃的边缘相配合的滑槽,导向滚轮和定位压紧机构位于基体同侧,基体远离定位压紧机构的一端连接有手柄的一端,定位压紧机构包括调节块,调节块上设有容纳密封胶条的限位槽。本技术提供一种汽车密封条装配工装,使用时导向滚轮上的滑槽与玻璃边缘相配合,导向滚轮移动时带动工装沿玻璃边缘同步移动,将密封胶条的一端置于调节块上的限位槽中,胶条的粘贴面朝向玻璃边缘,工装移动时将胶条逐渐粘贴在玻璃边缘上,人工装配玻璃密封胶条及其一致性得到保证,降低对人工经验水平的依赖,密封胶条在装配的同时自动正确定位,密封的功能性良好,此外,定位压紧机构在装配时对密封胶条自动压紧,无需进行二次压紧操作,装配效率大幅提升,最
后,因为粘贴过程不需要人手与密封胶条与粘贴面直接接触,故而可以保证粘贴面洁净度,进而提升粘贴强度。
8.作为优选,基体的截面呈u型,基体包括第一基板、连接板和第二基板,手柄与连接板相连,导向滚轮位于第一基板和第二基板之间,导向滚轮与基体通过转轴相连,转轴垂直于第一基板或第二基板。导向滚轮位于第一基板和第二基板之间,导向滚轮的移动带动基体的平滑流畅移动,从而实现密封胶条的平滑粘贴,密封胶条的一致性得到有效保证。
9.作为优选,调节块和导向滚轮沿基体的长度方向间隔布置,调节块沿基体的长度方向包括大端和小端,小端靠近导向滚轮,限位槽布置在调节块靠近第二基板的端面,限位槽沿基体的长度方向贯通。限位槽中装设有密封胶条的一端,工装朝密封胶条的另一端移动时实现密封胶条的逐步粘贴,调节块的小端靠近导向滚轮,即调节块首先实现密封胶条与玻璃边缘的粘贴,密封胶条过渡至大端时实现压紧,限位槽的长度方向与密封胶条的延伸方向一致。
10.作为优选,定位压紧机构包括压紧块,压紧块与第一基板靠近第二基板的端面相连,压紧块与第二基板之间留有压紧间隙,压紧间隙的宽度朝靠近导向滚轮的方向逐渐增大。压紧块与调节块配合实现密封胶条与玻璃的压紧操作,无需进行二次压紧,一方面保证粘贴强度,另一方面提升装配效率。
11.作为优选,调节块沿第一基板的法向包括平面端和斜面端,调节块远离手柄的端面呈直角梯形状,斜面端靠近第二基板。
12.作为优选,手柄的另一端沿连接板的法向延伸。
13.作为优选,手柄与基体通过焊接相连。
14.作为优选,基体和定位压紧机构均由铝合金制成。
15.综上所述,本实用新型具有如下有益效果:(1)实现人工装配玻璃密封胶条同时保证一致性,降低对人工水平的依赖;(2)实现密封胶条在装配的同时自动正确定位,保证密封的功能性良好;(3)实现密封胶条在装配的同时自动压紧,不再需要二次压紧操作,提高装配效率;(4)因粘贴不需要人手与粘贴面直接接触,可以保证粘贴面洁净度,提高粘贴强度。
附图说明
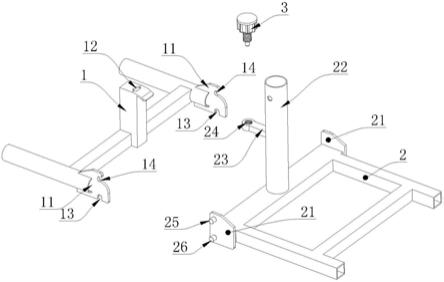
16.图1是本实用新型的一个示意图。
17.图2是本实用新型的另一个示意图。
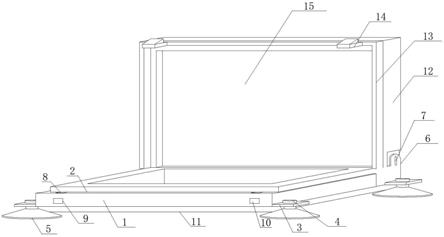
18.图3是本实用新型使用时的示意图。
19.图中:
20.基体1,第一基板101,连接板102,第二基板103,导向滚轮2,定位压紧机构3,滑槽4,调节块5,大端501,小端502,限位槽6,压紧块7,压紧间隙8,玻璃9,密封胶条10,手柄11。
具体实施方式
21.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的
限制。
22.在本实用新型的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
23.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
24.实施例:
25.如图1至图3所示,一种汽车密封条装配工装,包括基体1,基体上设有导向滚轮2和定位压紧机构3,导向滚轮与基体转动相连,导向滚轮的周面上设有与玻璃的边缘相配合的滑槽4,导向滚轮和定位压紧机构位于基体同侧,基体远离定位压紧机构的一端连接有手柄11的一端,定位压紧机构包括调节块5,调节块上设有容纳密封胶条的限位槽6;基体的截面呈u型,基体包括第一基板101、连接板102和第二基板103,手柄与连接板相连,导向滚轮位于第一基板和第二基板之间,导向滚轮与基体通过转轴相连,转轴垂直于第一基板或第二基板;调节块和导向滚轮沿基体的长度方向间隔布置,调节块沿基体的长度方向包括大端501和小端502,小端靠近导向滚轮,限位槽布置在调节块靠近第二基板的端面,限位槽沿基体的长度方向贯通;定位压紧机构包括压紧块7,压紧块与第一基板靠近第二基板的端面相连,压紧块与第二基板之间留有压紧间隙8,压紧间隙的宽度朝靠近导向滚轮的方向逐渐增大;调节块沿第一基板的法向包括平面端和斜面端,调节块远离手柄的端面呈直角梯形状,斜面端靠近第二基板;手柄的另一端沿连接板的法向延伸;手柄与基体通过焊接相连;基体和定位压紧机构均由铝合金制成。
26.如图1所示,自左而右包括手柄和基体,基体自上而下包括第一基板、连接板和第二基板,第一基板和第二基板平行,基体近右端的位置转动连接有导向滚轮,转轴与第一基板垂直,导向滚轮水平转动,导向滚轮的周面上设有滑槽,滑槽与玻璃边缘插接配合,导向滚轮的一侧设有定位压紧机构,定位压紧机构包括与第一基板相连的调节块和压紧块,调节块朝第一基板远离手柄的方向凸出,调节块的端面呈直角梯形状,调节块的下端面上设有限位槽,限位槽自左而右贯通,调节块的高度自左而右逐渐减小,压紧块位于第一基板的下端面上,压紧块的截面呈三角形,压紧块与第二基板之间留有压紧间隙,压紧间隙朝靠近导向滚轮的方向逐渐增大。
27.本实施例中整体装配工装最大高度160mm,最大长度80mm,最大厚度23mm;基体和定位压紧机构由铝合金机加工而成,定位压紧机构依据不同车型密封胶条的断面可适配加工;导向滚轮直径34mm,起到省力、导向定位的作用;本实施例所述密封条装配工装适用不同形状的汽车玻璃密封条装配,但不限于汽车玻璃密封条。本技术所述工装在使用时,以天窗玻璃密封条的装配为例,如图3所示,将天窗玻璃的正面放置在装配平台上,反面(胶条粘贴面) 向上,一手拿密封条,一手持装配工装,将密封条的一端置于工装的定位压紧机构
处,然后将工装置于天窗玻璃上,导向滚轮卡在玻璃的周边,然后沿滚轮方向推动工装,直至密封胶条粘贴完毕;粘贴的同时,工装完成压紧操作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。