1.本技术涉及标签生产设备的领域,尤其是涉及一种织唛标签的双头折边装置。
背景技术:
2.织唛标签,主要是用于休闲服饰的里子中间打断的装饰性织带,一般有品牌的英文或者logo,主要起装饰作用,有时候用于口袋处或者内口袋处,手机袋处,也有用于袖子上方或者后背中间偏上处。
3.相关的织唛标签的在长度方向上一体成型有连接部,使用时,通过缝线将连接部缝合在服饰上。为了方便织唛标签的缝合,以及织唛标签缝合在服饰上时的美观性,织唛标签在生产过程中,其长度方向的两端通常需要进行折边。
4.针对上述中的相关技术,发明人认为织唛标签的生产过程中,其长度方向的两端的折边通常由人工进行,折边效率低。
技术实现要素:
5.为了改善人工对织唛标签的折边效率低的问题,本技术提供一种织唛标签的双头折边装置。
6.本技术提供的一种织唛标签的双头折边装置采用如下的技术方案:
7.一种织唛标签的双头折边装置,包括安装平台、安装在安装平台上两个相互平行设置的承接板和两个折边组件,各所述折边组件安装在安装平台上,所述承接板用于放置待折边的织唛标签,所述织唛标签的长度方向与承接板的长度方向相垂直,所述织唛标签的长度大于两个所述承接板之间的距离,所述织唛标签伸出承接板的部位设为折弯部,各所述折边组件位于各承接板的外侧,所述折边组件用于对折弯部进行折弯。
8.通过采用上述技术方案,工作人员将织唛标签放置在承接板上,使得织唛标签的长度方向的两端伸出承接板的外侧,之后,折边组件启动,将织唛标签伸出承接板的部位进行自动折弯,有效降低工人的劳动量,提高了折边效率和折边质量。
9.可选的,所述折边组件包括安装座、压标盖板、折弯顶块、盖板驱动机构和折弯驱动机构,所述安装座固定在安装平台上,所述折弯顶块位于折弯部远离承接板的一侧,且所述折弯顶块位于承接板的底部,所述折弯顶块用于对折弯部进行折弯,所述折弯驱动机构安装在安装座上,所述折弯驱动机构的输出端与折弯顶块连接,所述折弯驱动机构用于驱动折弯朝向靠近承接板的方向移动,所述压标盖板的一端铰接在安装座上,所述压标盖板远离安装座的一端与织唛标签抵接,所述压标盖板用于临时固定织唛标签,所述盖板驱动机构安装在安装平台上,所述盖板驱动机构的输出端与压标盖板连接,所述盖板驱动机构用于驱动压标盖板朝向和远离承接板方向往复转动。
10.通过采用上述技术方案,折边组件在对织唛标签的折弯部进行折弯时,盖板驱动机构驱动压标盖板朝向待折弯的织唛标签转动,使得压标盖板与织唛标签的抵接,从而对织唛标签进行临时固定,使得折弯部在进行折弯时,织唛标签不易发生移动,保障折边的质
量。之后,折弯驱动机构驱动折弯顶块朝向折弯部移动,折弯部在自身重力的作用下下垂,使得折弯顶块与折弯部接触,从而折弯顶块将折弯部推送到承接板的底部,从而完成对织唛标签的折弯,提高折弯的效率和质量。
11.可选的,所述压标盖板远离安装座的一端固定有第一压板,所述第一压板与织唛标签的表面贴合,所述第一压板靠近安装座的边沿固定有第二压板,所述第二压板朝向远离第一压板的方向倾斜向下设置。
12.通过采用上述技术方案,压标盖板对织唛标签进行临时压紧固定时,第一压板和织唛标签的表面贴合,提高对织唛标签的压紧固定效果,从而保障对织唛标签的折弯质量。第二压板朝向远离第一压板的方向倾斜向下设置,从而第二压板对折弯部施加向下的压力,使得折弯部向下弯折,使得折弯顶块可以有效的对折弯部进行弯折,提高折弯的稳定性。
13.可选的,所述盖板驱动机构包括电机、凸轮、支架和顶杆,所述支架固定在安装平台上,且所述支架位于安装座的底部,所述凸轮转动安装在支架上,所述电机固定在安装平台上,所述电机的输出端与凸轮的基圆的圆心连接,所述顶杆竖直穿设在安装座内,所述顶杆与安装座滑动连接,所述顶杆的一端与凸轮的周面抵接,所述顶杆的另一端与压标盖板的底面抵接。
14.通过采用上述技术方案,盖板驱动机构启动时,电机带动凸轮转动,而顶杆的一端与凸轮抵接,使得顶杆随着凸轮周面的起伏而上、下移动,有顶杆的另一端与压标盖板抵接,从而顶杆带动压标盖板朝向和远离方向承接板往复转动。当压标盖板朝向承接板方向转动时,压标盖板对织唛标签进行压紧固定,当压标盖板远离承接板方向转动时,使得织唛标签可以移动取出。
15.可选的,所述安装座上设置有弹性压片,所述弹性压片的一端与安装座固定连接,所述弹性压片的另一端与压标盖板的顶壁抵接,所述弹性压片对压标盖板的施加向下的压力。
16.通过采用上述技术方案,仅仅通过压标盖板的重力对织唛标签进行压紧固定时,对织唛标签的临时压紧固定效果较差,通过设置弹性压片,对压标盖板施加向下的压力,提高压标盖板对织唛标签的固定效果。
17.可选的,所述折弯驱动机构包括驱动气缸,所述驱动气缸固定在安装座的侧壁上,所述驱动气缸的伸缩方向垂直于承接板的长度方向,所述驱动气缸的活塞杆与折弯顶块固定连接。
18.通过采用上述技术方案,折弯顶块在对折弯部进行折弯时,驱动气缸的活塞杆推动折弯顶块朝向折弯部移动,使折弯顶块将折弯部推送到承接板的底部,完成对织唛标签的折边,折边作业稳定性、可靠性高。
19.可选的,所述驱动气缸的活塞杆穿设在安装座内,所述折弯顶块靠近驱动气缸的一面焊接固定有导杆,所述导杆与驱动气缸的活塞杆相平行,所述导杆穿设在安装座内,所述导杆与安装座之间滑动连接。
20.通过采用上述技术方案,使得折弯顶块的移动更加平稳可靠,不易出现晃动,提高对织唛标签的折弯质量。
21.可选的,所述折弯顶块靠近驱动气缸的一面上固定连接有电热板,所述电热板通
过导线与电源电性连接。
22.通过采用上述技术方案,当折弯顶块将折弯部推送至承接板的底部时,电加热板对折弯部进行加热,使得织唛标签的折痕更加明显,织唛标签的成型效果更好,折弯部被折弯后不易回弹。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.通过双头折边装置的设置,有效降低工人的劳动量,提高了折边效率和折边质量;
25.2.通过设置第一压板和第二压板,提高对织唛标签的压紧固定效果,第二压板使得折弯部向下弯折,提高折弯的稳定性;
26.3.通过设置电热板,使得织唛标签的折痕更加明显,织唛标签的成型效果更好,折弯部被折弯后不易回弹。
附图说明
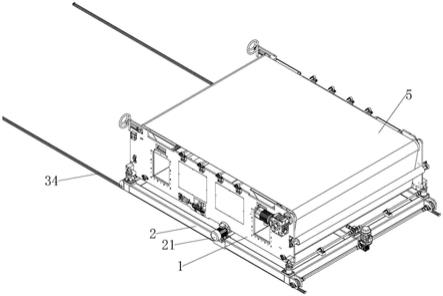
27.图1是本技术实施例的一种织唛标签的双头折边装置的整体结构示意图。
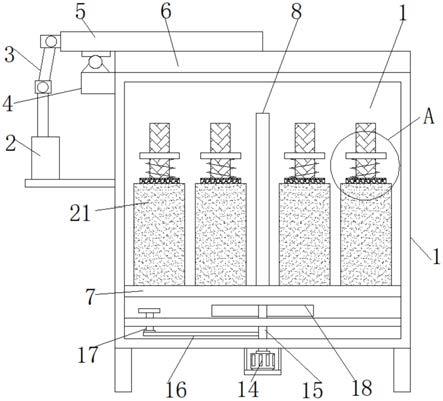
28.图2是本技术实施例中折边组件的整体结构示意图。
29.附图标记说明:1、安装平台;2、折边组件;21、安装座;211、底板;212、连接柱;213、底柱;214、侧柱;22、压标盖板;221、第一压板;222、第二压板;223、连接板;23、盖板驱动机构;231、电机;232、凸轮;233、支架;234、顶杆;235、弹性压片;24、折弯顶块;241、电热板;25、折弯驱动机构;251、驱动气缸;252、导杆;3、承接板;4、织唛标签;41、折弯部。
具体实施方式
30.以下结合附图1
‑
2对本技术作进一步详细说明。
31.本技术实施例公开一种织唛标签的双头折边装置。参照图1,一种织唛标签的双头折边装置包括安装平台1、两个承接板3以及两个折边组件2,承接板3和折边组件2均安装在安装平台1上,两个承接板3处于同一水平面且两者之间相互平行,用于承接待折边的织唛标签4。织唛标签4水平放置在承接板3上,且织唛标签4的长度与承接板3相垂直。两个承接板3之间的距离小于织唛标签4的长度,织唛标签4伸出承接板3的部位设为折弯部41,各折边组件2位于各承接板3朝向折弯部41的外侧,折边组件2用于对折弯部41进行折弯。
32.参照图1和图2,折边组件2包括安装座21、铰接在安装座21上的压标盖板22、用于驱动压标盖板22转动的盖板驱动机构23、用于对折弯部41折弯的折弯顶块24以及用于驱动折弯顶块24移动的折弯驱动机构25。安装座21包括底板211、底柱213和两个相互平行的侧柱214,其中,底柱213和侧柱214均一体成型于底板211的顶壁上,两个侧柱214垂直设置于底柱213长度方向的两端,底板211的底面的四个边角处一体成型有连接柱212,底板211通过连接柱212与安装平台1固定连接。
33.参照图1和图2,底柱213远离底板211的一面上一体成型有相对设置的两个连接块215,压标盖板22的一端位于两个连接块215之间,且压标盖板22和连接块215铰接,压标盖板22远离连接块215的一端一体成型有连接板223,连接板223与压标盖板22相垂直,连接板223远离压标盖板22的一端一体成型有第一压板221,第一压板221位于织唛标签4的顶部,盖板驱动机构23与压标盖板22连接,盖板驱动机构23用于驱动第一压板221朝向靠近或远
离织唛标签4转动,第一压板221用于将织唛标签4临时压紧固定在承接板3上。当盖板驱动机构23驱动压标盖板22朝向靠近织唛标签4运动时,第一压板221与织唛标签4的标签贴合。为了使得折弯部41向下弯曲,以便于折弯顶块24将折弯部41折弯,在第一压板221靠近安装座21的边沿上一体成型有第二压板222,第二压板222朝向远离第一压板221的方向倾斜向下设置,从而当第一压板221与织唛标签4贴合抵接时,第二压板222将折弯部41向下弯折。
34.参照图1和图2,盖板驱动机构23包括电机231、凸轮232、支架233、顶杆234和弹性压片235。支架233固定在安装平台1上,且支架233位于底板211的底部。凸轮232转动安装在支架233上,电机231安装在安装平台1上,电机231的输出端与凸轮232的基圆的圆心连接,用以驱动凸轮232转动。顶杆234竖直穿设在底板211内,顶杆234与底板211滑动连接,顶杆234的一端与凸轮232的周面抵接,顶杆234的另一端与压标盖板22的底面抵接。弹性压片235设置有两个,两个弹性压片235和两个连接块215之间一一对应,各弹性压片235的一端与各连接块215远离底柱213的一面固定连接,各弹性压片235的另一端与压标盖板22的顶壁抵接,弹性压片235对压标盖板22的施加向下的压力。
35.参照图1和图2,折弯驱动机构25包括驱动气缸251和导杆252,驱动气缸251固定在底柱213的外壁上,驱动气缸251的伸缩方向垂直于承接板3的长度方向。驱动气缸251的活塞杆和导杆252相互平行,且两者均穿设在底柱213内。驱动气缸251穿过底柱213的一端与折弯顶块24连接,折弯顶块24位于两个侧柱214之间且折弯顶块24相对位于承接板3的底部。导杆252穿过底柱213的一端与折弯顶块24焊接固定,对折弯顶块24的移动起到导向的作用。折弯顶块24靠近驱动气缸251的一面上安装有电热板241,电热板241通过导线与电源电性连接,电热板241用于对折弯部41进行加热塑型,电热板241的加热温度为200
‑
250℃。
36.本技术实施例一种织唛标签的双头折边装置的实施原理为:织唛标签4被放置在承接板3上,并使织唛标签4的长度方向的两端伸出承接板3的外侧,之后,盖板驱动机构23启动,电机231带动凸轮232转动,使得顶杆234随着凸轮232周面的向下移动,压标盖板22在自身重力和弹性压片235的压力作用下,压标盖板22朝向靠近承接板3方向转动。第一压板221和织唛标签4的表面贴合抵紧,对织唛标签4进行压紧固定,第二压板222对折弯部41施加向下的压力,使得折弯部41向下弯折,使得折弯顶块24可以有效的对折弯部41进行弯折。随后,折弯驱动机构25启动,驱动气缸251的活塞杆推动折弯顶块24朝向折弯部41移动,使折弯顶块24将折弯部41推送到承接板3的底部,紧接着,电加热板对折弯部41进行加热,使得织唛标签4的折痕更加明显,织唛标签4的成型效果更好,从而完成织唛标签4的折弯,有效提高织唛标签4的折弯效率和折弯的质量。
37.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。