1.本发明属于高温炉用热场材料技术领域,具体涉及一种单晶炉热场保温筒及其制备方法。
背景技术:
2.高温炉作为粉末冶金等传统工业领域、新材料新能源领域及国防工业中不可或缺的设备,得到了广泛的应用。单晶炉热场里含有上、中、下三种保温筒,材质为石墨或者炭炭复合材料;一般情况下,为了保温效果更好,将保温筒置于固化保温筒里。起初,保温筒是由石墨制成,能耗高、生产成本高。大尺寸的石墨保温筒加工成本高,石墨锭来源单一,为了降低成本,可考虑更换材质,炭炭复合材料因其优越的物化性质成为优选材质,由炭炭复合材料生产的保温筒成本低,加工方便。对于小尺寸的保温筒,通常采取整体成型的加工方法:将网和编织布逐层铺于保温筒模具上,利用刺筒机的刺针逐层刺入,当层数达到要求层数后停止针刺,经脱模后得到保温筒预制体。经检验合格后采用气相沉积制成保温筒成品。
3.中国专利申请201210230677.5公开了一种制备工艺简单、耐硅蒸汽侵蚀的炭/炭/炭化硅复合材料保温筒及制备方法,其特征是它通过对保温筒的炭纤维预制体采用化学气相渗透法对其进行热解炭和炭化硅交替增密或者热解炭和炭化硅混合增密后,再经机加工、纯化后制备而成,其密度为1.3g/cm3‑
2.5g/cm3,弯曲强度≥300mpa,断裂韧性≥15mpa
·
m
1/2
,本发明可以有效抑制硅蒸汽对炭/炭/炭化硅复合材料芯部炭纤维的侵蚀,制备的炭/炭/炭化硅复合材料弯曲强度大于300mpa,是炭/炭复合材料的2
‑
5倍,断裂韧性≥15mpa
·
m
1/2
,抗硅蒸汽腐蚀能力比炭/炭复合材料相比提高了5
‑
10倍,大幅度提高了保温筒的使用寿命,同时,其更高的强度也有利于提高热场的安全性。
4.随着单晶炉热场对大尺寸保温筒的需求,如何很好的生产大尺寸保温筒成为研究的一大热点。
5.中国专利申请200810236547.6公开了一种高温炉用炭/炭复合材料圆筒的制备方法,是将炭纤维布经过浸胶机浸渍高温酚醛树脂后,制得炭纤维胶布;通过张力控制器控制炭纤维胶布的缠绕张力,制品缠绕完成后对缠绕制品进行加压固化;炭化处理制品;根据炭化后制品的密度选择性地进行补增密;根据高温炉的使用条件,对制品进行高温处理,调整制品的综合性能;最后根据图纸对制品进行机械加工,得到高温炉用炭/炭复合材料圆筒产品。本发明由于采用炭布叠层缠绕加压固化等工艺,制得的炭/炭复合材料圆筒最终密度≥1.25g/cm3,平面抗拉强度高,尺寸基本不受限制,厚度方向不需机加,具有优越的性价比优势,可显著降低高温炉用炭/炭圆筒制件的成本,工艺一致性好,实施性强。
6.但是对于尺寸较大的保温筒来说,其制作难度大,在生产完整大尺寸保温筒时易变形,后续质检到加工成成品过程中存在尺寸不合格或难以加工成型的问题。
7.有鉴于此,本技术人在实验探索中发现,通过拼接的方法可以将保温筒以六瓣的形式组装在一起,形成完整的大尺寸保温筒。加工时,将保温筒的每一瓣分别进行加工处理,每一瓣加工成型后将六瓣通过咬合的方式拼接在一起,以这种方式加工的大尺寸保温
筒避免了整体制作过程中易变形,不易生产的缺点,同时其在应用与单晶炉热场时拆装简易,免去了整体保温筒搬运及应用时带来的不便。
技术实现要素:
8.本发明的目的是提供一种单晶炉热场保温筒及其制备方法,避免了整体制作过程中易变形,不易生产的缺点,同时其在应用与单晶炉热场时拆装简易,免去了整体保温筒搬运及应用时带来的不便。且组合后的保温筒力学、热物理性能高,尺寸稳定性好,使用寿命长。
9.为实现上述发明目的,本发明技术方案如下:
10.一方面,本发明提供一种单晶炉热场保温筒,由六瓣保温筒片组合而成,所述保温筒片之间通过凹凸槽切合,所述六瓣保温筒片分为a片和b片,a片和b片各三瓣,间隔交错组合。
11.所述a片制备工艺为:将炭纤维布、涤纶芳纶混合纤维叠加,浸渍预浸液,然后平铺在模具中,热压固化,炭化;
12.所述b片制备工艺为:炭纤维布浸渍树脂,平铺在模具中,热压固化,炭化。
13.通过用不同制备工艺的保温筒片进行组合的方式,可以在达到优异性能的同时,最大程度的减少制备成本、简化制备方法。
14.优选的,所述保温筒还包括圆环卡扣,分别在保温筒的上下位置进行固定。
15.优选的,所述a片制备工艺中,涤纶芳纶混合纤维的长度为1
‑
5mm。
16.优选的,所述a片制备工艺中,涤纶芳纶混合纤维中,涤纶和芳纶的质量比为3
‑
8:1,进一步优选为4.5:1。
17.优选的,所述a片制备工艺中,炭纤维布、涤纶芳纶混合纤维的质量比为3
‑
10:2,进一步优选为5:2。
18.优选的,所述a片制备工艺中,炭纤维布、涤纶芳纶混合纤维叠加是指每铺1
‑
3层炭纤维布则铺一层涤纶芳纶混合纤维。
19.优选的,所述a片制备工艺中,预浸液由丙酮、环氧树脂、煤沥青和纳米纤维组成。进一步优选的,所述预浸液中,丙酮、环氧树脂、煤沥青和纳米纤维的质量比为15
‑
30:1
‑
8:1
‑
8:1
‑
5,更进一步优选为20:4:4:3。
20.优选的,所述a片制备工艺和b片制备工艺中,热压固化为:
21.加压至1kg/cm2,以100℃/h升温至100
‑
120℃,保温、保压60分钟;
22.以100℃/h升温至150
‑
180℃,保温、保压90分钟;
23.加压2kg/cm2,以100℃/h升温至200
‑
250℃,保温、保压60分钟;
24.调压至1kg/cm2,冷却至75℃以下。
25.优选的,所述所述a片制备工艺和b片制备工艺中,模具中提前铺好脱模纸。
26.优选的,所述a片制备工艺和b片制备工艺中,所述炭化是指:
27.炭化炉温度以100℃/小时的升温速率升温至120
‑
180℃,再以50℃/小时的升温速率升温至200
‑
250℃,再以50℃/小时的升温速率升温至500
‑
1000℃。
28.优选的,所述b片制备工艺中,树脂选自环氧树脂、酚醛树脂、呋喃树脂中的至少一种。
29.优选的,炭化完成后还可以在2000℃下保温1h。
30.再一方面,本发明提供上述单晶炉热场保温筒的制备方法,包括以下步骤:
31.(1)制备a片:将炭纤维布、涤纶芳纶混合纤维叠加,浸渍预浸液,然后平铺在模具中,热压固化,炭化;
32.(2)制备b片:炭纤维布浸渍树脂,平铺在模具中,热压固化,炭化;
33.(3)选取三片a片、三片b片间隔交错组合成筒状。
34.和现有技术相比,本发明的有益效果是:
35.(1)以分瓣制作的方式制作,避免了整体制作过程中易变形,不易生产的缺点,拆装简易,免去了整体大型保温筒搬运及应用时带来的不便。
36.(2)组合后的保温筒力学、热性能高,稳定性好,使用寿命长。
37.(3)采取不同性能的保温筒片组合的形式,在保留最佳性能的同时,最大程度节约了成本。
附图说明
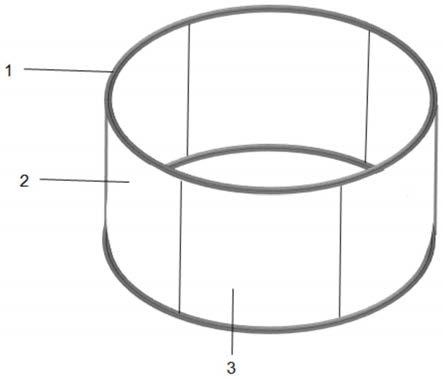
38.图1为本技术的保温筒结构示意图,图中,1
‑
圆环卡扣,2
‑
a片,3
‑
b片。
具体实施方式
39.以下非限制性实施例可以使本领域的普通技术人员更全面的理解本发明,但不以任何方式限制本发明。下述内容仅仅是对本技术要求保护的范围的示例性说明,本领域技术人员可以根据所公开的内容对本技术的发明作出多种改变和修饰,而其也应当属于本技术要求保护的范围之中。
40.下面以具体实施例的方式对本发明作进一步的说明。本发明实施例中所使用的各种化学试剂如无特殊说明均通过常规商业途径获得。
41.下述实施例中,
42.炭纤维布为聚丙烯腈基炭纤维布;
43.涤纶芳纶混合纤维由芳纶纤维和涤纶纤维混合而成,长度范围在1
‑
5mm;
44.纳米纤维为微纤化纤维素(mfc);
45.环氧树脂为陶氏der671。
46.基础实施例
47.1、a片的制备
48.(1)将炭纤维布、涤纶芳纶混合纤维叠加,每铺2层炭纤维布则铺一层涤纶芳纶混合纤维,涤纶芳纶混合纤维中涤纶和芳纶的质量比为4.5:1,炭纤维布、涤纶芳纶混合纤维的质量比为5:2,得到混合件1。
49.(2)将丙酮、环氧树脂、煤沥青和纳米纤维按照20:4:4:3混合,加热至95℃,均匀后得浸渍液,将混合件完全浸于浸渍液中,混合件和浸渍液质量比为1:10,该温度下浸渍30min取出,得到混合件2。
50.(3)混合件2平铺在模具中,热压固化,炭化,保温后冷却,得a片;
51.热压固化为:
52.加压至1kg/cm2,以100℃/h升温至110℃,保温、保压60分钟;
53.以100℃/h升温至160℃,保温、保压90分钟;
54.加压2kg/cm2,以100℃/h升温至220℃,保温、保压60分钟;
55.调压至1kg/cm2,冷却至75℃以下。
56.炭化为:
57.炭化炉温度以100℃/h的升温速率升温至150℃,再以50℃/h的升温速率升温至250℃,再以50℃/h的升温速率升温至1000℃。
58.最后在2000℃下保温1h。
59.2、b片的制备
60.炭纤维布经过浸胶机浸渍环氧树脂后,平铺在模具中,按照a片制备工艺中的条件进行热压固化和炭化,保温后冷却,得b片;
61.3、保温筒的制备
62.a片、b片冷却后选取三片a片、三片b片,利用侧面的凹凸槽切合,间隔交错组合成筒状,上再分别用圆环卡扣进行固定,如附图1所示。
63.a1
‑
a5的制备
64.a片制备按照基础实施例进行,只改变下表中参数:
65.表1.
[0066][0067][0068]
a6
‑
a7的制备
[0069]
a片制备按照基础实施例进行,只改变下表中参数:
[0070]
表2.预浸液组成
[0071]
重量份数a6a7丙酮1530环氧树脂18煤沥青81纳米纤维51
[0072]
实施例1
‑7[0073]
按照下表方式进行组合,制备保温筒。
[0074]
表3.
[0075] 组合方式实施例1a1
‑
b实施例2a2
‑
b
实施例3a3
‑
b实施例4a4
‑
b实施例5a5
‑
b实施例6a6
‑
b实施例7a7
‑
b
[0076]
对比例1
[0077]
更换模具,以制备8瓣保温筒,其余与实施例1相同。
[0078]
对比例2
[0079]
更换模具,以制备4瓣保温筒,其余与实施例1相同。
[0080]
对比例3
[0081]
以六片b片组合制备保温筒。
[0082]
对比例4
[0083]
以六片a1片组合制备保温筒。
[0084]
对比例5
[0085]
与实施例1不同的是,不添加涤纶芳纶混合纤维,制备a片(a8)。
[0086]
对比例6
‑7[0087]
与实施例1不同的是,改变以下参数制备a片。
[0088]
表4.
[0089][0090]
对比例8
‑
10
[0091]
与实施例3不同的是,改变以下参数制备a片。
[0092]
表5.预浸液组成
[0093][0094]
结果检验
[0095]
1、对a1
‑
13和b的物理参数、机械性能、热性能等进行测试(处理温度2400
‑
2500
℃),结果如下表:
[0096]
表6.
[0097][0098]
2、将实施例和对比例制备的保温筒使用在单晶硅拉伸炉上,直至出现表面变形、剥落、裂缝、腐蚀等问题时,记录使用次数。
[0099]
表7.
[0100]
[0101][0102]
综上,本技术通过制备工艺、原料和组合方式的改进和优化,实现了高性能、低成本,与普通材料制备的保温筒相比,极大地延长了使用寿命,且使用六瓣交错组合的方式,a片和b片共同作用,缓解b片性能的缺陷,实现了最高的耐用度和最低的成本,且方便拆分组合,更便于运输和维修。
[0103]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

