一种45钢表面crn
‑
cr梯度涂层及其制备方法与应用
技术领域
1.本发明属于45钢表面处理领域,具体涉及一种45钢表面crn
‑
cr梯度涂层及其制备方法与应用。
背景技术:
2.45钢是工程中应用广泛的中碳优质结构钢,经调质处理后经常用于制造连杆、齿轮,轴等强度要求较高的传动零件。但复杂苛刻的使用工况会造成45钢表面的严重磨损。随着现代化工业的发展,设备要求的不断提高与零部件表面性能不足的矛盾逐渐凸现。在高速、高温、高压、重载、腐蚀介质等条件下,零部件材料的破坏往往自表面开始,如磨损、腐蚀、高温氧化等,表面的局部损坏又往往造成整个零件失效。
3.由于冶炼过程的复杂性、合金元素的多样性及加工工艺的不同,这给通过整体冶炼制备具有高硬度和良好的耐磨性的金属及合金带来很大的困难和不确定因素。而表面改性技术便是采用化学的、物理的方法改变工件或材料表面的化学成分或组织结构以提高其性能的方式。
4.到目前为止,钢材表面耐磨涂层的研究已较为成熟。季清清等采用磁控溅射技术在中碳轴承钢表面制备了crn涂层以改善轴承钢的耐磨性。表面硬度提高,相同摩擦磨损条件下,涂层试样比无涂层试样的磨损量减少了约35.6%。冯森等利用电弧离子镀膜技术在阀芯表面制备cr/crn复合涂层,通过对涂层组织、机械性能测试及台架试验结果表明,cr/crn复合涂层与cr电镀层相比,具有更大的硬度和更好的结合力,摩擦系数降低29%。上述这些方法有的在工业上得到了一定的应用,但多数都还处于研究探索阶段。其中,一个共性的局限在于制备中没有一个完整而充分的冶金过程,因而涂层存在不同尺度的梯度台阶,不能完全实现连续的成分梯度分布,在机械应力或热循环过程中,材料中仍存在较大应力集中。而双辉等离子合金化技术充分利用渗镀结合的优势,可在crn层与基体间形成扩散层。45钢在制备温度下主要以α
‑
fe形式存在,可与cr元素形成无限固溶体,避免了第三相的存在,可实现涂层与基体间性质的连续变化。同时45钢中碳元素含量适中,在保证基体机械性能的同时,又避免了cr元素与c 元素形成碳化物、阻碍cr元素的渗入从而影响梯度涂层的结合力。
技术实现要素:
5.本发明针对45钢基体耐磨性不足和传统硬质涂层膜基结合力差的问题,提供了一种45钢表面crn
‑
cr梯度涂层及其制备方法与应用;即在45钢表面制备crn
‑
cr梯度涂层,在改善基体表面耐磨性的同时也使改性层与基体具有良好的结合能力,避免因涂层与基体间性质突变引起的破损与失效,从而起到保护基体,延长基体寿命的效果。
6.为解决现有技术问题,本发明采取的技术方案为:一种45钢表面crn
‑
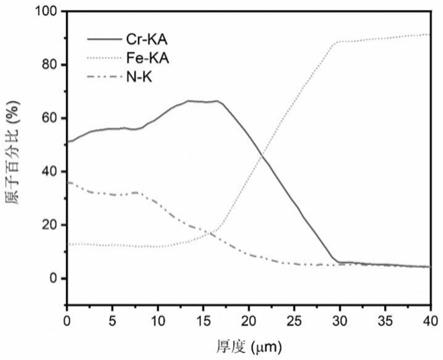
cr梯度涂层,采用双辉等离子表面技术获得沉积在基体45钢表面的crn/cr梯度涂层,所述crn/cr梯度涂层包括靠近基体侧fe, cr,n的扩散层和外侧crn
层;所述扩散层的厚度为10
‑
20μm,扩散层中fe,cr, n元素存在扩散现象,fe元素自基体向涂层方向扩散,cr, n元素自涂层向基体扩散;所述crn层的厚度为5
‑
20μm,n元素自涂层向基体扩散且含量逐渐下降;此处需要说明的是,fe, cr,n的扩散层和外侧crn层之间并没有明确界限,两者之间有互渗,互渗体现在fe, cr,n元素浓度曲线连续变化,层间无明显分层。
7.上述45钢表面crn
‑
cr梯度涂层的制备方法,包括如下步骤:步骤1,基体材料预处理准备基体45钢,分别用不同型号的砂纸对基体试样进行逐级打磨、机械抛光后成光滑镜面,再放入含有无水乙醇的烧杯中超声清洗,备用;步骤2,清洗与安放工件打磨真空炉的内壁和靶材表面以除去表层氧化膜和杂质,再用无尘布蘸取无水乙醇擦洗,清洗完成后放置工件与靶材,其中45钢作为阴极,cr靶材为源极;步骤3,抽真空打开机械泵,抽取真空炉内气体至气压0.1pa,持续通入氩气至少10分钟进行气体清洗,将炉内其它气体排出,尽量避免渗层在制备过程中被污染,氩气在整个制备过程中持续通入;步骤4,起辉启动偏压电源柜15分钟后,调节工件电压至300v,调节气压为20pa, 对工件和靶材进行ar清洗,持续10分钟;步骤5,双层辉光等离子技术制备fe
‑
cr扩散层调节铬合金靶材和45钢的距离为10
‑
15mm,炉膛内压强35
‑
50pa, 源极电压800
‑
1000v,工件电压400
‑
550v,保温1
‑
4h后得fe
‑
cr扩散层;步骤6,双层辉光等离子技术制备crn层fe
‑
cr扩散层制备完成后,开始通入氮气,调节氩气与氮气流量比,使得真空腔室内压强35
‑
50pa, 源极电压800
‑
1000v,工件电压400
‑
550v,保温1
‑
4h后得crn/cr梯度涂层;步骤7,关闭设备保温结束后,逐渐降低阴极电压和源极电压,分别至300v后,利用最后余晖保温半小时,保温结束后两个电压均直接关闭至0。
8.作为改进的是,步骤1中分别用180#、500#、1500#、2000#型号的砂纸对基体试样进行逐级打磨。
9.上述任一种带有梯度涂层的45钢在制备连杆、齿轮,轴或易发生摩擦磨损的钢铁零部件中的应用。
10.有益效果:与现有技术相比,本发明一种45钢表面crn
‑
cr梯度涂层及其制备方法与应用, 使用双辉等离子合金化技术制得的crn
‑
cr梯度涂层,涂层与基体形成冶金结合,成分从涂层表面由外向内实现梯度变化,结合性能良好,在摩擦环境下,能够有效保护基体材料。
附图说明
11.图1是实施例1
‑
3的crn
‑
cr梯度涂层截面的sem图,a
‑
实施例1,b
‑
实施例2,c
‑
实施
例3;图2是实施例1
‑
3中crn
‑
cr梯度涂层硬度值;图3是实施例3中crn
‑
cr梯度涂层元素成分变化示意图。
具体实施方案
12.一种45钢表面crn
‑
cr梯度涂层,采用双辉等离子表面技术获得沉积在基体45钢表面的crn/cr梯度涂层,所述crn/cr梯度涂层包括靠近基体侧fe, cr,n的扩散层和外侧crn层;所述扩散层的厚度为10
‑
20μm,扩散层中fe,cr, n元素存在扩散现象,fe元素自基体向涂层方向扩散,cr, n元素自涂层向基体扩散;所述crn层的厚度为5
‑
20μm,n元素自涂层向基体扩散且含量逐渐下降。
13.实施例1如图1(a)所示,一种45钢表面crn
‑
cr梯度涂层,采用双辉等离子表面技术制备在基体45钢表面,涂层表面是crn层,厚度为7μm;涂层内部为cr、n扩散层,厚度在20μm。
14.上述45钢表面crn
‑
cr梯度涂层的制备方法,包括如下步骤:步骤1,基体材料预处理准备45钢,分别用不同型号的砂纸对基体试样进行逐级打磨、机械抛光后成光滑镜面,最后放入含有无水乙醇的烧杯中超声清洗,备用,分别用180#、500#、1500#、2000#型号的砂纸对基体试样进行逐级打磨;步骤2,清洗与安放工件打磨真空炉的内壁和靶材表面以除去表层氧化膜和杂质,再用无尘布蘸取无水乙醇擦洗,清洗完成后放置工件与靶材,其中45钢作为阴极,cr靶材为源极;步骤3,抽真空:打开机械泵,抽取真空炉内气体至气压0.1pa,持续通入氩气至少10分钟后,进行气体清洗,将炉内其它气体排出,尽量避免渗层在制备过程中被污染,氩气在整个制备过程中持续通入;步骤4,起辉启动偏压电源柜15分钟后,调节工件电压至300v,调节气压为20pa, 对工件和靶材进行ar清洗, 持续10分钟;步骤5,双层辉光等离子技术制备fe
‑
cr扩散层调节铬合金靶材和45钢的距离为10
‑
15mm,炉膛内压强35
‑
50pa, 源极电压800
‑
1000v,工件电压400
‑
550v,保温1
‑
4h后得fe
‑
cr扩散层;步骤6,双层辉光等离子技术制备crn层fe
‑
cr扩散层制备完成后,开始通入氮气,调节氩气与氮气流量比75:25 sccm,调节机械泵开关使得真空腔室内压强35pa, 源极电压800
‑
1000v,工件电压400
‑
550v,保温1
‑
4h后得crn/cr梯度涂层;步骤7,关闭设备保温结束后,逐渐降低阴极电压和源极电压,分别至300v后,利用最后余晖保温半小时,保温结束后两个电压均直接关闭至0。
15.对制备好的crn/cr梯度涂层进行了摩擦磨损试验,以si3n4小球作为摩擦副,在
730g载荷下摩擦15分钟。 由摩擦磨损实验可得,具有crn/cr梯度涂层的样品磨损率为7.52
×
10
‑
7 mm3·
n
‑1·
m
‑1, 有效提高了45钢基体的耐磨性。
16.实施例2如图1(b)所示,一种45钢表面crn/cr梯度涂层,采用双辉等离子表面技术制备在45钢表面,涂层表面是crn沉积层,厚度为6μm;涂层内部为cr、n扩散层,厚度在15μm。
17.上述45钢表面crn
‑
cr梯度涂层的制备方法,包括如下步骤:步骤1,基体材料预处理准备45钢,分别用不同型号的砂纸对基体试样进行逐级打磨、机械抛光后成光滑镜面,最后放入含有无水乙醇的烧杯中超声清洗,备用,分别用180#、500#、1500#、2000#型号的砂纸对基体试样进行逐级打磨;步骤2,清洗与安放工件打磨真空炉的内壁和靶材表面以除去表层氧化膜和杂质,再用无尘布蘸取无水乙醇擦洗,清洗完成后放置工件与靶材,其中45钢作为阴极,cr靶材为源极;步骤3,抽真空:打开机械泵,抽取真空炉内气体至气压0.1pa,持续通入氩气至少10分钟后,进行气体清洗,将炉内其它气体排出,尽量避免渗层在制备过程中被污染,氩气在整个制备过程中持续通入;步骤4,起辉启动偏压电源柜15分钟后,调节工件电压至300v,调节气压为20pa, 对工件和靶材进行ar清洗, 持续10分钟;步骤5,双层辉光等离子技术制备fe
‑
cr扩散层调节铬合金靶材和45钢的距离为10
‑
15mm,炉膛内压强35
‑
50pa, 源极电压800
‑
1000v,工件电压400
‑
550v,保温1
‑
4h后得fe
‑
cr扩散层;步骤6,双层辉光等离子技术制备crn层fe
‑
cr扩散层制备完成后,开始通入氮气,调节氩气与氮气流量比50:50 sccm,调节机械泵开关使得真空腔室内压强35pa, 源极电压800
‑
1000v,工件电压400
‑
550v,保温1
‑
4h后得crn/cr梯度涂层;步骤7,关闭设备保温结束后,逐渐降低阴极电压和源极电压,分别至300v后,利用最后余晖保温半小时,保温结束后两个电压均直接关闭至0。
18.对制备好的crn/cr梯度涂层进行了摩擦磨损试验,以si3n4小球作为摩擦副,在730g载荷下摩擦15分钟。 由摩擦磨损实验可得,具有crn/cr梯度涂层的样品磨损率为5.49
×
10
‑
7 mm3·
n
‑1·
m
‑1, 有效提高了45钢基体的耐磨性。
19.实施例3如图1(c)所示,一种45钢表面crn/cr梯度涂层,采用双辉等离子表面技术制备在45钢表面,涂层表面是crn沉积层,厚度为7μm;涂层内部为cr、n扩散层,厚度在14μm。
20.一种45钢表面crn/cr梯度涂层的制备方法,包括如下步骤:步骤1,基体材料预处理准备45钢,分别用不同型号的砂纸对基体试样进行逐级打磨、机械抛光后成光滑
镜面,最后放入含有无水乙醇的烧杯中超声清洗,备用,分别用180#、500#、1500#、2000#型号的砂纸对基体试样进行逐级打磨;步骤2,清洗与安放工件打磨真空炉的内壁和靶材表面以除去表层氧化膜和杂质,再用无尘布蘸取无水乙醇擦洗,清洗完成后放置工件与靶材,其中45钢作为阴极,cr靶材为源极;步骤3,抽真空:打开机械泵,抽取真空炉内气体至气压0.1pa,持续通入氩气10分钟以上后进行气体清洗,将炉内其它气体排出,尽量避免渗层在制备过程中被污染,氩气在整个制备过程中持续通入;步骤4,起辉启动偏压电源柜15分钟后,调节工件电压至300v,调节气压为20pa, 对工件和靶材进行ar清洗, 持续10分钟;步骤5,双层辉光等离子技术制备fe
‑
cr扩散层调节铬合金靶材和45钢的距离为10
‑
15mm,炉膛内压强35
‑
50pa, 源极电压800
‑
1000v,工件电压400
‑
550v,保温1
‑
4h后得fe
‑
cr扩散层;步骤6,双层辉光等离子技术制备crn层fe
‑
cr扩散层制备完成后,开始通入氮气,调节氩气与氮气流量比25:75sccm,调节机械泵开关使得真空腔室内压强35pa, 源极电压800
‑
1000v,工件电压400
‑
550v,保温1
‑
4h后得crn/cr梯度涂层;步骤7,关闭设备保温结束后,逐渐降低阴极电压和源极电压,分别至300v后,利用最后余晖保温半小时,保温结束后两个电压均直接关闭至0。
21.对制备好的crn/cr梯度涂层进行了摩擦磨损试验,以si3n4小球作为摩擦副,在730g载荷下摩擦15分钟。 由摩擦磨损实验可得,具有crn/cr梯度涂层的样品磨损率为3.73
×
10
‑
7 mm3·
n
‑1·
m
‑1, 有效提高了45钢基体的耐磨性。
22.综上所述,本发明使用双辉等离子渗技术制备的渗铜层,与45钢之间紧密结合,化学成分实现了梯度分布,在摩擦磨损环境中,crn/cr梯度涂层的存在能有效降低45钢的磨损率,延长使用寿命。
23.以上所述,仅为本发明较佳的具体实施方式,本发明的保护范围不限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,可显而易见地得到的技术方案的简单变化或等效替换均落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

