1.本实用新型涉及散热片加工技术领域,特别是涉及一种多工位进刀的高效率车床。
背景技术:
2.车床能对轴、盘、环等多种类型工件进行多种工序加工,常用于加工工件的内外回转表面、端面和各种内外螺纹,采用相应的刀具和附件,还可进行钻孔、扩孔、攻丝和滚花等。散热片是一种给电器中的易发热电子元件散热的装置,多由铝合金,黄铜或青铜做成板状,片状,多片状等,如电脑中cpu中央处理器要使用相当大的散热片,电视机中电源管,行管,功放器中的功放管都要使用散热片。散热片由铝合金板料经冲压工艺及表面处理制成,具有各种形状及尺寸供不同器件安装及不同功耗的器件选用。
3.散热片根据器件类型加工为指定形状时,可能会出现多个部位加工为相同或不同形状,现有的加工流程一般为单一功能组装的流水线,即散热片进入车床加工时,车床先对其中一部位进行加工,然后经转盘或传送带将散热片转至下一流程对另一部位进行加工,该过程导致同一散热片需流经多个工序,加工效率慢,还有可能导致后期产品滞留的现象。
技术实现要素:
4.基于此,有必要针对独权所能解决的问题,提供一种多工位进刀的高效率车床。
5.一种多工位进刀的高效率车床,包括:传送组件、基座、夹持组件与多个加工组件,所述传送组件设置于所述基座的一侧,所述夹持组件与所述多个加工组件分别设置于所述基座上,所述传送组件的一端与所述夹持组件相邻设置,所述基座包括第一台面与第二台面,所述第一台面转动设置于第二台面上,所述夹持组件设置于所述第一台面上,所述第二台面围绕所述夹持组件的四周设置有滑道,每一所述加工组件滑动设置于所述滑道上。
6.进一步地,所述传送组件包括第一传送部与第二传送部,所述第一传送部与所述第二传送部连接,所述第一传送部设于所述基座的一侧,所述第二传送部设于所述基座的上方,且所述第二传送部一端的端面与所述第一台面的端面平齐。
7.进一步地,所述第二台面的底部设有电机,所述电机的输出轴贯穿所述第二台面与所述第一台面连接。
8.进一步地,所述夹持组件包括夹板、连接杆、金属板与电磁组件,所述夹板设于所述第一台面内,所述连接杆的两端分别连接所述夹板与所述金属板,所述金属板与所述电磁组件均设置于所述第一台面与所述第二台面之间,且所述金属板与所述电磁组件磁性连接。
9.进一步地,所述第一台面内设有凹槽,所述金属板与所述电磁组件均设于所述第一台面的凹槽内且与所述凹槽的侧壁抵接。
10.进一步地,所述夹板朝向所述第一台面的一面设有缓冲橡胶。
11.进一步地,所述金属板远离所述电磁组件的侧壁涂覆有绝缘材料。
12.进一步地,每一所述加工组件包括移动底座与加工部,所述移动底座滑动设于所述滑道上,所述加工部设于所述移动底座上。
13.进一步地所述滑道内设有限位凹槽,每一所述移动底座的相对侧壁设有限位凸起,所述限位凸起与所述限位凹槽匹配连接。
14.进一步地,每一所述移动底座均设有位置传感器。
15.上述多工位进刀的高效率车床,通过传送组件将散热片送入夹持组件固定,转动第一台面或调节多个加工组件的位置以实现散热片加工部位对应设有一加工组件,多工位作用于散热片上,完成散热片的一次加工成型,从而提高散热片的加工效率,减少散热片的不良率,以及避免后续产品的滞留。
附图说明
16.附图对本实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制。
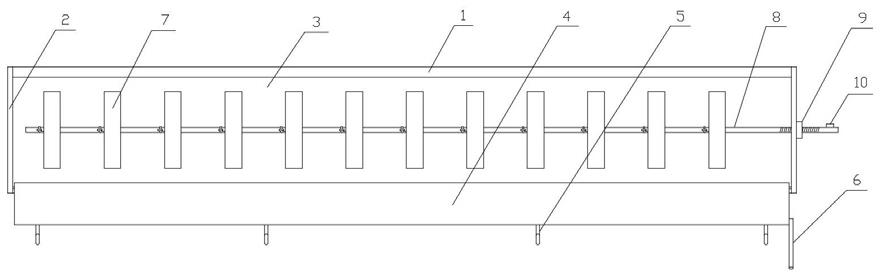
17.图1为一个实施例中多工位进刀的高效率车床的平面示意图;
18.图2为一个实施例中传送组件的结构示意图;
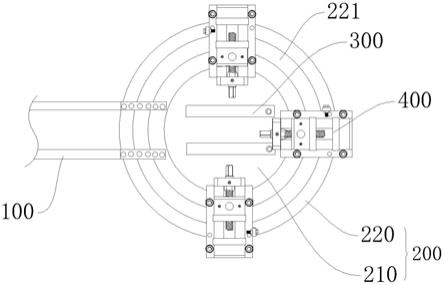
19.图3为一个实施例中多工位进刀的高效率车床的局部结构示意图;
20.图4为一个实施例中夹持组件的结构示意图。
具体实施方式
21.以下将结合本实用新型实施例的附图,对本实用新型的技术方案做进一步描述,本实用新型不仅限于以下具体实施方式。需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
22.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
23.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
24.如图1至图4所示,一种多工位进刀的高效率车床,包括:传送组件100、基座200、夹持组件300与多个加工组件400,传送组件100设置于基座200的一侧,夹持组件300与多个加工组件400分别设置于基座200上,传送组件100的一端与夹持组件300相邻设置,基座200包括第一台面210与第二台面220,第一台面210转动设置于第二台面220上,夹持组件300设置于第一台面210上,第二台面220围绕夹持组件300的四周设置有滑道221,每一加工组件400滑动设置于滑道221上。具体地,传送组件100用于传送散热片产品至加工组件400处,传送
组件300设于基座200的一侧以便于与基座200承接;基座200用于承载夹持组件300与加工组件400,其中第一台面210用于承载固定散热片的夹持组件300,且夹持组件300的开口处与传送组件100的出料端相邻或抵接,以便于散热片进入夹持组件300固定。
25.第二台面220用于承载多个加工组件400,第一台面210设于第二台面220中心,在一实施例中,第一台面210转动嵌于第二台面220的中心,在另一实施例中,第一台面210置于第二台面220的上方,且与第二台面220同一轴心,第一台面210沿轴心转动于第二台面上,进一步地,第二台面220的底部设有电机,电机的输出轴贯穿第二台面220与第一台面210连接,从而实现第一台面210的转动。多个加工组件400围绕夹持组件300布置,以便同时对散热片的任意位置加工,且多个加工组件400能在滑道221中移动,以调整加工位置。值得一提的是,该装置设有控制面板,该控制面板与装置内的各类传感器及各类驱动装置如电机、气缸、电磁组件等电连接,以控制各部件的协调运转,实现该装置的自动化。
26.散热片经传送组件100运输至靠近夹持组件300处,并经传送组件100的进一步运输使散热片进入夹持组件300内,转动第一台面210或调节多个加工组件400的位置,使多个加工组件400与散热片加工部位一一对应,进而对散热片进行一次加工。通过传送组件100将散热片送入夹持组件300固定,转动第一台面210或调节多个加工组件400的位置以实现散热片加工部位对应设有一加工组件400,多工位作用于散热片上,完成散热片的一次加工成型,从而提高散热片的加工效率,减少散热片的不良率,以及避免后续产品的滞留。
27.如图1和2所示,为实现散热片进入加工工序,在一实施例中,传送组件100包括第一传送部110与第二传送部120,第一传送部110与第二传送部120连接,第一传送部110设于基座200的一侧,第二传送部120设于基座200的上方,且第二传送部120一端的端面与第一台面210的端面平齐。也就是说,散热片经第一传送部110入料至第二传送部120出料,其中第一传送部110与第二传送部120均为滚珠滑轨,以减少对散热片的划伤,同时第一传送部110的速度大于第二传送部120,即第一传送部110的上端面具有限位层,限位层避免散热片飞片的情况。由于第二传送部120的速度较慢,且第二传送部120与第一台面210平齐,因此能实现每一散热片的定位,即每一散热片处于夹持组件300内的位置基本相同。
28.如图3和4所示,为实现散热片的固定,在一实施例中,夹持组件300包括夹板310、连接杆320、金属板330与电磁组件340,夹板310设于第一台面210内,连接杆320的两端分别连接夹板310与金属板330,金属板330与电磁组件340均设置于第一台面210与第二台面220之间,且金属板330与电磁组件340磁性连接。第一台面210内设有凹槽,金属板330与电磁组件340均设于第一台面210的凹槽内且与凹槽的侧壁抵接。也就是说,夹板310与连接杆320垂直设置,起到散热片的限位及定位作用。夹板310的数量不做限定,该实施例中夹板310的数量为两个,对应的连接杆320也为两个。进一步地,夹板310接近连接杆320的一端内设有红外线传感器,实现对散热片的准确定位。当散热片进入夹板310内部时,电磁组件340通电具有磁性后将金属片330吸住,从而使夹板310下压,以固定散热片。
29.进一步地,如图4所示,为避免夹板310损伤散热片,夹板310朝向第一台面210的一面设有缓冲橡胶350。缓冲橡胶350在固定散热片的同时,软质材料对散热片起到保护作用,以避免散热片划伤及破片。
30.进一步地,为避免夹板310导电,金属板330远离电磁组件340的侧壁涂覆有绝缘材料。绝缘材料可以为橡胶或有机漆类,以避免电磁组件340漏电导致夹板310导电的风险。值
得一提的是,电磁组件340具有绝缘外壳。
31.如图3所示,为实现加工组件的加工,在一实施例中,每一加工组件400包括移动底座410与加工部420,移动底座410滑动设于滑道221上,加工部420设于移动底座410上。滑道221内设有限位凹槽,每一移动底座410的相对侧壁设有限位凸起350,限位凸起350与限位凹槽匹配连接。也就是说,加工部420可以为实现钻孔、扩孔、攻丝和滚花等功能的部件,多个加工部420可以具有相同功能或不同功能,或者按需求可以对散热片进行二次加工等。滑道221可以为任意形状,优选为圆形,即第一台面与第二台面均为圆形,以便于实现传送、夹持与加工的紧凑性。限位凸起350与限位凹槽适配连接,在维持移动底座410的移动前提下,避免移动底座410脱离滑道221。值得一提的是,移动底座410可以设有限位凹槽,滑道221可以设有限位凸起,以实现上述实施例的功能。
32.进一步地,每一移动底座410均设有位置传感器。位置传感器将移动底座410即加工部420的位置反馈给控制面板,在后续调加工精度或其他散热器类型时,控制面板可以调控每一移动底座410的位置,以更好地适应加工工序。
33.综上所述,上述实施方式并非是本实用新型的限制性实施方式,凡本领域的技术人员在本实用新型的实质内容的基础上所进行的修饰或者等效变形,均在本实用新型的技术范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。