1.本发明涉及一种涂有锌基覆层并以确定性的表面结构进行精整的钢板。本发明还涉及一种用于生产涂有锌基覆层和经过以确定性表面结构精整的钢板的方法。
背景技术:
2.几十年来,汽车制造商一直在使用金属板材,尤其是钢制板材。金属板材尤其以扁平产品的形式提供并且例如通过金属板成型方法、例如深冲进一步加工。在这些过程中引入到金属板材中的力通过金属板表面传递到深冲件中。因此,金属板表面上的局部应力是由部件的几何形状和工艺中产生的摩擦力等因素引起的。所考虑的表面部件上的这些由法向力和剪切力组成的局部应力在成型工艺过程中可能会发生相当大的变化。为了获得最佳的成型效果,必须能够在成型工艺期间对材料的流动进行有针对性的控制。除了通过匹配调整金属板裁切件之外,还可以例如通过(额外的)上油来实现,以便实现摩擦力的局部减小并因此实现保持力的局部减小。例如,可以通过使用拉延珠来实现保持力的提高。
3.(额外的)上油的应用构成了相当大的额外支出。一方面,(额外的)上油的施加非常费力,另一方面,部件的和成型工艺中的清洁费用都会增加,因为引入的油量可能会对工艺稳定性产生非常不利的影响。尤其是考虑到对环境友好的制造,润滑剂使用的增加受到批评。
4.金属板材料对于水性介质以及成型工艺相关的润滑剂的润湿性都不仅仅取决于金属板的拓扑结构。局部润湿性也受当前表面化学的影响。金属板材料可能没有涂层或可能已经涂有主要是出于防腐蚀原因而施加的金属覆层,其中要区分未涂层和经涂层的金属板材料,尤其是镀锌的金属板材料。此外,镀锌金属板材料可以细分为电镀锌和热镀锌金属板材料。
5.带纹理的精整辊在精整过程中将其纹理以负形的形式转移到待加工的金属板材料的表面,也就是说,轧辊表面的凸起会导致金属板表面出现凹谷,反之亦然。以这种方式引入金属板表面的凹陷,所谓的封闭空体积,用作润滑剂袋,其能够保持施加到金属板表面的润滑剂并在成型工艺期间随之携带润滑剂。从现有技术中,以随机表面结构精整的钢板例如从专利文献ep 2 006 037 b1中已知,并且例如从专利文献ep 2 892 663 b1中已知具有确定性表面结构的精整钢板。
6.电镀锌金属板材料在镀锌前进行精整,而热镀锌金属板材料在镀锌后进行精整。
7.通过在精整过程中精整辊的赋形部件与金属板表面之间的接触,可以改变接触面的表面化学性质。就其化学性质而言,热镀锌覆层具有这样的结构,即,在主要位于覆层中的锌上形成一个由更高氧亲和力的合金元素构成的层。精整中的机械应力可能导致锌而不是合金元素,例如镁或铝在精整辊和金属板材料之间的接触位置处被释放。内部研究表明,经过精整的具有随机表面结构的热镀锌金属板材料在涂层金属板材料的精整压痕(谷部区域)中的表面化学性质与在涂层的金属板材料的凸起(峰部区域)上的不同。谷部区域的化学组成更富含锌,而峰部区域具有高比例的具有氧亲和力的合金元素(al、mg等)。
8.内部研究还表明,在随机表面纹理的情况下,精整辊表面和金属板表面之间的接触以及随之而来的精整压痕内表面化学的变化不均匀且不受控制地分布。由于这种不均匀性,加工介质,如成型油在谷部区域中分布不均。为了确保此类润滑剂到达与成型工艺相关的位置,即赋形(成型)工具和金属板材料之间的接触区域,根据标准,在精整后,必须施加比对于成型工艺实际所需更多的润滑剂。
9.根据标准涂有润滑剂和具有随机表面纹理精整的金属板材料的清洁也在工艺、环境保护和工作场所安全方面对加工厂提出了巨大挑战。此外,在部件几何形状复杂的情况下,用户通常可能需要额外的上油,这会带来相当大的额外消耗和成本。此外,这些额外的加工介质必须在进一步加工过程中以磷化和涂漆工艺的形式再次清除,这对环境和工厂工作人员造成了相当大的负担。
10.参见ep 2 892 663 b1,通过激光纹理化方法可以生产具有确定性纹理的精整辊,其表面具有确定的承载比例(traganteil)。精整辊的承载比例表示赋形部件的面积与纹理化的精整辊表面上现有凹陷的面积的比例。精整辊较高的承载比例意味着,在精整过程中,金属板材料和精整辊之间的接触面积增加,因此在涂层的金属板材料的表面上产生有更多和/或更大的精整压痕(谷部区域)。内部研究表明,通过较高的承载比例,在热镀锌涂层的情况下,可以通过金属板材料与精整辊的赋形部件的接触在多个位置上改变表面化学性质。这种对承载比例的修改可能会给金属板材料的成型性能带来积极的影响。
技术实现要素:
11.因此,本发明的目的是提供一种涂有锌基覆层并以确定性的表面结构进行精整的钢板,该钢板具有改进的润湿性能,从而可以减少工艺介质的使用。
12.该目的通过权利要求1的特征来实现。
13.在经精整的涂有锌基覆层的钢板上提供确定性的表面结构对于进一步的工艺而言至关重要,尤其是在进行进一步加工以生产汽车部件的行业中。在部件生产过程中,尤其是在成型工艺中,如果所使用的工艺介质,例如油和/或润滑剂,均匀地并且以必要的施加量存在于与成型工艺相关的位置处,则是有利的。这些与成型工艺相关的位置通常是钢板和成型工具之间的接触面——因此,不是钢板中的优选收集有工艺介质的压痕(谷部区域),而是钢板上的凸起(峰部区域)面形式的表面。
14.发明人发现,与现有技术相比,在涂有锌基覆层并以确定性的表面结构进行精整的钢板中可以提供改进的润湿性,从而能够降低工艺介质的使用,原因是在涂有锌基覆层和以确定性表面结构精整的钢板的谷部区域表面上对表面化学性质进行了有针对性的改变或改进设计。工艺介质能够更好地在谷部区域内的可良好润湿的表面上扩散,直到其由于作用的毛细力而被保持在侧面区域中,并且选择性地在表面结构的谷部区域和侧面区域之间的过渡部处。
15.钢板上涂有锌基覆层,通过热浸涂层施加,其中该覆层除了锌和不可避免的杂质外,还在覆层中包含其他元素,例如含量为0.1至5重量%的铝和含量为0.1至5重量%的镁。
16.具有锌基覆层的钢板具有非常好的阴极腐蚀保护,这已在汽车制造中使用多年。如果需要改善腐蚀保护,覆层包含含量为至少0.3重量%、尤其至少0.6重量%、优选至少0.9重量%的镁。铝可以以至少0.3重量%的量存在,以尤其改善覆层对钢板的附着,尤其是
为了基本上防止在对涂层的钢板进行热处理时铁从钢板扩散到涂层中,从而保持积极的腐蚀性能。此处覆层的厚度可以在1和15μm之间,尤其在2和12μm之间,优选在3和10μm之间。低于最低限度,可能无法确保充分的阴极腐蚀保护,而如果高于最高限度,当本发明的钢板或由其制成的部件与另一部件接合时,可能存在接合问题。尤其地,如果超过规定的覆层厚度最高限度,则可能无法确保热接合或焊接时的稳定工艺。在热浸镀涂层中,首先为钢板涂覆相应的覆层,然后再进行精整。
17.由于在锌基覆层中存在分别至少0.1重量%的具有氧亲和性的合金元素al和mg,在覆层表面上或表面附近形成氧化铝和氧化镁。尤其在覆层表面上形成了富含镁的氧化物层。这种富含镁的氧化物层具有疏水润湿特性,因此水性介质不会均匀地润湿涂层钢板的表面并发生集中。相反,油或润滑剂会散布在这种疏水表面上并被吸附。紧挨着富含镁的氧化物层下方是元素铝和锌。氧化物层可能对润湿行为产生重大不利影响,其中与氧化铝相比,氧化镁的润湿行为较差。润湿性研究是使用来自fuchs公司的名为“anticorit pl 3802 39 s”的工艺介质在内部进行的,并发现这种工艺介质在氧化铝上的润湿性优于在氧化镁上的润湿性。这里,润湿性取决于所涉及的表面张力的比例,其通过杨氏方程与接触角建立联系,因此接触角成为润湿性的量度。接触角越小,润湿性越大。该工艺介质针对al2o3的接触角确定为约14
°
,针对mgo约为19
°
。
18.因此,确定性表面结构这样设计并这样压印到涂有锌基覆层的钢板中,即,使得压印的谷部区域具有基本均匀的、与涂层钢板的峰部区域不同的表面化学性质。其中存在具有氧亲和力的合金元素的峰部区域与其中位于下方的元素,尤其是锌和选择性的铝更多出现的谷部区域的比例或比率可以有针对性地调整。不同的表面化学,尤其是在谷部区域中,伴随着不同的表面能和润湿性。
19.在精整中,精整辊设置有确定性结构的表面的赋形部件与涂有锌基覆层的钢板表面的接触提供机械应力,通过该机械应力,位于富镁氧化物层下方紧邻的元素锌(氧化物)和选择性的铝(氧化物)能够到达覆层表面。
20.涂有锌基覆层并以确定性表面结构进行精整的钢板因此具有带有峰部区域和谷部区域的表面,其通过侧面区域相互连接,其中覆层表面谷部区域中存在比覆层表面峰部区域中低的镁的相对浓度。
21.特别地,峰部区域可以基本上连续地相互连接,从而峰部区域形成基本连续的峰部区域,谷部区域和侧面区域从该峰部区域出发以确定性结构的形式重复地压印在涂层钢板的表面上。
22.通过表面化学的有针对性的改变可以有针对性地控制工艺介质的局部润湿现象。工艺介质在峰部区域中被疏水和富镁氧化物层吸附,其中在确定性表面结构的情况下,疏水性工艺介质优选聚集在侧面区域。改变谷部区域的表面组成,尤其是降低镁浓度,实现了将工艺介质输送和/或分布到有利于成型工艺的位置——表面结构的侧面区域。
23.镁的相对浓度是指锌基覆层中镁相对于表面上的特定区域的质量分数。谷部区域可以与多个或一个峰部区域明确地区分,因为侧面区域将其彼此分开。镁以金属形式和/或以氧化物形式和/或以氢氧化物形式和/或作为碳酸镁存在。可以通过成像模式下的飞行时间二次离子质谱仪(tof-sims)或类似地通过俄歇电子或光电子能谱记录合金元素信号的位置分布来确定覆层表面上镁、铝和锌的相对浓度差异。tof-sims提供了一种用于确定最
上方1-3个单层的表面化学组成的分析方法。
24.由tof-sims确定的相对浓度差异是通过在代表性测量面内扫描研究待分析的表面来测量的。在此,在扫描的每个位置,都会记录正极性的光谱,并记录主要成分(合金元素)的原始信号。元素x,在这种情况下代表位于热镀锌覆层中的合金元素之一的相对浓度由比率[x原始信号积分/(zn原始信号积分 mg原始信号积分 al原始信号积分)]给出,其中该比率的分母包含位于覆层中的所有合金元素的原始信号积分之和。在此定义中,元素x的“原始信号”是质谱中元素x的强度或峰面积,元素x的“原始信号积分”是经由扫描位置的定义的连续面积所呈现并对应于相应的元素x的积分强度。内部tof-sims测量借助于来自ion-tof gmbh公司的tof.sims 5仪器进行。
[0025]
锌、铝和镁的相对浓度是通过确定这些元素在定义的连续面积上的绝对浓度,然后标准化到100%来确定的;在此,将锌、铝和镁的浓度之和设为100,并以各个相应元素占该100%的比例,即以100%为基础计算或加权作为相对浓度。因此,合金元素(al、mg、zn)的相对浓度与三种合金元素al、mg、zn的浓度之和有关,因为该总和代表100%。由于三种合金元素al、mg和zn的绝对浓度可能因涂层而异,根据本发明,各个相应元素在谷部区域中相较于峰部区域中的局部相对浓度的数据以百分比给出,以便精确定义两个区域之间的变化。
[0026]
基于覆层表面上锌、铝和镁(金属和/或氧化物形式和/或氢氧化物形式和/或作为碳酸镁)的所有份额的总和,镁的相对浓度或质量份额在谷部区域中比在峰部区域中低至少20%,尤其低至少40%,优选低至少60%,更优选低至少90%。相对浓度可能接近零或低于tof-sims的检测限。
[0027]
确定性表面结构应理解为具有确定形状和/或设计的重复出现的表面结构,参见ep 2 892 663 b1。这尤其还包括具有(近似)随机外观的表面,然而这些表面是通过确定性纹理化方法施加的并且因此由确定的形状元素组成。
[0028]
钢板一般是指扁钢产品,其可以以板状或板坯料形式或带状形式提供。
[0029]
在涂有锌基覆层并且经精整的钢板上的确定性表面结构(负形)的几何构型(尺寸和深度)尤其取决于在精整辊上相应的几何结构(正形)的形成方式。优选使用激光纹理化方法,以便能够通过去除材料在精整辊的表面上设置目标结构(正形)。尤其可以通过有针对性地控制能量、脉冲持续时间和选择作用在精整辊表面上的激光束的合适波长来对结构设计产生积极影响。fs、ps和ns脉冲都适用于材料去除,但能量耦合的方式和固体表面上的去除方式大不相同,热影响区(haz)的大小也是如此。脉冲持续时间越短,例如从激光焦点流入周围区域(haz)的能量就越少。脉冲越长,就有越多的辐射能耦合到已经形成的等离子体中,或者从所述等离子体中被反射,因此不能直接耦合到精整辊的表面中。脉冲在精整辊的表面上留下一个大致圆形的凹坑,该凹坑,或者当有多个凹坑时这些凹坑在精整之后反映出表面或钢板上的凸起面,以及因此反映出钢板和成型工具之间的接触面。减少脉冲持续时间会影响凹坑的形成,尤其可以减小凹坑的直径。通过降低脉冲能量,尤其是在使用短脉冲或超短脉冲激光时,可以有针对性地在精整辊表面上设置几何结构(正形)。例如,如果在朝向去除阈值的方向上减少用于对精整辊表面进行纹理化的激光的脉冲持续时间,则可以实现这一点,并且因此可以以更高的分辨率在精整辊上生成几何结构。通过提高光束轮廓质量(m2)和理想的非球面聚焦光学器件的孔径,可以实现类似的效果。通过凭借由激光和精整辊的相对低能量相互作用形成的高分辨率和/或低凹坑面积,尤其可以在侧面区域
中目的性设置更粗糙的表面并且可设置侧面区域的任意斜度(角度)。
[0030]
进一步的有利设计方案和扩展方案可从以下说明中得到。权利要求、说明书或附图中的一个或多个特征可以与其中的一个或多个其他特征相关联以形成本发明的进一步的设计方案。来自独立权利要求的一个或多个特征也可以通过一个或多个其他特征相关联。
[0031]
由于机械作用,直接位于富镁氧化物层下方的锌(氧化物)和/或铝(氧化物)元素到达表面,因此,根据本发明钢板的一个设计方案,谷部区域中覆层表面的锌的相对浓度大于峰部区域中覆层表面的锌的相对浓度。覆层表面的锌在谷部区域中的局部相对浓度比覆层表面的锌在峰部区域中的相对浓度大至少20%,尤其至少30%,优选至少40%,更优选至少50%。覆层表面上锌和/或铝的相对浓度同样可以通过分析tof-sims记录来确定。
[0032]
根据本发明的钢板的一个设计方案,表面结构具有以与钢板的垂线呈1
°
和89
°
之间的角度形成的侧面区域。该角度尤其可以在50
°
和87
°
之间,优选在60
°
和85
°
之间,更优选在65
°
和82
°
之间。表面结构的谷部区域和侧面区域(负形)基本上对应于精整辊上的表面(正形),其通过对钢板的相应作用形成或压印表面结构。围绕并形成表面结构的侧面区域与一体式连接到侧面区域的谷部区域一起限定了通过精整压入钢板中的表面结构的封闭体积。封闭体积,所谓的空体积,可以针对随后借助于成型方法进行的加工而与待施加的工艺介质,尤其是油相协调。
[0033]
根据本发明的钢板的一种设计方案,钢板的承载比例小于50%,尤其小于40%,优选小于30%,更优选小于25%,特别优选小于20%,其中,通过承载比例的降低,可以减少工艺造成的工艺介质的量,同时实现良好的成型效果。承载比例是指一个或多个峰部区域面积与谷部区域面积之比。
[0034]
根据本发明的钢板的一个设计方案,钢板具有系数f,其为精整面积(侧面区域和谷部区域的所有面积的总和)与表面周长(峰部区域上从峰部区域开始的侧面区域的所有表面周长的总和,尤其是边缘的长度)的平方的比值,其中该系数大于1%,尤其1.2%,优选大于1.5%,更优选大于2%。通过合适地选择在精整中压印的区域(圆形、矩形等)的几何尺寸以及通过合适地选择经精整区域的表面周长,其对应于边缘长度并且取决于几何尺寸,可以得到更好的成型效果。
[0035]
根据本发明的钢板的一个设计方案,钢板附加地设置有工艺介质,尤其设置有油,其中工艺介质尤其以最高2g/m2的施加量容纳在表面结构中。由于表面结构的尺寸,对工艺介质的需求很小,因此施加量可以限制在最高1.6g/m2,尤其最高1.3g/m2,优选最高1g/m2,更优选最高0.6g/m2,进一步优选最高0.4g/m2。尤其通过表面成分的不同,在施加后,工艺介质基本上积聚在侧面区域中,并且选择性地积聚在表面结构的侧面区域和谷部区域之间的过渡处,并且可在靠近或临接与成形工艺相关的位置处用于进一步工艺,优选用于深冲工艺,以改善润滑并减少成形装置,例如赋形装置,优选(深冲)压力机的摩擦和因此带来的磨损。尤其可以有效地抑制工艺介质在摩擦学上不利的区域的积聚,这些区域在将工艺介质供应到实际的接触或摩擦区域方面没有贡献。由此,根据本发明的钢板以很少的工艺介质需求而具有非常好的摩擦学性能,并且与现有技术已知的钢板,尤其是上油钢板相比,更环保,尤其是因为减少资源的使用。
[0036]
根据第二方面,本发明涉及一种用于生产涂有锌基覆层并以确定性表面结构进行
精整的钢板的方法,该方法包括以下步骤:
[0037]-提供涂有锌基覆层的钢板,其中该覆层除了锌和不可避免的杂质以外还在覆层中包含其他元素,例如含量为0.1至5重量%的铝和含量为0.1至5重量%的镁,
[0038]-用精整辊对钢板进行精整,其中作用在钢板表面上的精整辊的表面具有确定性的表面结构,使得在精整后,经涂层和精整的钢板的表面结构具有峰部区域和谷部区域,其通过侧面区域相互连接,并且通过精整的作用在覆层表面谷部区域中调整得到比覆层表面峰部区域中低的镁的相对浓度。
[0039]
通过对钢板表面的力作用,精整辊的表面(正形)形成了一种表面结构,该表面结构限定了谷部区域和侧面区域(负形)并与精整辊的表面(正形)基本对应。用于形成确定性表面结构的精整辊可以使用合适的方式加工,例如使用激光,参见ep 2 892 663 b1。此外,可以使用其他去除材料的方法来在精整辊上设置表面,例如具有几何确定或未确定的切削刃的切削制造方法、化学或电化学方法、光学或等离子体诱导方法。
[0040]
通过精整辊表面上确定性形成的纹理的定义的表面结构可以将锌基覆层中具有氧亲和性的合金元素,例如镁和铝,通过精整过程中在覆层表面处力的作用而基本挤出。由于镁比铝具有更高的氧亲和力,因此在覆层的表面上或其附近形成富镁氧化物层,尤其是在热浸镀涂层过程中。通过力的作用,尤其可以有针对性地基本排挤干扰层,例如富镁氧化物层,因此锌和选择性的铝的表面相对浓度在谷部区域中增加,由此确保了改善的润湿性。
[0041]
为了避免重复,分别参考有关根据本发明的、具有确定性表面结构的精整钢板的实施方案。
[0042]
为了尤其降低谷部区域中覆层表面上镁的相对浓度,或为了排挤富镁氧化物层,根据本发明方法的一个设计方案,使用至少0.5%的精整度,使得通过有针对性的力作用对减少谷部区域中覆层表面的镁产生积极影响。如果精整度尤其是至少0.8%,优选至少1.0%,更优选至少1.2%,则进一步的降低是可能的。精整度是精整钢板的厚度减少量(在精整机架中的进入厚度相对于传出厚度)与进入厚度之比。超过2.5%的精整度没有带来任何优势,只会增加人工或设备成本,因此精整度尤其限制为不超过2.2%,优选不超过2%。此外,在精整过程中,由于金属板表面与临界面之外的精整辊表面之间的剪切力而产生的损耗或磨损随着精整度而增加。
[0043]
根据本发明的方法的一个设计方案,精整之后的钢板附加地设置有工艺介质,优选油,其中工艺介质以最高2g/m2,更优选地以最高0.4g/m2的施加量施加。
[0044]
下面结合附图对本发明的具体设计方案进行更详细的解释。附图和所得特征的随附说明不应被理解为对各个设计方案的限制,而是用于说明示例性的设计方案。此外,各个相应特征可以相互利用,也可以与上述描述的特征一起用于本发明的可能的进一步扩展方案和改进方案,尤其是在未示出的附加设计方案中。相同的部件总是以相同的附图标记标识。
附图说明
[0045]
图中:
[0046]
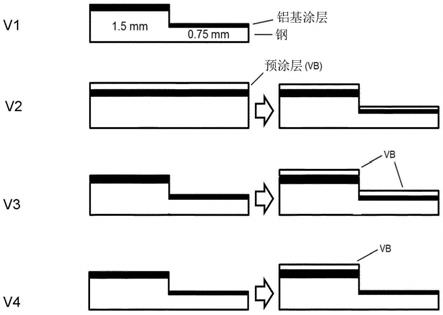
图1)示出了涂有锌基覆层并以确定性表面结构进行精整的钢板的根据本发明的实施例的示意性局部剖视图,
[0047]
图2a)和2b)在图2a)中示出了经涂层和精整钢板的表面结构的示意性局部剖视图,并且在图2b)中示出了根据图2a)的表面结构,和
[0048]
图3)示出了根据本发明的实施例的涂有锌基覆层并以确定性表面结构进行精整的钢板的一个区段的tof-sims记录。
具体实施方式
[0049]
图1)示出涂有锌基覆层(1.2)并以确定性的表面结构(2)进行精整的钢板(1)的根据本发明的实施例的示意性局部剖视图,其中表面结构(2)具有峰部区域(2.1)和谷部区域(2.2),其通过侧面区域(2.3)相互连接。除了锌和不可避免的杂质外,覆层(1.2)还包含附加元素,例如含量为0.1至5重量%的铝和含量为0.1至5重量%的镁。
[0050]
取决于用于加工用于对涂层钢板(1)进行精整的相应精整辊(未示出)的材料去除方法,通过未示出的精整辊上相应对应的区域(正形)设置侧面区域(2.3)和谷部区域(2.2)。此外,在图1)中很容易看出,表面结构(2)具有侧面区域(2.3),其从表面或峰部区域(2.1)开始向下延伸直到谷部区域(2.2)并且与钢板(1)的垂线(o)成1
°
到89
°
之间的角(α)。围绕并形成表面结构(2)的侧面区域(2.3)与一体式连接或结合到侧面区域(2.3)的谷部区域(2.2)一起限定了通过精整压入钢板(1)中的表面结构(2)的封闭体积。
[0051]
根据本发明,在谷部区域(2.2)中覆层(1.2)的表面上镁的相对浓度低于在峰部区域(2.1)中覆层(1.2)的表面上的镁的相对浓度。
[0052]
图2a)示出了位于经涂层和精整的钢板(1)上的呈双i形形式的确定性表面结构的示意性部分剖面图。该表面结构可以优选地通过激光结构化的精整辊(未示出)进行精整,参见ep 2 892 663b1。承载比例小于30%,其中承载比例反映一个或多个峰部区域(2.1)的面积、即承载部分(t)的虚线面积与谷部区域(2.2)的面积之比。图2b)仅示出了一个i形结构作为示例,其可以被压印到经涂层的钢板(1)中。系数f大于1,其表示精整面积,例如对应于图2a)中所示的矩形或正方形的面积减去承载部分(t)的面积,与表面周长(u)的平方的比率,参见图2b)。
[0053]
确定性的表面结构以不断重复的i形冲压为例进行研究。其他实施形式同样是可以设想和应用的并且不限于i形冲压。除了锌和不可避免的杂质外,锌基覆层还含有含量为1.1重量%的镁和含量为1.6重量%的铝。在对1.2mm厚的钢板/钢带进行热浸镀涂层的过程中,覆层的厚度调整为7μm。精整度为0.8%。对这种经精整的钢板进行了更仔细的研究,尤其是在表面组成方面。图3)示出了该精整的钢板的一个区段的tof-sims记录,在200x 200μm区域内具有高横向分辨率,以表征表面化学组成。右侧是合金元素mg、al和zn的单信号分布图像,左侧是各个信号分布的叠加。很明显,在热浸镀涂层过程中,覆层(1.2)的表面已经形成了富含镁的氧化层。由于峰部区域(2.1)不与或仅轻微地与精整辊的赋形元件相互作用,因此不会受到任何实质性的力作用,因此富镁氧化物层基本上在用浅色表示的覆层(1.2)表面处保留在多个或一个峰部区域(2.1)中,参见图3左图。谷部区域(2.2)和侧面区域(2.3)中镁的相对浓度情况有所不同。存在于谷部区域(2.2)中覆层(1.2)的表面上的镁(以金属和/或氧化物形式和/或氢氧化物形式和/或作为碳酸镁)的相对浓度低于在峰部区域(2.1)或侧面区域(2.3)中的覆层(1.2)的表面。例如,在谷部区域(2.2)中覆层(1.2)的表面上镁的相对浓度比在峰部区域(2.1)中覆层(1.2)的表面上的镁的相对浓度低至少20%,
尤其低至少40%,优选低至少40%,更优选至少90%。
[0054]
由于精整辊的赋形元件的机械作用,直接位于富镁氧化物层下方的锌(氧化物)和/或铝(氧化物)合金元素到达表面,因此锌在覆层(1.2)表面上位于谷部区域(2.2)中的相对浓度大于覆层(1.2)表面上在峰部区域(2.1)中锌的相对浓度。谷部区域(2.2)中的覆层(1.2)表面的锌的相对浓度比峰部区域(2.1)中覆层(1.2)表面上的锌的相对浓度大至少20%,尤其至少30%,优选至少40%,更优选至少50%。谷部区域(2.2)内镁、锌和/或铝的相对浓度会受到精整辊的赋形元件的作用的影响,尤其是取决于精整度,其可以在0.5%和2.5%之间。
[0055]
为了进一步研究,使用了六块经涂层、精整的钢板(v1到v6)。所有钢板的涂层类型选择相同,即,镁含量为1.6重量%和铝含量为1.1重量%的锌基覆层(锌和不可避免的杂质),其通过热浸镀涂层工艺施加,厚度约为7μm。v1到v3以具有随机表面结构精整,v4到v6以呈重复的i形的确定性表面结构精整。
[0056][0057]
表1
[0058]
表1中关于带材拉伸试验,根据din en 1669的杯突试验的数据基本上显示出积极的结果,其在相同条件下对所有六块钢板v1至v6进行。对于v1到v3,无法确定系数f和承载比例,因为随机表面结构没有任何合理可检测的尺寸,因此标记为*。根据以下标准进行评估:
[0059]
表示看不到变薄;
[0060]
表示在带材拉伸试验中确定的摩擦值和成型钢板上冲头边缘移开处的减薄均较低(低于原始钢板厚度的5%的低减薄),
[0061]
表示成型钢板的最小减薄量大于原始钢板厚度的5%但小于10%,
[0062]
0表示有明显的、可察觉的变薄而没有破裂,但这种变薄不再在容忍范围内(原始钢板厚度的15%至25%)。
[0063]
由于镁的相对浓度的尤其针对性的设置,尤其通过减少谷部区域中覆层表面上的富镁氧化物层,可以将根据本发明进行涂层并以确定性表面结构进行精整的钢板v4至v6上的油施加量降低至低于1g/m2,其中该量足以实现相应良好的结果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。