1.本实用新型涉及焊接定位装置领域,尤其涉及一种冷轧带肋钢筋焊接网焊接定位装置。
背景技术:
2.冷轧带肋钢筋焊接网又称焊接钢筋网、钢筋网、钢筋焊网、钢筋焊接网片、钢筋网片等等,冷轧带肋钢筋焊接网按原材料可分为:冷轧带肋冷轧带肋钢筋焊接网、冷拔光圆冷轧带肋钢筋焊接网、热轧带肋冷轧带肋钢筋焊接网,其中,冷轧带肋钢筋焊接网应用最广泛,在对冷轧带肋钢筋焊接网焊接时需要对其进行定位,因此,我们需要一种冷轧带肋钢筋焊接网焊接定位装置。
3.市场上的冷轧带肋钢筋焊接网焊接定位装置大多都只可对预定直径的钢筋进行定位,通用差,为此,我们提出一种冷轧带肋钢筋焊接网焊接定位装置。
4.综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现要素:
5.针对上述的缺陷,本实用新型的目的在于提供一种冷轧带肋钢筋焊接网焊接定位装置,其可以通过定位件与压紧单元的配合实现对钢筋的定位,并且本装置的通用性强,能够进行多种调节。
6.为了实现上述目的,本实用新型提供一种冷轧带肋钢筋焊接网焊接定位装置,包括工作台,其包括垂直设置的横向夹紧机构及纵向夹紧机构;所述横向夹紧机构和纵向夹紧机构上均匀排布有若干定位件,所述定位件的上方设有一三角槽口;所述纵向夹紧机构所定位的工件能够搭设于所述横向夹紧机构所定位的工件之上;设于所述工作台顶角位置的压紧气缸,所述压紧气缸的输出端安装有呈垂直设置的压紧单元,所述压紧单元对应设置于所述定位件。
7.根据本实用新型的冷轧带肋钢筋焊接网焊接定位装置,位于所述纵向夹紧机构位置处,所述工作台设有定位槽,所述定位槽内安装有能够进行上下滑动的活动件,所述活动件内均匀排布有若干定位件;所述活动件的下方安装有复位弹簧,所述复位弹簧的一端固接于所述活动件的底端,另一端固接于所述定位槽的槽底。
8.根据本实用新型的冷轧带肋钢筋焊接网焊接定位装置,所述所述活动件与定位槽之间设有定位组件,该定位组件包括设于所述活动件的若干第一定位孔、对应所述第一定位孔设置并设于所述定位槽的槽壁上的第二定位孔及安装于任意一组第一定位孔与第二定位孔内的第一螺栓。
9.根据本实用新型的冷轧带肋钢筋焊接网焊接定位装置,多个压紧单元通过第二螺栓进行收尾连接。
10.根据本实用新型的冷轧带肋钢筋焊接网焊接定位装置,位于所述横向夹紧机构位置处,所述工作台上设有条形槽,所述定位件滑动安装于所述条形槽内,位于所述条形槽的
一侧,所述工作台还设有调节槽,所述调节槽内安装有调节螺栓,所述调节螺栓的栓帽压紧于所述调节槽的边缘处,所述调节螺栓的端部螺接于所述定位件。
11.根据本实用新型的冷轧带肋钢筋焊接网焊接定位装置,所述压紧气缸的输出端安装有压爪,所述压爪为四面围成的方形外壳结构。
12.本实用新型提供了一种冷轧带肋钢筋焊接网焊接定位装置包括工作台,其包括垂直设置的横向夹紧机构及纵向夹紧机构;所述横向夹紧机构和纵向夹紧机构上均匀排布有若干定位件,所述定位件的上方设有一三角槽口,所述三角槽口实现对放置于其内部的钢筋的定位;通过所述三角槽口对钢筋进行定位的好处是通用性好,能够对不同直径的钢筋进行定位;所述纵向夹紧机构所定位的工件能够搭设于所述横向夹紧机构所定位的工件之上;设于所述工作台顶角位置的压紧气缸,所述压紧气缸的输出端安装有呈垂直设置的压紧单元,所述压紧单元对应设置于所述定位件,在进行定位时,所述压紧气缸驱动压紧单元进行下移,下移的所述压紧单元对置于所述定位件的三角槽口内的钢筋进行压紧定位。本实用新型可以通过定位件与压紧单元的配合实现对钢筋的定位,并且本装置的通用性强,能够进行多种调节。
附图说明
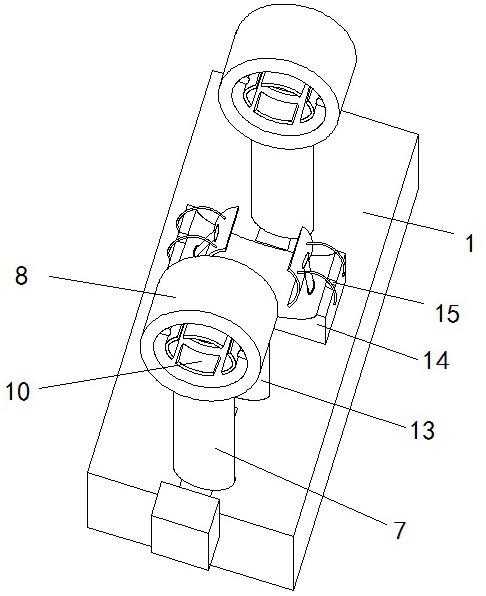
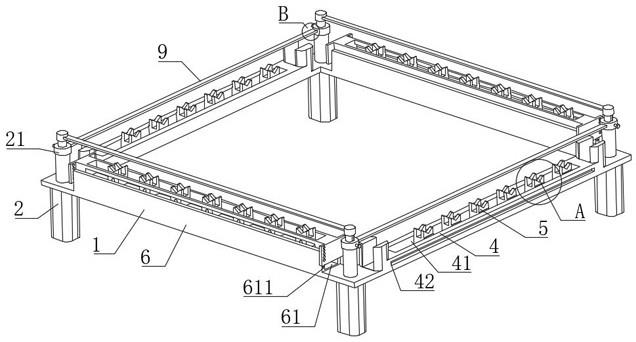
13.图1是本实用新型的结构示意图;图2是图1中横向夹紧机构内定位件的安装示意图;图3是图1中活动件的结构示意图;图4是图1中定位槽与活动件的安装图;图5是压紧气缸的输出轴内的结构图;图6是图1中a部分的放大图;图7为图1中b部分的压紧气缸与压紧板的连接图;图8为图7拆除压紧板的结构图;在图中,1-工作台,11-复位弹簧,2-压紧气缸,200-插口,201-螺纹套筒,202-第二螺栓,21-第一安装块,22-滑槽,23-调节柱,24-第二安装块,4-横向夹紧机构,41-条形槽,42-调节槽,5-定位件,51-三角槽口,52-调节螺栓,6-纵向夹紧机构,61-定位槽,611-第二定位孔,9-压紧单元,91-压紧板,10-活动件,101-第一定位孔。
具体实施方式
14.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明,应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
15.参见图1及图2,本实用新型提供了一种冷轧带肋钢筋焊接网焊接定位装置,该冷轧带肋钢筋焊接网焊接定位装置包括:
16.呈方形结构的工作台1,其包括两组相互垂直设置的横向夹紧机构4及纵向夹紧机构6;
17.参见图1及图6,所述横向夹紧机构4和纵向夹紧机构6内部均安装有若干定位件5,位于所述横向夹紧机构4的定位件5与所述纵向夹紧机构6内的定位件5位于不同高度位置,具体的,所述纵向夹紧机构6内的定位件5相对于横向夹紧机构4内定位件5高出2~10cm,设置高度差是为了实现待焊接钢筋的叠放;所述定位件5的上端设有一三角槽口51,所述三角槽口51实现对放置于其内部的钢筋的定位;利用所述三角槽口51能够对不同直径的钢筋进行位置定位特性来增强装置的通用性;
18.参见图2,另外,位于所述横向夹紧机构4的位置处,所述工作台1上设有条形槽41,所述定位件5滑动安装于所述条形槽41内;位于所述条形槽41的一侧,所述工作台1还设有调节槽42,所述调节槽42内安装有调节螺栓52,所述调节螺栓52的栓帽压紧于所述调节槽42的边缘处,所述调节螺栓52的端部螺接于所述定位件5。将定位件5设为位置可调节的结构,能够进一步增加焊接定位装置的通用性,使得本装置能够进行不同网格大小的钢筋网的焊接定位。
19.所述定位件5上方设有压紧单元9,所述压紧单元9能够实现对置于三角槽口51内的钢筋的压紧,所述压紧单元9包括设于所述工作台1顶角位置的压紧气缸2及连接相邻两个压紧气缸2的压紧板91;在进行定位时,所述压紧气缸2驱动压紧板91进行下降,下降的所述压紧板91实现对置于所述定位件5的三角槽口51内的钢筋的压紧定位。
20.参见图5,优选的是,所述压紧气缸2的输出轴的端部设有第一安装块21,位于所述横向夹紧机构4上方的压紧板91的两端分别可拆卸连接相邻两个压紧气缸2的第一安装块21;所述压紧气缸2的输出轴内开设有一滑槽22,该滑槽22内滑动安装有调节柱23,所述调节柱23与压紧气缸2的输出轴之间通过螺栓压紧调节机构(该机构采用螺栓锁紧的方式进行高度调节,为本领域技术人员所熟知的技术手段)进行高度调节,所述调节柱23的顶端设有第二安装块24,位于所述纵向夹紧机构6上方的压紧板91两端分别连接相邻两个压紧气缸2的第二安装块24。
21.在本实例中,进行焊接定位时,首先控制压紧气缸2带动所述压紧板91进行上升,方便下一步钢筋的放置;
22.将钢筋一一放置于所述纵向夹紧机构6及横向夹紧机构4的定位件5上;
23.最后,控制所述压紧气缸2收缩,处于收缩状态下的压紧气缸2带动压紧板91下降,所述压紧板91对放置于所述定位件5的三角槽口51内的钢筋进行压紧定位。
24.参见图1、图3及图4,优选的是,位于所述纵向夹紧机构6位置处,所述工作台1上设有定位槽61,所述定位槽61内安装有能够进行上下滑动的活动件10,所述活动件10内滑动安装有若干定位件5(活动件10内的定位件5的安装方式与横向夹紧机构4内的定位件5安装方式一致);所述活动件10的下方安装有复位弹簧11,所述复位弹簧11的一端固接于所述活动件10的底端,另一端固接于所述定位槽61的槽底。所述活动件10与定位槽61的槽壁之间设有定位组件,该定位组件包括设于所述活动件10上的若干第一定位孔101、对应所述第一定位孔101并设于所述定位槽61的槽壁上的若干第二定位孔611及贯穿第一定位孔101并螺接于第二定位孔611内的第一螺栓(图中未表示),为了进一步增加装置的通用性,使得本装置在对同一批次的钢筋网进行焊接完毕后,能够用于下一批次不同直径的钢筋网的焊接定位,所以将纵向夹紧机构6与横向夹紧机构4之间的定位件5的高度差设为可调节。在对活动件10进行位置调节完毕后,通过定位组件对活动件10进行位置固定。
25.参见图1、图7及图8,所述压紧板91与第一安装块21之间为可拆卸连接,该连接方式是为了方便钢筋焊接网从焊接定位装置上取下(焊接完毕后)。
26.所述第一安装块21一侧设有一开口侧开的插口200,该插口200内设有定位用的螺纹套筒201,所述压紧板91的连接端设有通孔,所述压紧板91插接于所述插口200内,并且螺纹套筒201插入所述通孔内,所述螺纹套筒201内螺接有第二螺栓202,该第二螺栓202的栓帽压紧于所述压紧板91一侧,通过该第二螺栓202实现对压紧板91沿螺纹套筒201轴线方向
的定位。
27.钢筋焊接网在焊接完毕后,压紧气缸2上升,首先,拆下调节柱23,位于纵向夹紧机构6上方的压紧板91也随之取下;随后,拆下第二螺栓202,将位于横向夹紧机构4上方的压紧板91从所述插口200内拆下,最后,将焊接好的钢筋焊接网向上抬出即可。
28.综上所述,本实用新型提供了一种冷轧带肋钢筋焊接网焊接定位装置包括工作台,其包括垂直设置的横向夹紧机构及纵向夹紧机构;所述横向夹紧机构和纵向夹紧机构上均匀排布有若干定位件,所述定位件的上方设有一三角槽口,所述三角槽口实现对放置于其内部的钢筋的定位;通过所述三角槽口对钢筋进行定位的好处是通用性好,能够对不同直径的钢筋进行定位;所述纵向夹紧机构所定位的工件能够搭设于所述横向夹紧机构所定位的工件之上;设于所述工作台顶角位置的压紧气缸,所述压紧气缸的输出端安装有呈垂直设置的压紧单元,所述压紧单元对应设置于所述定位件,在进行定位时,所述压紧气缸驱动压紧单元进行下移,下移的所述压紧单元对置于所述定位件的三角槽口内的钢筋进行压紧定位。本实用新型可以通过定位件与压紧单元的配合实现对钢筋的定位,并且本装置的通用性强,能够进行多种调节。
29.当然,本实用新型还可有其它多种实施例,在不背离本实用新型精神及其实质的情况下,熟悉本领域的技术人员当可根据本实用新型作出各种相应的改变和变形,但这些相应的改变和变形都应属于本实用新型所附的权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。