1.本发明涉及铸件领域,具体涉及一种铸件拉取机构。
背景技术:
2.铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
3.铸造工艺是利用具有一定性能的原砂作为主要造型材料的铸造方法。
4.现有技术存在以下不足:现有的铸件操作中,铸件在模具中成型后需要将铸件拉取出来,而现有的拉取方式是通过人工手动将铸件拉取,费时费力,且工作效率低,当铸件过大时还有可能对工作人员造成伤害。
5.因此,发明一种铸件拉取机构很有必要。
6.本
技术实现要素:
7.为此,本发明提供一种铸件拉取机构,通过先将缠绕绳从卷扬机内拉出,使分绳上的挂钩勾取拐状钢板,再将拐状钢板插接在铸件左端内部四周,再通过启动电机,使缠绕绳将铸件从模具内拉取出,以解决费时费力,且工作效率低,当铸件过大时还有可能对工作人员造成伤害的问题。
8.为了实现上述目的,本发明提供如下技术方案:一种铸件拉取机构,包括平台,所述平台上端通过螺栓安装驱动装置,所述驱动装置输出端套接限位装置,所述平台右端设有滚动平台,还包括缠绕在所述驱动装置内部的缠绕绳,和放置在所述滚动平台上端的成型铸件模具;
9.所述缠绕绳包括分绳和挂钩,所述分绳连接在所述挂钩的左端,所述挂钩插接拐状钢板的内部;
10.所述铸件模具内部四周插接所述拐状钢板。
11.优选的,所述驱动装置包括电机,所述电机通过螺栓安装在所述平台的上端左侧,所述电机输出端套接驱动轴杆,所述驱动轴杆套接在驱动箱的内部左端。
12.优选的,所述驱动轴杆外壁套接皮带,所述皮带另一端套接轴杆,所述轴杆连接卷扬机。
13.优选的,所述轴杆插接在驱动箱的内部右端,所述卷扬机通过螺栓安装在平台的右端,所述卷扬机内壁套接缠绕绳。
14.优选的,所述限位装置内部套接驱动轴杆,所述限位装置包括支架,所述支架通过螺栓安装在所述平台的上端左侧,所述支架内部上端通过销轴安装拉伸箱,所述支架内部下端通过螺栓安装限位托盘,所述限位托盘之间套接限位滚轴。
15.优选的,所述拉伸箱内部卡接弹簧,所述弹簧右端焊接连杆,所述连杆右端通过销轴安装在所述支架的内部上端。
16.优选的,所述限位滚轴内部套接驱动轴杆。
17.优选的,所述成型铸件模具包括模具和铸件,所述模具内部设有所述铸件,所述铸件内部左端四周插接所述拐状钢板。
18.优选的,所述滚动平台内部左端焊接端口平台,所述滚动平台两端套接滚动辊,所述滚动平台中间套接调位辊,所述滚动平台外壁两端套接限位辊。
19.优选的,所述滚动平台上端套接端口辊。
20.与现有技术相比,该一种铸件拉取机构的优点:
21.本发明通过进行拉取工作时,先将缠绕绳从卷扬机内拉出,使分绳上的挂钩勾取拐状钢板,再将拐状钢板插接在铸件左端内部四周;
22.再启动电机,使电机带动卷扬机转动,收紧缠绕绳,使缠绕绳拉动拐状钢板,使模具与滚动平台右端端口接触,使模具停滞在滚动平台右端端口,从而将铸件拉取到滚动平台上;
23.经过滚动辊和调位辊,在经过调位辊时,由于调位辊厚度大于滚动辊,可在调位辊处手动调整调整铸件的角度;
24.当铸件到达端口平台时,会与端口平台的底端接触,从而停止前进,进而达到拉取出铸件的效果,且达到自动化拉取,增加工作效率的效果;
25.在端口辊的作用下,缠绕绳会在端口辊上作用,带动端口辊转动,达到导向和限位的作用,防止缠绕绳相互缠绕和卡住的效果;
26.通过滚动平台外壁两端套接限位辊,在限位辊的作用下,对铸件进行限位,防止铸件脱离滚动平台的效果;
27.当固定好铸件时,通过启动电机,使电机带动驱动轴杆转动,驱动轴杆带动皮带转动,皮带带动轴杆转动,从而带动卷扬机进行收卷的操作,将铸件从模具内部拉取出来,起到驱动的作用,达到对铸件进行拉取,无需人工手动拉取的效果,且达到自动化,省时省力,增加工作效率,且不存在安全隐患的效果;
28.当驱动装置启动时,驱动轴杆带动限位滚轴进行转动,在限位托盘的作用下,使限位滚轴稳定在限位托盘内转动,从而起到对驱动轴杆进行支撑的作用,达到增加驱动轴杆的稳定性,且防止驱动轴杆过长而抖动的效果;
29.通过支架内部上端通过销轴安装拉伸箱,再通过拉伸箱内部卡接弹簧,弹簧右端焊接连杆,连杆右端通过销轴安装在支架的内部上端;
30.当限位滚轴转动时,在驱动轴杆的作用下,会使限位滚轴左右抖动,从而使弹簧在拉伸箱内部进行拉伸作业,进而起到减震的作用,达到对限位滚轴进行保护,防止限位滚轴磨损过度或卡死的效果。
附图说明
31.图1为本发明提供的整体结构示意图;
32.图2为本发明提供的缠绕绳连接结构示意图;
33.图3为本发明提供的成型铸件模具左视结构示意图;
34.图4为本发明提供的滚动平台结构示意图;
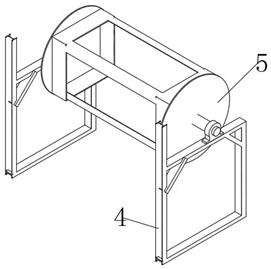
35.图5为本发明提供的限位装置结构示意图;
36.图6为本发明提供的限位装置主视结构示意图;
37.图7为本发明提供的限位托盘右视结构示意图。
38.图中:平台1、驱动装置2、电机21、驱动轴杆22、驱动箱23、皮带24、轴杆25、卷扬机26、限位装置3、支架31、拉伸箱32、弹簧321、连杆322、限位托盘33、限位滚轴34、拐状钢板4、成型铸件模具5、模具51、铸件52、滚动平台6、端口平台61、端口辊611、滚动辊62、调位辊63、限位辊64、缠绕绳7、分绳71、挂钩72。
具体实施方式
39.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
40.参照附图1
‑
7,本发明提供的一种铸件拉取机构,包括平台1、驱动装置2、限位装置3、拐状钢板4、成型铸件模具5、滚动平台6和缠绕绳7;
41.进一步地,驱动装置2通过螺栓安装在平台1的上端,平台1包括电机21、驱动轴杆22、驱动箱23、皮带24、轴杆25和卷扬机26,具体的,电机21通过螺栓安装在平台1的上端左侧,电机21输出端套接驱动轴杆22,驱动轴杆22套接在驱动箱23的内部左端,驱动轴杆22外壁套接皮带24,皮带24另一端套接轴杆25,轴杆25连接卷扬机26,轴杆25插接在驱动箱23的内部右端,卷扬机26通过螺栓安装在平台1的右端,卷扬机26内壁套接缠绕绳7,电机21设置为三相异步电动机,卷扬机26是用卷筒缠绕钢丝绳或链条提升或牵引重物的轻小型起重设备,通过电机21通过螺栓安装在平台1的上端左侧,卷扬机26通过螺栓安装在平台1的右端,起到固定作用,达到防止电机21和卷扬机26再工作时发生偏移和侧翻的效果,通过电机21输出端套接驱动轴杆22,驱动轴杆22套接在驱动箱23的内部左端,驱动轴杆22外壁套接皮带24,皮带24另一端套接轴杆25,轴杆25连接卷扬机26,当固定好铸件52时,通过启动电机21,使电机21带动驱动轴杆22转动,驱动轴杆22带动皮带24转动,皮带24带动轴杆25转动,从而带动卷扬机26进行收卷的操作,将铸件52从模具51内部拉取出来,起到驱动的作用,达到对铸件52进行拉取,无需人工手动拉取的效果,且达到自动化,省时省力,增加工作效率,且不存在安全隐患的效果;
42.进一步地,限位装置3内部套接驱动轴杆22,限位装置3包括支架31、拉伸箱32、弹簧321、连杆322、限位托盘33和限位滚轴34,具体的,支架31通过螺栓安装在平台1的上端左侧,支架31内部上端通过销轴安装拉伸箱32,支架31内部下端通过螺栓安装限位托盘33,限位托盘33之间套接限位滚轴34,拉伸箱32内部卡接弹簧321,弹簧321右端焊接连杆322,连杆322右端通过销轴安装在支架31的内部上端,限位滚轴34内部套接驱动轴杆22,通过支架31通过螺栓安装在平台1的上端左侧,起到固定的作用,达到增加限位装置3稳定性,防止限位装置3偏移或脱落的效果,通过支架31内部下端通过螺栓安装限位托盘33,限位托盘33之间套接限位滚轴34,再通过限位滚轴34内部套接驱动轴杆22,当驱动装置2启动时,驱动轴杆22带动限位滚轴34进行转动,在限位托盘33的作用下,使限位滚轴34稳定在限位托盘33内转动,从而起到对驱动轴杆22进行支撑的作用,达到增加驱动轴杆22的稳定性,且防止驱动轴杆22过长而抖动的效果,通过支架31内部上端通过销轴安装拉伸箱32,再通过拉伸箱32内部卡接弹簧321,弹簧321右端焊接连杆322,连杆322右端通过销轴安装在支架31的内部上端,当限位滚轴34转动时,在驱动轴杆22的作用下,会使限位滚轴34左右抖动,从而使弹簧321在拉伸箱32内部进行拉伸作业,进而起到减震的作用,达到对限位滚轴34进行保
护,防止限位滚轴34磨损过度或卡死的效果;
43.进一步地,滚动平台6上端放置成型铸件模具5,滚动平台6包括端口平台61、端口辊611、滚动辊62、调位辊63和限位辊64,具体的,滚动平台6内部左端焊接端口平台61,滚动平台6上端套接端口辊611,滚动平台6两端套接滚动辊62,滚动平台6中间套接调位辊63,滚动平台6外壁两端套接限位辊64,通过滚动平台6内部左端焊接端口平台61,滚动平台6上端套接端口辊611,滚动平台6两端套接滚动辊62,滚动平台6中间套接调位辊63,当进行拉取工作时,先将缠绕绳7从卷扬机26内拉出,使分绳71上的挂钩72勾取拐状钢板4,再将拐状钢板4插接在铸件52左端内部四周,再启动电机21,使电机21带动卷扬机26转动,收紧缠绕绳7,使缠绕绳7拉动拐状钢板4,使模具51与滚动平台6右端端口接触,使模具51停滞在滚动平台6右端端口,从而将铸件52拉取到滚动平台6上,经过滚动辊62和调位辊63,在经过调位辊63时,由于调位辊63厚度大于滚动辊62,可在调位辊63处手动调整调整铸件52的角度,当铸件52到达端口平台61时,会与端口平台61的底端接触,从而停止前进,进而达到拉取出铸件52的效果,且达到自动化拉取,增加工作效率的效果,在端口辊611的作用下,缠绕绳7会在端口辊611上作用,带动端口辊611转动,达到导向和限位的作用,防止缠绕绳7相互缠绕和卡住的效果,通过滚动平台6外壁两端套接限位辊64,在限位辊64的作用下,对铸件52进行限位,防止铸件52脱离滚动平台6的效果。
44.本发明的使用过程如下:本领域技术人员通过进行拉取工作时,先将缠绕绳7从卷扬机26内拉出,使分绳71上的挂钩72勾取拐状钢板4,再将拐状钢板4插接在铸件52左端内部四周,再启动电机21,使电机21带动卷扬机26转动,收紧缠绕绳7,使缠绕绳7拉动拐状钢板4,使模具51与滚动平台6右端端口接触,使模具51停滞在滚动平台6右端端口,从而将铸件52拉取到滚动平台6上,经过滚动辊62和调位辊63,在经过调位辊63时,由于调位辊63厚度大于滚动辊62,可在调位辊63处手动调整调整铸件52的角度,当铸件52到达端口平台61时,会与端口平台61的底端接触,从而停止前进,进而达到拉取出铸件52的效果,且达到自动化拉取,增加工作效率的效果,在端口辊611的作用下,缠绕绳7会在端口辊611上作用,带动端口辊611转动,达到导向和限位的作用,防止缠绕绳7相互缠绕和卡住的效果,通过滚动平台6外壁两端套接限位辊64,在限位辊64的作用下,对铸件52进行限位,防止铸件52脱离滚动平台6的效果,当固定好铸件52时,通过启动电机21,使电机21带动驱动轴杆22转动,驱动轴杆22带动皮带24转动,皮带24带动轴杆25转动,从而带动卷扬机26进行收卷的操作,将铸件52从模具51内部拉取出来,起到驱动的作用,达到对铸件52进行拉取,无需人工手动拉取的效果,且达到自动化,省时省力,增加工作效率,且不存在安全隐患的效果,当驱动装置2启动时,驱动轴杆22带动限位滚轴34进行转动,在限位托盘33的作用下,使限位滚轴34稳定在限位托盘33内转动,从而起到对驱动轴杆22进行支撑的作用,达到增加驱动轴杆22的稳定性,且防止驱动轴杆22过长而抖动的效果,通过支架31内部上端通过销轴安装拉伸箱32,再通过拉伸箱32内部卡接弹簧321,弹簧321右端焊接连杆322,连杆322右端通过销轴安装在支架31的内部上端,当限位滚轴34转动时,在驱动轴杆22的作用下,会使限位滚轴34左右抖动,从而使弹簧321在拉伸箱32内部进行拉伸作业,进而起到减震的作用,达到对限位滚轴34进行保护,防止限位滚轴34磨损过度或卡死的效果。
45.以上所述,仅是本发明的较佳实施例,任何熟悉本领域的技术人员均可能利用上述阐述的技术方案对本发明加以修改或将其修改为等同的技术方案。因此,依据本发明的
技术方案所进行的任何简单修改或等同置换,尽属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。