1.本实用新型涉及研磨孔技术领域,特别涉及盘形剃齿刀研孔装置。
背景技术:
2.研磨是孔高精度加工的常见工艺。研磨孔需要研磨工装,以便夹持工件、提供研磨件。目前行业内的研孔工装大多结构复杂,且研磨套磨损后不便更换,生产效率低。
技术实现要素:
3.有鉴于此,本实用新型的目的是提供一种结构简单紧凑、使用方便、更换研磨套方便的盘形剃齿刀研孔装置。
4.本实用新型的目的是通过以下技术方案来实现的:
5.盘形剃齿刀研孔装置,包括芯轴、研磨套、防转销、上紧固件、下紧固件;
6.所述芯轴上设有第一圆锥段,所述第一圆锥段设有通孔,所述通孔的轴线与芯轴的轴线位于同一平面且垂直;
7.所述研磨套整体呈圆柱构造;研磨套内设有贯穿两端面的锥孔,所述锥孔与所述芯轴的第一圆锥段的锥度相同;研磨套设有贯穿一侧壁的通孔;研磨套的通孔与芯轴第一圆锥段通孔共轴线,所述所述研磨套穿过所述芯轴的第一圆锥段与芯轴连接;
8.所述上紧固件和下紧固件在研磨套的两端处与芯轴连接,从而实现对研磨套的轴向紧固,上紧固件和下紧固件与芯轴的连接方式均为可拆卸连接;
9.所述防转销插入所述研磨套和芯轴的通孔,以防止研磨套与芯轴发生相对转动;
10.所述芯轴远离第一圆锥段的端部与钻床刀杆主轴连接,芯轴与钻床刀杆主轴的连接方式为可拆卸连接。
11.进一步,所述上紧固件为上螺母,下紧固件为下螺母;所述芯轴的第一圆锥段的两端均设有外螺纹,所述上螺母和下螺母均设有内螺纹;上螺母、下螺母与芯轴的连接方式为螺纹连接。
12.进一步,所述上螺母和下螺母均设有四个沿圆周均匀分布、用于拧紧和松懈螺母的紧固孔。
13.进一步,所述芯轴与钻床刀杆主轴的连接方式为锥面过盈连接。
14.进一步,所述芯轴的远离第一圆锥段的端部为第二圆锥段,芯轴的第二圆锥段的锥向与第一圆锥段的锥向相反。
15.进一步,所述研磨套设有贯穿一侧壁的开口,所述开口与研磨套上的通孔相对,所述开口的轴线与研磨套上的通孔的轴线共线;所述开口的尺寸为2
‑
5mm。
16.进一步,所述研磨套的外壁设有用于夹持、旋转研磨套的凸起。
17.进一步,所述研磨套的通孔为腰型孔,腰型孔的宽度比防转销的外径大1
‑
1.5mm。
18.由于采用了上述技术方案,本实用新型具有如下的有益效果:
19.本实用新型采用芯轴、研磨套、上下螺母、防转销即可实现对孔的研磨,结构简单
紧凑,装配工艺简洁;由于芯轴和研磨套是锥面接触,研磨套外圆直径随着与芯轴装配的位置不同而不同,从而可方便调整研磨套外圆直径,从而满足不同内径的孔的研磨需求,提高装置的适用性和便利性;如果研磨套外圆磨损,可以通过调节上、下螺母在芯轴上的位置来调整研磨套的位置和外圆大小,从而实现了研磨套的重复利用,进一步降低工装成本。
20.本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究,对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。本实用新型的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
21.本实用新型的附图说明如下。
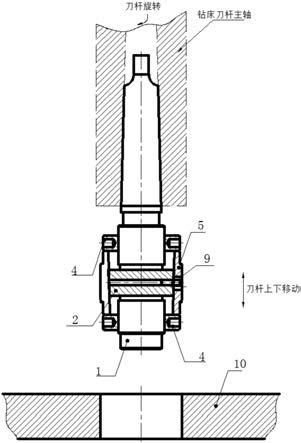
22.图1为本实用新型结构示意图;
23.图2为芯轴示意图;
24.图3为上螺母和下螺母的示意图;
25.图4为研磨套示意图。
具体实施方式
26.为使本实用新型的技术方案、优点和目的更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本技术的保护范围。本实施例中的“上”、“下”、“第一”、“第二”仅为了表述方便,而不是技术特征。
27.下面结合附图和实施例对本实用新型作进一步说明。
28.盘形剃齿刀研孔装置,包括芯轴1、研磨套5、防转销9、上紧固件、下紧固件;
29.芯轴1上设有第一圆锥段2,第一圆锥段2的锥度为1:20,第一圆锥段2设有通孔,通孔的轴线与芯轴1的轴线位于同一平面且垂直;
30.研磨套5整体呈圆柱构造;研磨套5内设有贯穿两端面的锥孔,锥孔与芯轴1的第一圆锥段2的锥度相同,即为1:20;研磨套5设有贯穿一侧壁的通孔7;研磨套5的通孔7与芯轴1第一圆锥段2通孔共轴线,研磨套5穿过芯轴1的第一圆锥段2与芯轴1连接;
31.上紧固件和下紧固件在研磨套5的两端处与芯轴1连接,从而实现对研磨套5的轴向紧固,上紧固件和下紧固件与芯轴1的连接方式均为可拆卸连接;
32.防转销9插入研磨套5和芯轴1的通孔,以防止研磨套5与芯轴1发生相对转动;防转销的直径为4mm,长度为15mm。
33.芯轴1远离第一圆锥段2的端部与钻床刀杆主轴连接,芯轴1与钻床刀杆主轴的连接方式为可拆卸连接。
34.本实施例中,上紧固件为上螺母4,下紧固件为下螺母4;芯轴1的第一圆锥段2的两端均设有外螺纹,上螺母4和下螺母4均设有内螺纹;上螺母4、下螺母4与芯轴1的连接方式为螺纹连接。螺纹规格为m36
×
1.5。
35.本实施例中,上螺母4和下螺母4均设有四个沿圆周均匀分布、用于拧紧和松懈螺
母4的紧固孔。紧固孔均为盲孔,直径为6mm,孔深8mm。
36.本实施例中,芯轴1与钻床刀杆主轴的连接方式为锥面过盈连接。
37.本实施例中,芯轴1的远离第一圆锥段2的端部为第二圆锥段3,芯轴1的第二圆锥段3的锥向与第一圆锥段2的锥向相反。
38.本实施例中,研磨套5设有贯穿一侧壁的开口6,开口6与研磨套5上的通孔相对,开口6的轴线与研磨套5上的通孔的轴线共线;开口6的尺寸为2
‑
5mm。本实施例中,开口6尺寸为3mm。
39.本实施例中,研磨套5的外壁设有用于夹持、旋转研磨套5的凸起。
40.本实施例中,研磨套5的通孔7为腰型孔,腰型孔的宽度比防转销9的外径大1
‑
1.5mm。本实施例中,腰型孔尺寸放为5
×
10,宽度比防转销9的直径大1mm。这样方便防转销9插入,减轻装配难度。
41.本实施例的使用过程如下:
42.1.将研磨套5按指定位置初步装入芯轴1;
43.2.装入上螺母4和下螺母4,调整上螺母4和下螺母4的位置,使得研磨套5的锥孔和芯轴1第一圆锥段2相配合,然后拧紧上螺母4、下螺母4;
44.3.将防转销9插入研磨套5和芯轴1;
45.4.在研磨套5的外壁上涂抹研磨砂;
46.5.开动钻床,手动控制钻装刀杆主轴上下往返运动完成工件10的研磨。
47.本实施例采用芯轴、研磨套、上下螺母、防转销即可实现对孔的研磨,结构简单紧凑,装配工艺简洁;由于芯轴和研磨套是锥面接触,研磨套外圆直径随着与芯轴装配的位置不同而不同,从而可方便调整研磨套外圆直径,从而满足不同内径的孔的研磨需求,提高装置的适用性和便利性;如果研磨套外圆磨损了,可以通过调节上、下螺母在芯轴上的位置来调整研磨套的位置和外圆大小,从而实现了研磨套的重复利用,进一步降低工装成本。
48.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本实用新型的保护范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

