1.本发明涉及零件加工技术领域,尤其是涉及一种钢板弹簧自动化生产线。
背景技术:
2.中国是世界上最大的钢板弹簧制造国和出口国,国内现在大多数钢板弹簧生产企业是其采购钢厂原材料钢坯后进行处理。
3.本技术人发现现有技术中至少存在以下技术问题:在生产钢板弹簧时,购买而来的原材料钢坯仍然需要加热到800
°
以上的适宜生产的温度,即需要将常温的钢坯重新进行二次加热后才能进行后续的热处理,此过程中需要消耗大量的能源,增加成本的同时也不符合节能环保的理念,此外,在生产过程中有多处热处理工序仍需要大量的人工处理,人工成本高昂,设备精准度较底,产生的废料占比也较高,生产效率较低。
技术实现要素:
4.本发明的目的在于提供一种钢板弹簧自动化生产线,以解决现有技术中存在的生产钢板弹簧的原材料钢坯需要二次加热导致消耗大量能源的技术问题。本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
5.为实现上述目的,本发明提供了以下技术方案:
6.一种钢板弹簧自动化生产线,包括轧钢设备、第一传送装置、加热设备和主机,所述轧钢设备的输出端与所述第一传送装置的输入端相邻且对应设置,所述第一传送装置从所述加热设备中穿过,所述第一传送装置的输出端与所述主机的输入端相邻且对应设置。
7.优选地,所述加热设备为中高频感应加热线圈或喷射式燃气炉或电加热箱式炉。
8.优选地,所述第一传送装置包括若干组辊轴,若干组所述辊轴等间距间隔设置并通过支架连接在一起。
9.优选地,所述主机包括沿工件传送方向顺次设置的调直组件、压弯组件、淬火设备、第二传送装置和回火设备,所述第一传送装置的输出端与所述调直组件的输入端相邻且对应设置。
10.优选地,所述调直组件包括若干组竖向组合轮和若干组横向组合轮,若干组所述竖向组合轮和若干组所述横向组合轮依次交替设置,工件依次经过所有的所述竖向组合轮和所有的所述横向组合轮并传送至所述压弯组件处。
11.优选地,所述压弯组件包括第一压弯轮和第二压弯轮,所述工件传送至所述压弯组件时所述第一压弯轮和所述第二压弯轮分别位于所述工件的下方和上方。
12.优选地,所述淬火设备包括淬火液槽、加压泵和喷淋头,所述淬火液槽中存放有淬火液,所述加压泵通过管路分别与所述淬火液槽和所述喷淋头相连通,所述喷淋头的喷头方向朝向所述工件的传送方向。
13.优选地,所述淬火设备还包括动力组件,所述动力组件包括两个动力滚轮,所述工件传送至所述动力组件时两个所述动力滚轮分别位于所述工件的两侧。
14.优选地,所述第二传送装置包括链式传送机,所述链式传送机倾斜设置,所述链式传送机的低位端设置在所述淬火液槽内并且位于淬火液的液面下方,所述链式传送机的高位端与回火设备的输入端相邻且对应设置。
15.优选地,所述主机还包括控制箱,所述控制箱分别与所述轧钢设备、所述第一传送装置、所述加热设备、所述调直组件、所述压弯组件、所述淬火设备、所述第二传送装置和所述回火设备电连接。
16.本发明的有益效果为:通过将轧钢设备和用于后续热处理的主机放置于同一生产线中,使用第一传送装置在两者之间进行传送,利用工件出轧机时较高的温度,正好符合后续热处理的淬火温度,购买来的钢胚可在轧钢完成后直接进行在线热处理,并且在第一传送装置的传送路径上增加加热设备用于对轧制成的工件进行控温,使工件在进入主机时达到最适宜温度,和现有技术中的二次加温生产工艺相比,节省了大量能源,降低成本的同时更加节能环保,整条生产线自动化程度更高,从而提高弹簧钢生产率和质量,节省了人工成本。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1是本发明的结构图;
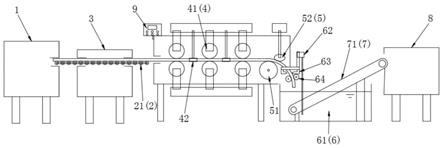
19.图2是本发明中主机的结构图;
20.图中1、轧钢设备;2、第一传送装置;21、辊轴;3、加热设备;4、调直组件;41、竖向组合轮;42、横向组合轮;5、压弯组件;51、第一压弯轮;52、第二压弯轮;6、淬火设备;61、淬火液槽;62、加压泵;63、喷淋头;64、动力组件;7、第二传送装置;71、链式传送机;8、回火设备;9、控制箱。
具体实施方式
21.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
22.在本发明的描述中,需要理解的是,术语“中心”、“侧向”、“长度”、“宽度”、“高度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“侧”等指示的方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对
于本领域的普通技术人员而言,可视具体情况理解上述术语在本发明中的具体含义。
24.实施例一
25.参照图1到图2,本实施例提到了一种钢板弹簧自动化生产线,包括轧钢设备1、第一传送装置2、加热设备3和主机,轧钢设备1的输出端与第一传送装置2的输入端相邻且对应设置,第一传送装置2从加热设备3中穿过,第一传送装置2的输出端与主机的输入端相邻且对应设置,原材料钢坯经过轧钢设备1轧制成型后形成工件,工件离开轧钢设备1时,可以达到1000
°
的温度,然后工件由第一传送装置2进行传送,传送至用于后续热处理的主机,在传送过程中,会有自然的热量损失,温度降低,由于工件在进入主机进行后续热处理时需要达到适宜的温度,也由于不同原材料的淬火温度会存在不同,此时在第一传送装置2上的工件可通过加热设备3进行控温,若加热设备3检测到工件的温度高于适宜温度时,可通过下述的控制箱9降低第一传送装置2的传送速度实现降温,若加热设备3检测到工件的温度低于适宜温度时,可通过启动加热设备3的加热功能实现对工件的加热,使工件的温度在进入主机前保持在840
°
到860
°
之间,以达到最佳处理温度;
26.本实施例通过将轧钢设备1和用于后续热处理的主机放置于同一生产线中,使用第一传送装置2在两者之间进行传送,利用工件出轧机时较高的温度,正好符合后续热处理的淬火温度,购买来的钢胚可在轧钢完成后直接进行在线热处理,并且在第一传送装置2的传送路径上增加加热设备3用于对轧制成的工件进行控温,使工件在进入主机时达到最适宜温度,和现有技术中的二次加温生产工艺相比,节省了大量能源,降低成本的同时更加节能环保,整条生产线自动化程度更高,从而提高弹簧钢生产率和质量,节省了人工成本;
27.轧钢设备1可优选使用轧钢机,轧钢机能够将原材料钢坯轧制成生产钢板弹簧所需要的工件,以便于进行后续热处理。
28.作为可选地实施方式,加热设备3为中高频感应加热线圈或喷射式燃气炉或电加热箱式炉,中高频感应加热线圈采用了感应加热的方法,将工频交流电转换成频率一般为15~200khz甚至更高的交流电,利用电磁感应原理,通过电感线圈转换成相同频率的磁场后,作用于处在该磁场中的工件上,使金属物体的温度急速升高,实现快速加热的目的;喷射式燃气炉和电加热箱式炉也都是加热设备,主要供金属机件或合金钢机件在空气中进行热处理加工之用,采用上述设备中的其中一种作为加热设备3,可以对在第一传送装置2上移动的工件进行加热,当离开加热设备3时使工件具有适宜进行后续热处理的温度,喷射式燃气炉和电加热箱式炉中通常都直接设置有用于感应工件温度的传感器,而中高频感应加热线圈中不直接带有感应工件温度的传感器,可另外单独设置感应工件温度的传感器并且将二者电连接后一起使用。
29.作为可选地实施方式,第一传送装置2包括若干组辊轴21,若干组辊轴21等间距间隔设置并通过支架连接在一起,辊轴21本身为金属材料制成,能够经受由轧钢设备1制成的工件的高温,辊轴21具有动力,工件能够依次有序的从若干组辊轴21上方经辊轴21传送,从轧钢设备1传送至后续的主机设备中。
30.实施例二
31.在实施例一的基础上,作为可选地实施方式,主机包括沿工件传送方向顺次设置的调直组件4、压弯组件5、淬火设备6、第二传送装置7和回火设备8,具体的,第一传送装置2的输出端与调直组件4的输入端相邻且对应设置,调直组件4的输出端与压弯组件5的输入
端相邻且对应设置,压弯组件5的输出端与淬火设备6的输入端相邻且对应设置,第二传送装置7的输入端位于淬火设备6内且其输出端与回火设备8的输入端相邻且对应设置,工件在经过加热设备3保温后,在最适宜的温度状态下依次进行调直作业、压弯作业、淬火作业和回火作业,最终形成钢板弹簧,整体自动化程度更高,提高了生产效率和产品质量,降低了人工成本,降低了能耗,更加绿色环保。
32.作为可选地实施方式,主机还包括裁剪设备,裁剪设备可设置在第一传送装置2与调直组件4之间进行优先的裁剪处理,也可在最终成型成钢板弹簧后再进行精确切割。
33.作为可选地实施方式,调直组件4包括若干组竖向组合轮41和若干组横向组合轮42,每组竖向组合轮41包括两个对称设置在工件传送平面的竖直方向两侧的竖向轮,工件传送至每组竖向组合轮41时两个竖向轮分别对工件的顶部和底部进行调直,每组横向组合轮42包括两个对称设置在工件传送平面的方向两侧的横向轮,工件传送至每组横向组合轮42两个横向轮分别对工件的两个侧部进行调直,若干组竖向组合轮41和若干组横向组合轮42依次交替设置,使调直更加充分,调直效果更好,工件依次经过所有的竖向组合轮41和所有的横向组合轮42并传送至压弯组件5处。
34.作为可选地实施方式,压弯组件5包括第一压弯轮51和第二压弯轮52,工件由调直组件4传送而来,工件传送至压弯组件5时第一压弯轮51和第二压弯轮52分别位于工件的下方和上方,第一压弯轮51为圆形的主动轮,在外部结构作用下能够实现转动,第二压弯轮52为椭圆形形状并且第二压弯轮52始终保持静止,第一压弯轮51和第二压弯轮52在水平方向上错位设置,并结合分别设置而成的圆形和椭圆形的形状实现对工件的压弯作业,压弯作业结束后将工件传送至淬火设备6处。
35.作为可选地实施方式,淬火设备6包括淬火液槽61、加压泵62和喷淋头63,淬火液槽61放置于地面上,淬火液槽61中存放有一定高度的淬火液,确保工件在淬火液槽61中能够完整的浸泡,加压泵62通过管路分别与淬火液槽61和喷淋头63相连通,加压泵62从淬火液槽61中将淬火液加压至喷淋头63处,通过喷淋头63对传送来的工件进行快速淬火,喷淋头63选用密孔喷淋头,使喷淋更加充分,喷淋头63的数量至少为两个,每个喷淋头63的喷头方向均朝向工件的传送方向,多个喷淋头63同时在不同角度对工件进行快速淬火,使喷淋范围更广,喷淋更加充分,防止工件变形,喷淋后的淬火液在重力作用下重新回到淬火液槽61中,使用时加压泵62会重新加压至喷淋头63处,从而实现了淬火液的循环使用,经喷淋后的工件自由下落落入淬火液槽61中,通过淬火液槽61中的淬火液进行继续淬火,淬火设备6通过快速淬火和继续淬火两次淬火步骤,使淬火更加充分,更加均匀,从而提升产品质量。
36.作为可选地实施方式,压弯后的工件经过淬火后,在传送时因其存在一定弧度,导致产生了一定程度的传送困难,传送速度较慢,容易影响整个生产线的传送效率,因此淬火设备6还包括动力组件64,动力组件64包括两个动力滚轮,动力滚轮优选设置在喷淋头63的下方,工件经快速淬火后传送至动力组件64,两个动力滚轮分别位于工件的两侧,压弯的工件能够在两个动力滚轮的带动下更加顺利的自由落体进入淬火液槽61中,从而不影响生产线的整体传送速度,保持和提高了传送效率。
37.作为可选地实施方式,第二传送装置7包括链式传送机71,因工件本身具有一定的重量,并且在淬火过程的最后需要浸泡在淬火液中继续淬火,而传送至回火设备8时需要将工件提升,因此链式传送机71倾斜设置,链式传送机71的低位端设置在淬火液槽61内并且
位于淬火液的液面下方,链式传送机71的高位端与回火设备8的输入端相邻且对应设置,工件经过淬火设备6的快速淬火并经动力组件64牵引拖拽后,能够自由落体掉落至淬火液槽61并浸泡在淬火液中,同时也落在了链式输送机的低位端的顶部,链式输送机是利用链条牵引、承载,或由链条上安装的板条、金属网带和辊道等承载物料的输送机,具有更强的摩擦力,使用于本实施例中,利用其摩擦力将具有一定重量的工件从低位传送至高位的回火设备8中,传送效果更好,工件不易滑脱,本实施例中的回火设备8优选使用回火炉。
38.作为可选地实施方式,主机还包括控制箱9,控制箱9分别与轧钢设备1、第一传送装置2、加热设备3、调直组件4、压弯组件5、淬火设备6、第二传送装置7和回火设备8电连接,控制箱9对上述所有设备均能够实现自动化控制,通过控制箱9内的电脑程序自动化编程控制生产线的全过程,使整条钢板弹簧生产线的自动化程度更高,控制简便并且节省人工成本,尤其对于由加热设备3感应出的工件的实际温度信号进行收集,并通过调整第一传送装置2的速度实现对工件的降温,或通过启动加热设备3实现对工件的加热,使工件的温度在进入主机前保持在840
°
到860
°
之间,以达到最佳处理温度。
39.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

