1.本发明涉及增材制造用金属材料领域,具体而言,涉及一种用于增材制造的铁基合金粉末及其应用、增材制造的超高强钢。
背景技术:
2.随着增材制造技术的发展,特别是选择性激光熔化增材制造技术,其采用层层铺粉选择性激光熔化,计算机辅助设计,可以成形复杂零部件,且其高快加热冷却可以细化所成型材料组织,进而获得性能优于传统方法制造的材料性能。近年来,选择性激光熔化增材制造技术被广泛应用于奥氏体不锈钢及马氏体钢的生产制造。
3.然而,用增材制造生产的奥氏体不锈钢虽然其延伸率较高,但是强度级别较低(600mpa左右),限制了其应用。人们为了获得增材制造高强钢,采用增材制造马氏体钢,例如18ni300马氏体钢,其直接打印态强度达到1200mpa,为了获得更高强度必须通过后续的长时间的时效热处理,通过析出强化来提高其强度,但是析出物对塑韧性恶化较严重。如增材制造18ni300马氏体钢在经过时效热处理后强度达到2000mpa左右,但是延伸率恶化严重只有2%左右。而直接打印超高强度马氏体钢(如m2、h13工具钢)由于增材制造高快冷速特点易导致较大的残余应力,应力集中致使在制备过程中会产生裂纹开裂问题,限制了增材制造超高强钢的应用及发展。
4.有鉴于此,特提出本发明。
技术实现要素:
5.本发明的第一目的在于提供一种用于增材制造的铁基合金粉末,该铁基合金粉末成本低,采用这种铁基合金粉末制备成的超高强钢在具有超高强的同时,还无裂纹产生,具有优异的塑性及冲击韧性,解决了超高强钢打印易开裂、塑性及韧性差的问题。
6.本发明的第二目的在于提供一种增材制造的超高强钢,由所述的铁基合金粉末制成,这种超高强钢与马氏体时效钢相比,具有无需后续热处理的优点;与m2工具钢相比,具有打印过程中不易开裂的优点。这种无裂纹的超高强钢,抗拉强度高达1900mpa,延伸率高达12.5%,室温下v型缺口夏比冲击高达33.5j/cm2。
7.本发明的第三目的在于提供所述的铁基合金粉末的应用,应用范围比较广,可以广泛应用于增材制造技术,具有成本低、无裂纹、塑性及冲击韧性高的优点。
8.为了实现本发明的上述目的,特采用以下技术方案:
9.一种用于增材制造的铁基合金粉末,所述铁基合金粉末的化学成分按质量百分比计为:c:0.2%
‑
0.5%、ni:2.0%
‑
10.0%、mn:0.2%
‑
2.5%、si:0.2%
‑
1.5%、cr:0.5%
‑
1.5%、mo:0.1%
‑
1.2%、v:0.1%
‑
1.2%,余量为fe。
10.申请人付出了大量创造性的劳动,提供了一种用于增材制造的铁基合金粉末,这种铁基合金粉末中的c和ni、mn元素在增材制造超高强钢时起到稳定奥氏体的作用。具体
的,c和ni、mn三种元素均为奥氏体稳定化元素,除此之外,c可以通过固溶强化强化基体,但是c过高会形成脆性珠光体,需加入其它稳定奥氏体元素ni来平衡,mn的作用与ni元素相似,ni和mn的加入,不仅为了稳定奥氏体,而且可以抑制碳化物析出,使c获得较好的强化基体效果,从而获得具有高塑韧的超高强钢。发明人通过调整铁基合金粉末中各组分的配比,使增材制造过程中的超高强钢获得含有大量残余奥氏体的多相组织,例如:c:0.44%、ni:4.98%、mn:0.88%,可以使硬相马氏体的相变开始温度降至250℃左右,而增材制造的超快冷却速率,使奥氏体来不及完全转化为马氏体,即室温组织其中含有大量的残余奥氏体其余为马氏体基体,本发明的奥氏体体积分数在40%
‑
50%。这些残余奥氏体在增材制造过程中可以通过发生马氏体相变释放应力,减少应力集中,释放增材制造中的残余应力,起到抗开裂的作用,从而获得无裂纹的增材制造超高强钢。并且,残余奥氏体还可以通过发生马氏体相变产生相变诱发塑性效应,使所制备的超高强钢具有高的塑性及冲击韧性。
11.因此,本发明提供的铁基合金粉末用于增材制造制备超高强钢,使制备出的超高强钢拥有超高强的同时,具有优异的塑性及冲击韧性,无裂纹产生,能够广泛用于增材制造模具钢、结构钢等。解决了超高强钢打印易开裂、塑性及韧性差的问题。
12.除此之外,本发明提供的用于增材制造的铁基合金粉末成分简单、成本低廉,应用前景广泛。并且,与马氏体时效钢(如18ni300)相比,本发明提供的超高强钢具有无需后续热处理的优点。
13.优选的,所述铁基合金粉末的化学成分按质量百分比计为:c:0.20%
‑
0.45%、ni:2.12%
‑
9.65%、mn:0.25%
‑
2.45%、si:0.21%
‑
1.45%、cr:0.45%
‑
1.45%、mo:0.15%
‑
1.15%、v:0.11%
‑
1.15%,余量为fe。
14.所述用于增材制造的铁基合金粉末采用上述配比,将其用于增材制造制备超高强钢,能够进一步提高超高强钢的塑性及冲击韧性,并且无裂纹缺陷。
15.更优选的,所述铁基合金粉末的化学成分按质量百分比计为:c:0.38%、ni:8.32%、mn:2.34%、si:0.69%、cr:0.96%、mo:0.56%、v:0.72%,余量为fe。
16.在一些具体的实施方式中,所述铁基合金粉末的化学成分按质量百分比计为:c:0.25%、ni:9.32%、mn:1.25%、si:0.56%、cr:0.53%、mo:0.89%、v:0.25%,余量为fe。
17.在一些具体的实施方式中,所述铁基合金粉末的化学成分按质量百分比计为:c:0.44%、ni:4.98%、mn:0.88%、si:1.2%、cr:0.77%、mo:0.52%、v:1.08%,余量为fe。
18.所述用于增材制造的铁基合金粉末采用上述配比,将其用于增材制造制备超高强钢,能够更进一步的提高超高强钢的塑性及冲击韧性,并且无裂纹缺陷。
19.具体的,本发明提供的超高强钢的屈服强度高达806mpa,抗拉强度高达1900mpa,延伸率高达12.5%,室温夏比冲击韧性高达33.5j/cm2。
20.优选的,所述铁基合金粉末的粒径介于15
‑
53μm之间。
21.优选的,所述铁基合金粉末的形貌为球形,并且球形度好。
22.一种增材制造的超高强钢,由所述的铁基合金粉末制成。
23.优选的,所述超高强钢的抗拉强度>1800mpa。
24.优选的,所述铁基合金粉末的延伸率>10%。
25.优选的,所述铁基合金粉末的室温夏比冲击韧性>32j/cm2。
26.由本发明提供的铁基合金粉末经增材制造制备的超高强钢,具有优异的塑性及冲
击韧性,并且,无裂纹缺陷,具有很好的应用前景。
27.另外,本发明提供的超高强钢与马氏体时效钢相比具有无需后续热处理的优点,与m2工具钢相比具有打印过程中不易开裂的优点,其室温下v型缺口夏比冲击高达33.5j/cm2,具有无裂纹的优点。
28.所述的铁基合金粉末在增材制造中的应用。
29.优选的,所述增材制造为选择性激光熔化增材制造。
30.随着增材制造技术的发展,选择性激光熔化增材制造技术也日益凸显,选择性激光熔化增材制造技术被广泛应用于奥氏体不锈钢及马氏体钢的生产制造。因此,开发出适应于增材制造超高强钢的铁基合金粉末具有重大的意义。
31.优选的,所述选择性激光熔化增材制造的激光功率为160
‑
180w。
32.在一些具体的实施方式中,所述选择性激光熔化增材制造的激光功率为160w、163w、167w、171w、174w、177w、180w。
33.优选的,所述选择性激光熔化增材制造的扫描速度为800
‑
1200mm/s。
34.在一些具体的实施方式中,所述选择性激光熔化增材制造的扫描速度为800mm/s、825mm/s、870mm/s、930mm/s、985mm/s、1030mm/s、1075mm/s、1100mm/s、1145mm/s、1178mm/s、1200mm/s。
35.激光功率和扫描速度会影响选择性激光熔化增材制造制备出的超高强钢的性能。因此,选择合适的参数同样至关重要。本发明提供的上述激光功率和扫描速度的范围,将其用于增材制造制备超高强钢,能够更进一步的提高超高强钢的塑性及冲击韧性。
36.优选的,所述选择性激光熔化增材制造的扫描间距为0.05mm。
37.优选的,所述选择性激光熔化增材制造的铺粉厚度0.03mm。
38.扫描间距和铺粉厚度同样会影响选择性激光熔化增材制造制备出的超高强钢的性能,本发明提供的上述扫描间距和铺粉厚度的参数,将其用于增材制造制备超高强钢,能够更进一步的提高超高强钢的塑性及冲击韧性。
39.与现有技术相比,本发明的有益效果为:
40.(1)采用本发明提供的铁基合金粉末用于增材制造制备得到的超高强钢,在具有超高强的同时,还具有优异的塑性及冲击韧性,抗拉强度高达1900mpa,延伸率高达12.5%。
41.(2)本发明提供的超高强钢与马氏体时效钢(如18ni300)相比具有无需后续热处理的优点,与m2工具钢、h13工具钢等相比具有打印过程中不易开裂的优点,室温下v型缺口夏比冲击高达33.5j/cm2,获得了具有无裂纹的超高强钢。
42.(3)本发明提供的铁基合金粉末及超高强钢成分简单、成本低廉,应用前景广泛。
附图说明
43.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
44.图1是本发明实施例1的超高强钢与商用h13高强模具钢的直接打印态的宏观拉伸样品对比示意图;
45.图2是本发明实施例2的铁基合金粉末的形貌图;
46.图3是本发明实施例2的超高强钢的形貌图;
47.图4是本发明实施例2的超高强钢中的残余奥氏体的x射线衍射结果示意图;
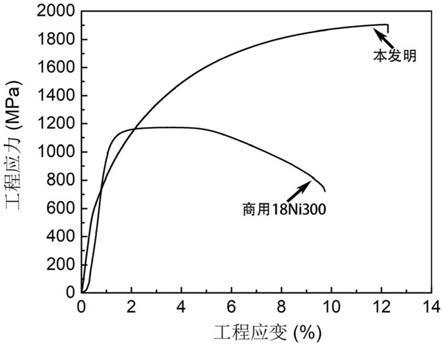
48.图5是本发明实施例2的超高强钢与商用模具钢18ni300在相同增材制造参数下的拉伸应力应变曲线对比示意图。
具体实施方式
49.下面将结合附图和具体实施例对本发明的技术方案进行清楚、完整地描述,但是本领域技术人员将会理解,下列所描述的实施例是本发明一部分实施例,而不是全部的实施例,仅用于说明本发明,而不应视为限制本发明的范围。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
50.实施例1
51.本实施例所述铁基合金粉末的化学成分按质量百分比计为:
52.c:0.44%、ni:4.98%、mn:0.88%、si:1.2%、cr:0.77%、mo:0.52%、v:1.08%,余量为fe。
53.将上述铁基合金粉末用选择性激光熔化3d打印设备(hbd100)进行增材制造制得超高强钢,选择性激光熔化增材制造参数如下:激光功率180w,扫描速度900mm/s,扫描间距0.05mm,铺粉厚度0.03mm。
54.实施例2
55.本实施例所述铁基合金粉末的化学成分按质量百分比计为:
56.c:0.38%、ni:8.32%、mn:2.34%、si:0.69%、cr:0.96%、mo:0.56%、v:0.72%,余量为fe。
57.将上述铁基合金粉末用选择性激光熔化3d打印设备(hbd100)进行增材制造制得超高强钢,选择性激光熔化增材制造参数如下:激光功率180w,扫描速度1200mm/s,扫描间距0.05mm,铺粉厚度0.03mm。
58.实施例3
59.本实施例所述铁基合金粉末的化学成分按质量百分比计为:
60.c:0.25%、ni:9.32%、mn:1.25%、si:0.56%、cr:0.53%、mo:0.89%、v:0.25%,余量为fe。
61.将上述铁基合金粉末用选择性激光熔化3d打印设备(hbd100)进行增材制造制得超高强钢,选择性激光熔化增材制造参数如下:激光功率160w,扫描速度800mm/s,扫描间距0.05mm,铺粉厚度0.03mm。
62.对比例1
63.本对比例所述铁基合金粉末的化学成分按质量百分比计为:
64.c:0.11%、ni:3.5%、mn:0.8%、si:0.5%、cr:0.55%、mo:0.5%、v:0.10%,余量为fe。
65.将上述铁基合金粉末用选择性激光熔化3d打印设备(hbd100)进行增材制造制得
超高强钢,选择性激光熔化增材制造参数与实施例1一致。
66.对比例2
67.本对比例所述铁基合金粉末的化学成分按质量百分比计为:
68.c:0.44%、ni:4.98%、mn:0.88%、si:1.2%、cr:0.77%、mo:0.52%、v:1.08%,余量为fe。
69.将上述铁基合金粉末用选择性激光熔化3d打印设备(hbd100)进行增材制造制得超高强钢,选择性激光熔化增材制造参数如下:激光功率120w,扫描速度1300mm/s,扫描间距0.05mm,铺粉厚度0.03mm。
70.实施例1
71.对本发明实施例1
‑
3、对比例1
‑
2制备得到的超高强钢进行力学性能(包括室温拉伸性能及夏比冲击性能)测试,测试结果如下表1所示。
72.其中,各实施例及对比例中拉伸样品形状及尺寸根据astm e8制备,夏比冲击样品形状及尺寸根据gb/t 229
‑
2007制备。
73.表1各实施例及对比例增材制造制得超高强钢的力学性能
[0074][0075][0076]
从表1能够看出,采用本发明提供的铁基合金粉末制备成的超高强钢的抗拉强度高达1900mpa,延伸率高达12.5%,室温下v型缺口夏比冲击高达33.5j/cm2。可见,这种超高强钢在具有超高强的同时,还具有优异的塑性及冲击韧性,无裂纹产生。
[0077]
通过比较实施例1与对比例1可知,只有采用本发明提供的铁基合金粉末的用量配比制备超高强钢,才能使其塑性及冲击韧性更加优异。
[0078]
通过比较实施例1与对比例2可知,只有采用本发明提供的选择性激光熔化增材制造参数制备超高强钢,才能使其塑性及冲击韧性更加优异。
[0079]
超高强钢的无裂纹宏观拉伸样品对比。实施例1所生产的增材制造超高强钢与商用h13高强模具钢的直接打印态的宏观拉伸样品对比示意图如图1所示。可以看出,实施例1的超高强钢无裂纹。
[0080]
这是因为,本发明提供的铁基合金粉末中的c和ni、mn元素在增材制造超高强时起到稳定奥氏体的作用,使增材制造过程中获得含有大量残余奥氏体的多相组织。残余奥氏体在增材制造过程中通过发生马氏体相变释放应力,减少应力集中,进而起到了抗开裂的
作用。
[0081]
本发明实施例2的铁基合金粉末的形貌图如图2所示。其粒径介于15
‑
53μm之间,球形度好。
[0082]
本发明实施例2所生产的增材制造超高强钢的扫描电镜形貌图如图3所示。
[0083]
本发明实施例2所生产的增材制造超高强钢中的残余奥氏体的x射线衍射结果示意图如图4所示。
[0084]
本发明实施例2所生产的增材制造超高强钢与商用模具钢18ni300在相同增材制造参数下的拉伸应力应变曲线对比图如图5所示。其中,实施例2增材制造超高强钢的抗拉强度为1900mpa,延伸率为12.5%;而商用模具钢18ni300的抗拉强度为1170mpa,延伸率为9.8%。可见,与商用模具钢18ni300相比,本发明提供的超高强钢的抗拉强度和延伸率显著提高。
[0085]
这是因为,本发明提供的铁基合金粉末中的c和ni、mn元素在增材制造超高强时起到稳定奥氏体的作用,使增材制造过程中获得含有大量残余奥氏体的多相组织。而残余奥氏体通过发生马氏体相变产生相变诱发塑性效应,使所制备的超高强钢具有高的塑性及冲击韧性。
[0086]
尽管已用具体实施例来说明和描述了本发明,然而应意识到,以上各实施例仅用以说明本发明的技术方案,而非对其限制;本领域的普通技术人员应当理解:在不背离本发明的精神和范围的情况下,可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围;因此,这意味着在所附权利要求中包括属于本发明范围内的所有这些替换和修改。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

