1.本发明涉及锁具技术领域,更具体地说,涉及一种易钻孔且排屑快的锁体钢及其制备方法。
背景技术:
2.挂锁是锁具世界中最古老、最庞大的家族,其它锁具都是从挂锁这门类中繁衍、派生而来的。浙江浦江县目前为我国挂锁生产和销售的最大集散地,其每年生产出的挂锁超过30万吨。挂锁按材质主要分为不锈钢挂锁、铜挂锁、铁挂锁和锌合金挂锁,其中铁挂锁因价格低、钻孔加工性能好,使用最为普遍,因此产量也最大。
3.目前,市面上的铁挂锁锁体主要以ht200灰口铸铁材质居多,虽然灰口铸铁中因存在大量球状或片状石墨,硬度低、易钻孔、排屑快、散热快,对钻头磨损小,为挂锁锁体的连续化钻孔加工提供了保证,但其塑性和韧性差,难以进行锻造和轧制,因而现有主要采用感应炉熔炼 模铸成型进行生产,该工艺不但需要消耗大量的电力,而且生产效率低下,对环境污染较大,随着国家环保政策的逐渐严苛及对高能耗产业的深化转型要求,有必要对挂锁材料及生产工艺进行优化,开发出新一代低能耗、高生产率的环境友好型锁体材料。
技术实现要素:
4.1、发明要解决的技术问题
5.本发明的目的在于克服现有技术中锁体钢采用灰口铸铁难以进行锻造和轧制的问题,提供一种易钻孔且排屑快的锁体钢及其制备方法;本发明通过优化各组分,限制钢中硬质元素和硬质相含量,避免钻头钻孔过程因升温相变而磨损,延长钻头寿命;同时,通过复合添加bi、se和优化钢中mn、s含量,有效控制了锁体钢的mn(s,se)、铁素体和珠光体尺寸和形态,进一步降低了钢的硬度,提高其钻孔过程排屑、断屑能力和钻头寿命,且获得的钢可进行铸轧一体化大规模工业生产。
6.2、技术方案
7.为达到上述目的,本发明提供的技术方案为:
8.本发明的一种易钻孔且排屑快的锁体钢,其化学成分按质量百分比计为:c:0.01~0.03%,si:0~0.04%,mn:1.6%~2.0%,p:0.010%~0.030%,s:0.40%~0.55%,bi:0.15%~0.22%,se:0.005%~0.01%,t[o]:0.003%~0.006%,b:0.004%~0.006%,其余为fe和不可避免的杂质。
[0009]
本发明的一种易钻孔且排屑快的锁体钢的制备方法,其过程为:
[0010]
(1)采用真空感应炉进行冶炼,并浇铸成钢锭;
[0011]
(2)将钢锭锻成钢坯;
[0012]
(3)对钢坯进行热轧;
[0013]
(4)轧后钢坯快速放入820~850℃的马弗炉中保温5~8min,随后进行空冷,待钢坯表面温度空冷至710℃左右时再放入700℃~730℃的马弗炉中继续保温5~8min后空冷
至室温;
[0014]
(5)除去钢坯表面的氧化层,获得锁体钢。
[0015]
作为本发明的更进一步改进,在锻造过程中,其铸锭加热温度为1180℃,保温时间为1.5h,锻后成尺寸为60mm
×
120mm
×
l的钢坯。
[0016]
作为本发明的更进一步改进,在热轧的过程中,其钢坯开轧温度为1180℃,终轧温度为880
±
10℃。
[0017]
作为本发明的更进一步改进,在轧制过程中,其开轧初始厚度为60mm,进行8道次轧制,终轧厚度为13.5mm。
[0018]
作为本发明的更进一步改进,通过抛丸去除钢坯表面的氧化层。
[0019]
作为本发明的更进一步改进,在抛丸处理过程中,采用抛丸机去除钢坯表面的氧化层,其抛丸量为120kg/min,抛丸时间为18min,抛丸初速度为76m/s。
[0020]
3、有益效果
[0021]
采用本发明提供的技术方案,与已有的公知技术相比,具有如下显著效果:
[0022]
(1)本发明的一种易钻孔且排屑快的锁体钢,基于目前的易切削钢成分体系,优化碳、硅含量,限制钢中硬质元素和硬质相含量,避免钻头钻孔过程因升温相变而磨损,延长钻头寿命;此外,通过复合添加bi、se和优化钢中mn、s含量,有效控制了锁体钢的mn(s,se)、铁素体和珠光体尺寸和形态,进一步降低了钢的硬度,提高其钻孔过程排屑、断屑能力和钻头寿命,使得该锁体钢可以进行铸轧一体化大规模工业生产;
[0023]
(2)本发明的一种易钻孔且排屑快的锁体钢,将c含量控制在0.05%以下,一方面满足低成本转炉冶炼的要求,另一方面可有效抑制珠光体、渗碳体或其他含碳硬质相的生成;同时,严格控制si的含量,在保证锁体钢具有一定的强度的同时,有效减少fesi硬质相的生成;此外,控制se和o含量分别控制在0.005%~0.01%和0.003%~0.006%之间可促进mns以大棒状形式析出,进一步减小钻孔抗力;
[0024]
(3)本发明的一种易钻孔且排屑快的锁体钢,其b含量控制在0.004%~0.006%,可抑制bi的晶界偏聚,提高钢的高温热塑性,避免轧制裂纹生成,b含量太高会降低冷却过程奥氏体向铁素体的转变温度,从而造成基体晶粒尺寸变小和硬度增加;此外,mn和s是提高锁体钢钻孔性能的主要合金元素,其含量需高于不同含硫易切削钢,才能保证钻孔速度和排屑能力,同时,bi含量控制在0.15%~0.22%可进一步提高钻屑能力和断屑排出。
[0025]
(4)本发明的一种易钻孔且排屑快的锁体钢的制备方法,在冷却的过程中,其轧后钢坯快速放入820~850℃的马弗炉中保温5~8min,随后进行空冷,待钢坯表面温度空冷至710℃左右时再放入700℃~730℃的马弗炉中继续保温5~8min后空冷至室温。在820~850℃的马弗炉中保温5~8min以促进晶界附近mn(s,se)的析出和粗大化,促使晶界附近应力集中加剧而进一步促进钻孔过程的裂纹传播,减小钻孔抗力;在700℃~730℃的马弗炉中保温5~8min可促使铁素体晶粒长大并抑制珠光体析出,进一步降低钢的硬度,提高其钻孔过程的排屑、断屑能力和钻头散热速度;
[0026]
(5)本发明的一种易钻孔且排屑快的锁体钢的制备方法,其冶炼、轧制及轧后冷却工艺可实现连续化工业生产,制得的成品在钻孔过程易钻孔、排屑快,钻头磨损少,可完全替代现有的ht200灰口铸铁挂锁材料,满足连续化钻孔加工作业;此外,成品钢坯可用于加工成挂锁和葫芦锁锁体,也可广泛用于精密零部件的切削加工和制造。
附图说明
[0027]
图1为表1中对比例6的短带状钻屑形貌。
[0028]
图2为实施例1轧后850℃保温8min 700℃保温8min的短塔形钻屑形貌(钻头直径为5mm)。
[0029]
图3为实施例1轧后850℃保温8min 700℃保温8min的短塔形钻屑形貌的实物图(钻头直径为10mm)。
[0030]
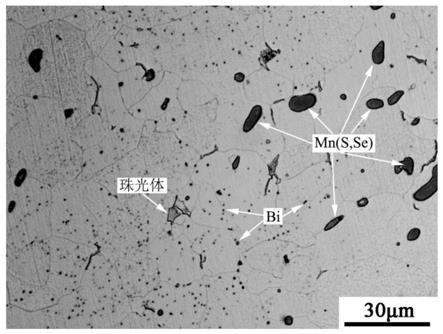
图4为实施例1轧后850℃保温8min 700℃保温8min的金相组织。
具体实施方式
[0031]
为进一步了解本发明的内容,结合附图和实施例对本发明作详细描述。
[0032]
实施例1
[0033]
本实施例的一种易钻孔且排屑快的锁体钢,其化学成分按质量百分比计为:c:0.012%,si:0.013%,mn:1.64%,p:0.012%,s:0.405%,bi:0.214%,se:0.0093%,t[o]:0.0045%,b:0.0056%,其余为fe和不可避免的杂质。
[0034]
实施例2
[0035]
本实施例的一种易钻孔且排屑快的锁体钢,其化学成分按质量百分比计为:c:0.018%,si:0.031%,mn:1.77%,p:0.025%,s:0.461%,bi:0.197%,se:0.0079%,t[o]:0.0031%,b:0.0041%,其余为fe和不可避免的杂质。
[0036]
实施例3
[0037]
本实施例的一种易钻孔且排屑快的锁体钢,其化学成分按质量百分比计为:c:0.026%,si:0.026%,mn:1.83%,p:0.018%,s:0.504%,bi:0.153%,se:0.0061%,t[o]:0.0054%,b:0.0052%,其余为fe和不可避免的杂质。
[0038]
实施例4
[0039]
本实施例的一种易钻孔且排屑快的锁体钢,其化学成分按质量百分比计为:c:0.024%,si:0.037%,mn:1.97%,p:0.030%,s:0.548%,bi:0.171%,se:0.0057%,t[o]:0.0048%,b:0.0045%,其余为fe和不可避免的杂质。
[0040]
上述实施例1
‑
4采用以下按照以下工艺步骤和技术参数进行制备,同时对比例5
‑
12也按照相同的工艺步骤进行,对比例5
‑
12的化学组分见表1
[0041]
表1本发明各实施例及对比例的化学成分/%
[0042]
试样csimnpst[o]biseb本发明
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
实施例10.0120.0131.640.0120.4050.00450.2140.00930.0056实施例20.0180.0311.770.0250.4610.00310.1970.00790.0041实施例30.0260.0261.830.0180.5040.00540.1530.00610.0052实施例40.0240.0371.970.0300.5480.00480.1710.00570.0045对比
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
对比例50.0420.0571.660.0350.3690.00400.1420.00470.0053对比例60.0500.0551.580.0360.3540.00450.1350.00240.0055对比例70.0410.0541.520.0440.3510.00520.11800.0041
对比例80.0460.0571.540.0410.3360.00560.08300.0044对比例90.0430.0691.550.0430.3670.0054000对比例100.0650.0731.230.0450.3260.0075000对比例110.0550.0031.670.0900.5500.01910.16000.0101对比例120.0550.0041.270.0720.5300.01890.16000.0126
[0043]
(1)冶炼:按上述成分采用真空感应炉冶炼并铸成100kg钢锭;
[0044]
(2)锻造:铸锭在1180℃的马弗炉中加热并保温1.5h,再锻造成为60mm
×
120mm
×
l的钢坯;
[0045]
(3)热轧:钢坯经1180℃均热后,进行8道次热轧,即由60mm
→
50mm
→
42mm
→
36mm
→
30mm
→
24mm
→
19
→
15.5mm
→
13.5mm,终轧温度为880
±
10℃;
[0046]
(4)轧后冷却:轧后钢坯快速放入820~850℃的马弗炉中保温5~8min,随后进行空冷,待钢坯表面温度空冷至710℃左右时再放入700℃~730℃的马弗炉中继续保温5~8min后空冷至室温;
[0047]
(5)抛丸处理:采用抛丸机去除钢坯表面的氧化层,且在整个处理过程中,其设定抛丸量为120kg/min,抛丸时间为18min,抛丸初速度为76m/s,叶轮转速为2200r/min,叶轮直径为450mm;
[0048]
(6)抛丸后的钢坯切割成25mm
×
25mm
×
12.5mm的锁体尺寸以备连续化钻孔使用。
[0049]
对各实施例以及对比例所获得的锁体钢进行如下测试,结果见表2:
[0050]
采用锁体用工业钻床进行连续化自动钻孔(钻头直径为5mm,转数为5000r/min)实验,通过基体铁素体平均尺寸、珠光体面积比和材质硬度、钻屑大小、钻头头部温度评价材质的钻孔加工性能,采用莱卡金相显微镜和adobe photoshop软件观察、统计基体铁素体平均尺寸(截线法)和珠光体面积比(珠光体面积/总视场面积),采用维氏硬度计测量材质的维氏硬度,采用红外热像仪测量钻头单次钻孔结束后的头部最高温度。
[0051]
表2各锁体钢中铁素体平均尺寸、珠光体面积比、硬度、钻屑形状和钻头头部温度
[0052]
试样铁素体平均尺寸/μm珠光体面积比/%硬度/hv钻屑形状钻头头部温度/℃实施例117.81.0112短塔形295实施例217.21.1115短塔形303实施例316.61.3114短塔形311实施例416.51.3118短塔形308对比例516.11.6127短带状325对比例615.81.7126短带状332对比例716.51.6136——对比例816.61.6135——对比例916.51.6141——对比例1014.22.2148——对比例119.12.0155——对比例1210.41.9166——
[0053]
上表中“—”代表钻头钻孔时直接报废,无法取得钻屑并测量钻头温度
[0054]
结合表1和表2,与对比例5
‑
10相比,本发明的实施例1
‑
4的钢中c、si含量分别降低到0.012~0.026%和0.013%~0.037%,mn、s、bi含量分别提高到1.64%~1.97%、
0.405%~0.548%、0.153%~0.214%,对应产品的铁素体平均尺寸增加16.5~17.8μm,珠光体面积比降低到1.0%~1.3%,硬度降低到112~118hv,钻屑形状转变为短塔形,钻孔过程钻头温度降到295~311℃,产品满足连续化钻孔加工生产要求。
[0055]
此外,在4组实施例中选取钻孔性能最优的2组(实施例1和实施例2)在奥氏体 铁素体不同温度区间保温一定时间,以此获得轧后冷却制度与基体铁素体尺寸、珠光体面积比、材质硬度、钻屑形状和钻头头部温度的定量关系,从而进一步提高材质的钻孔加工性能,具体结果见表3。
[0056]
表3实施例1和实施例2在不同轧后冷却工艺下的检测结果
[0057][0058]
上表中“—”代表钻头钻孔时直接报废,无法取得钻屑并测量钻头温度
[0059]
从表可以看出,2组实施例获得最优钻孔加工性能的最佳轧后冷却工艺为:820~
850℃保温5~8min 700℃~730℃保温5~8min,对应的产品铁素体平均尺寸为25.2~26.8μm,珠光体面积比为0.5%~0.6%,硬度为94~97hv,钻屑形貌为短塔形,钻孔过程钻头温度为253~261℃。
[0060]
此外,如图1、图2和图3所示,可以看出,对比例6而言,其钻屑形状为短带状,对于带状的钻屑而言,其长度较长,因而在钻屑时,不易排出,进而导致钻屑与钻头长期接触,钻头的热量导不出来,同时,也极容易造成钻头的磨损;而对于实施例1而言,其钻屑形状为短塔形,短塔形相对于短带状而言,在钻屑的过程中,更容易排出,因而钻头与钻屑之间的接触时间短,钻头的磨损以及热量也就相对较小,从而更加有利于钻屑。
[0061]
图4为实施例1方案14的金相组织,其基体组织基本为全铁素体,只有少量珠光体,其钢中易切削相bi的尺寸很小,只有1~2μm,易切削相mn(s,se)呈短棒状,尺寸在5~15μm之间。
[0062]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

