1.本实用新型涉及板坯连铸中间包控制技术领域,具体地说是指一种板坯连铸中间包的钢水液面控制装置。
背景技术:
2.板坯连铸的生产过程中,钢水从大包的滑动水口注入到中间包,再由中间包流入到结晶器,然后在冷却水作用下凝固形成铸坯,并由拉坯机拉出结晶器。中间包设于大包与结晶器之间,在钢坯连铸生产中起着重要作用。其一,中间包具有均匀钢水成分及温度的作用,使钢水中的浮渣上浮至表面,提高连铸板坯的质量。其二,在钢水大包转换、吊运过程,确保具有足够量的钢水连续进入结晶器,保证连铸的顺利进行。而保持中间包钢水液面的稳定是实现以上作用的基础。
3.传统的中间包钢水液面控制,主要是采用涡流仪传感器检测结晶器内的钢水液面浸入深度,并将测量得到的钢水液面高度发送给plc控制器,由plc控制器控制中间包塞棒上下位置以调节中间包的钢水流量。然而由于涡流仪传感器受高温环境及水冷效果影响较大,检测量程及精度不稳定,特别是实际液位的跟随,从设定开始到注流响应存在滞后。
4.日本专利jp2002018563公开了一种中间包钢水液位控制方法,该控制方法采用在中间包底部埋设两个电磁线圈,利用电磁法来检测中间包液位,然后通过控制中间包塞棒上下位置来调节中间包流出的钢水量,从而控制中间包液位。但是,该方法在埋设线圈时需要对中间包进行改造,同时线圈在高温环境下容易损坏。
5.综上,目前对中间包钢水液面的控制主要存在受高温环境及水冷效果影响较大,液面检测精度低、稳定性差,或者需要对中间包底部进行改造,改造工序较为繁琐等。
技术实现要素:
6.本实用新型提供一种板坯连铸中间包的钢水液面控制装置,以解决现有钢水液面检测受高温环境及水冷效果影响较大,液面检测精度低、稳定性差,或者需要对中间包底部进行改造,改造工序较为繁琐等缺点。
7.本实用新型采用如下技术方案:
8.一种板坯连铸中间包钢水液面控制装置,包括plc系统,所述plc系统分别与大包的滑动水口开关和中间包的塞棒升降机构控制连接,该板坯连铸中间包钢水液面控制装置还包括电磁液位传感器,所述电磁液位传感器与所述plc系统通信连接,该电磁液位传感器安装于板坯连铸外弧侧相对应的中间包上端面,所述电磁液位传感器包括红外线探头及耐高温黑体管,所述红外线探头竖直固定于中间包内钢水液面的上方,所述耐高温黑体管包覆在所述红外线探头的外部。
9.进一步地,所述中间包上端面设有一个包盖,该包盖顶面上开设一个与所述中间包内部相通的通孔,所述红外线探头从所述通孔伸入所述中间包内部。
10.进一步地,上述板坯连铸中间包钢水液面控制装置还包括一个l型连接杆,所述l
型连接杆的水平段横放于所述包盖顶面上,该l型连接杆的竖直段与所述红外线探头固定连接。
11.由上述对本实用新型结构的描述可知,和现有技术相比,本实用新型具有如下优点:该实用新型的板坯连铸中间包钢水液面控制装置,采用非接触式的电磁液位传感器替代现有的涡流仪传感器来感应并检测中间包内的钢水液面有效深度,红外线探头固定于中间包钢水液面的上方,在红外线探头插入耐高温的黑体管,利用热辐射,以电磁波的性能将能量自热源(钢水液面)传送至吸收体(红外线探头),辐射能转换为热能,采集温度变化,并将温度变化的信号发送至plc系统,由plc系统对生产过程中大包的滑动水口开关和中间包的塞棒升降机构进行自动调整。该实用新型可排除钢水液面浮渣、保温覆盖剂隔阻的干扰,保证中间包内钢水液面的恒定。
附图说明
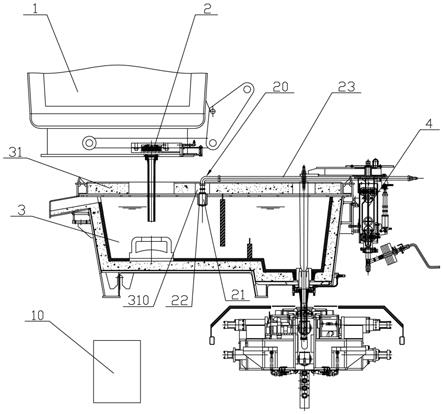
12.图1为本实用新型的结构示意图。
具体实施方式
13.下面参照附图说明本实用新型的具体实施方式。为了全面理解本实用新型,下面描述到许多细节,但对于本领域技术人员来说,无需这些细节也可实现本实用新型。对于公知的组件、方法及过程,以下不再详细描述。
14.一种板坯连铸中间包钢水液面控制装置,参照图1,包括plc系统10和电磁液位传感器20。其中,plc系统10分别与大包1的滑动水口开关2和中间包3的塞棒升降机构4控制连接,电磁液位传感器20与所述plc系统10通信连接,该电磁液位传感器20安装于板坯连铸外弧侧相对应的中间包3上端面。
15.参照图1,电磁液位传感器20包括红外线探头21及耐高温黑体管22,所述红外线探头21竖直固定于中间包3内钢水液面的上方,所述耐高温黑体管22包覆在所述红外线探头21的外部。
16.参照图1,上述中间包3上端面设有一个包盖31,该包盖31顶面上开设一个与所述中间包内部相通的通孔310,所述红外线探头21从所述通孔伸入所述中间包内部。
17.参照图1,上述板坯连铸中间包钢水液面控制装置还包括一个l型连接杆23,所述l型连接杆23的水平段横放于所述包盖31顶面上,该l型连接杆23的竖直段与所述红外线探头21固定连接。该l型连接杆23可在包盖31吊起之前,由操作人员手持,以将电磁液位传感器20提起,防止电磁液位传感器20在包盖31吊装时掉落损坏。
18.本实用新型的板坯连铸中间包钢水液面控制装置,利用热辐射,以电磁波的性能将能量自热源(钢水液面)传送至吸收体(红外线探头),辐射能转换为热能,采集温度变化,并将温度变化的信号发送至plc系统,由plc系统对生产过程中大包1的滑动水口开关2和中间包3的塞棒升降机构4进行自动调整。
19.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
技术特征:
1.一种板坯连铸中间包钢水液面控制装置,包括plc系统,所述plc系统分别与大包的滑动水口开关和中间包的塞棒升降机构控制连接,其特征在于:还包括电磁液位传感器,所述电磁液位传感器与所述plc系统通信连接,该电磁液位传感器安装于板坯连铸外弧侧相对应的中间包上端面,所述电磁液位传感器包括红外线探头及耐高温黑体管,所述红外线探头竖直固定于中间包内钢水液面的上方,所述耐高温黑体管包覆在所述红外线探头的外部。2.如权利要求1所述的一种板坯连铸中间包钢水液面控制装置,其特征在于:所述中间包上端面设有一个包盖,该包盖顶面上开设一个与所述中间包内部相通的通孔,所述红外线探头从所述通孔伸入所述中间包内部。3.如权利要求2所述的一种板坯连铸中间包钢水液面控制装置,其特征在于:还包括一个l型连接杆,所述l型连接杆的水平段横放于所述包盖顶面上,该l型连接杆的竖直段与所述红外线探头固定连接。
技术总结
一种板坯连铸中间包钢水液面控制装置,包括PLC系统和电磁液位传感器,PLC系统分别与大包的滑动水口开关和中间包的塞棒升降机构控制连接,电磁液位传感器与PLC系统通信连接,该电磁液位传感器安装于板坯连铸外弧侧相对应的中间包上端面,所述电磁液位传感器包括红外线探头及耐高温黑体管,所述红外线探头竖直固定于中间包内钢水液面的上方,所述耐高温黑体管包覆在所述红外线探头的外部。该实用新型利用热辐射,以电磁波的性能将能量自钢水液面传送至红外线探头,辐射能转换为热能,采集温度变化,并将温度变化的信号发送至PLC系统,由PLC系统对生产过程中大包的滑动水口开关和中间包的塞棒升降机构进行自动调整。间包的塞棒升降机构进行自动调整。间包的塞棒升降机构进行自动调整。
技术研发人员:郑永平 王龙飞
受保护的技术使用者:福建三钢闽光股份有限公司
技术研发日:2020.12.24
技术公布日:2021/10/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

