1.本发明属于轧钢生产技术领域,更具体地说,涉及一种高强耐候耐低温铁路货运敞车用热轧帽型钢及其生产工艺。
背景技术:
2.铁路货运敞车是一种重要的货运交通工具,主要用于装运煤炭、砂石、散粒货物、集装箱货物等,其车辆底盘的承重中梁为帽型钢,目前铁路货运敞车的中梁主要为冷弯帽型钢或采用热轧乙字钢双拼焊接而成。采用冷弯成型的帽型钢,其角部的内应力较大,且需要对板材进行切割下料,工序复杂繁琐,耗费大量人力成本。采用热轧乙字钢双拼焊接而成的帽型钢,其焊缝区域的抵抗动载荷的疲劳性能下降,且铁路货运敞车在运输过程中处于长时间的动载荷,从而使得在焊缝处极易出现裂纹,进而严重影响整车的安全性。
3.如果能够设计一种热轧一次成型的帽型钢,不仅能大大降低其制造成本,用于铁路货运敞车中使用还能够进一步提高整车的安全性。另外,由于铁路货运敞车多在不同的气候区域中穿梭运行,服役环境较为恶劣,且覆盖国内的多种不同气候区域,帽型钢作为铁路货车底盘的承重中梁,对其强度、高耐候性、耐低温性能要求也较高。因此,目前迫切需要一种同时具有高强度耐候耐低温的热轧帽型钢。
4.经检索,关于帽型钢及其生产工艺已有相关专利公开。如,中国专利申请号为:201410648138.2,申请日为:2014年11月14日,发明创造名称为:帽型钢成型方法。该申请案提供的方法包括成型翅膀、成型腰部、成型底部、精成型四个步骤,四个步骤均通过上辊和下辊轧制完成。该申请案中帽型钢成型方法适用的领域为冷弯型钢成型领域,采用钢板冷弯的方式进行成型,其腰部带有椭圆凸起,同时腿、脚无法实现直角过渡,其角部的内应力较大,这种产品无法适用于铁路货运敞车的中梁。
5.又如,中国专利申请号为:201820468123.1,申请日为:2018年4月4日,发明创造名称为:一种帽型钢。该申请案中的帽型钢包括长条形的型钢本体,型钢本体的截面为帽型结构,型钢本体包括一个上钢边、两个下钢边、两个侧钢边;上钢边与侧钢边的连接处呈第一圆弧,侧钢边与下钢边的连接处呈第二圆弧;型钢本体的内壁位于侧钢边的中部设有呈圆弧形空心状的第一加强筋。该申请案中帽型钢成型方法适用的领域为冷弯型钢成型领域,采用钢板冷弯的方式进行成型,其腿、脚采用的是圆弧过渡,且内腔空间小,这种产品无法适用于铁路货运敞车的中梁。
技术实现要素:
6.1.要解决的问题
7.针对现有铁路货运敞车中使用的帽型钢,其强度、高耐候性、耐低温性能相对较差,且其在生产时难以一次热轧成型,工艺复杂繁琐、制造成本较高的不足,本发明提供了一种高强耐候耐低温铁路货运敞车用热轧帽型钢及其生产工艺。采用本发明的技术方案能
够有效解决上述问题,最终得到外观成型质量,强度、耐候性及耐低温性均优良的帽型钢,从而满足其在铁路货运敞车中的使用需求,进一步提高整车的安全性,经济效益较高。
8.2.技术方案
9.为了解决上述问题,本发明所采用的技术方案如下:
10.本发明的一种高强耐候耐低温铁路货运敞车用热轧帽型钢,按质量百分比,其熔炼化学成分配比为:c:0.10~0.15%,si:0.20~0.65%,mn:1.40~1.55%,p:≤0.020%,s:≤0.015%,cr:0.3~1.0%,ni:0.025~0.065%,cu:0.30~0.55%,nb:0.030~0.045%,h:≤0.0002%,n:≤0.008%,alt:0.020~0.040%,其余为fe及微量残余元素。
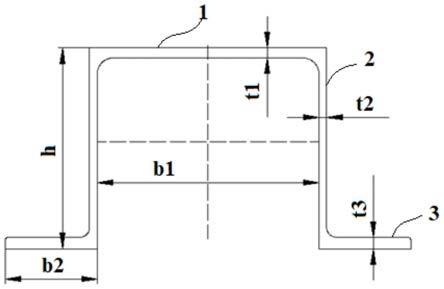
11.更进一步的,所述帽型钢包括水平分布的腰部,其两端分别对称设有竖直分布的直腿和水平分布的平腿,直腿垂直于腰部,平腿垂直于直腿且位于直腿远离腰部的一侧,腰部顶部两端分别与直腿外侧上端采用直角过渡连接,腰部底部两端分别与直腿内侧上端采用圆弧过渡连接;直腿外侧下端与平腿顶部一端采用圆弧过渡连接,直腿内侧下端与平腿底部一端采用直角过渡连接;平腿上远离腰部的一端加工为圆弧形。
12.更进一步的,所述帽型钢的高度h偏差在
±
3mm范围内,内宽b1偏差在
±
4mm范围内,平腿长度b2偏差在
±
3mm范围内,腰部厚度t1、直腿厚度t2、平腿厚度t3的偏差均在
±
1mm范围内,每米弯曲度≤3mm,帽型钢的屈服强度rel≥450mpa,抗拉强度rm≥550mpa,断后伸长率a≥25%,
‑
40℃低温冲击功kv2≥120j,且无明显的表面缺陷。
13.上述帽型钢的生产工艺,其生产工艺流程为:高炉铁水
→
铁水预处理
→
转炉冶炼
→
吹氩站
→
lf精炼
→
rh精炼
→
连铸坯全保护浇铸
→
帽型钢轧制
→
帽型钢矫直;其中,帽型钢轧制工艺包括bd1开坯轧制
→
bd2开坯轧制
→
二辊往复精轧。
14.更进一步的,所述bd1开坯轧制流程为:坯料首先经过k、j孔进行轧制,再经过i孔轧制进行预变形,同时对轧件进行切分,使其呈现蝶状,其宽度在705mm~715mm之间,高度在270~290mm之间,各部位采用圆角过渡;
15.所述bd2开坯轧制流程为:轧件在h孔中往复轧制2道次,然后在g孔中单向轧制1道次,并控制单道次的压缩比≤1.40,总的压缩比≤3.0;
16.所述二辊往复精轧包括依次进行的第一阶段轧制和第二阶段轧制,其中,第一阶段轧制过程为:轧件依次经过f、e、d孔,来回往复轧制,往复轧制时保证终轧温度在900~950℃,总的压缩比≥2.0;第二阶段轧制过程为:轧件依次在c、b、a孔中各轧制一个道次。
17.更进一步的,bd1开坯轧制时,坯料经过k、j孔共轧制5~7道次,总压缩比为1.20~1.25;轧件在i孔中往复轧制2道次,轧件的压缩比为1.31~1.36。此bd1阶段控制开轧温度为1200~1250℃,终轧温度为1180~1230℃。
18.更进一步的,在bd2开坯轧制过程中,轧件经h孔轧制时给h孔配置上压力,压力值控制在60~65mm之间,在该孔型中轧件的压缩比控制为1.30~1.35;轧件经g孔轧制时,在该孔型中轧件的压缩比控制为1.22~1.27。此bd2阶段控制开轧温度为1170~1210℃,终轧温度为1150~1200℃。
19.更进一步的,二辊往复精轧的第一阶段轧制时,轧件经f孔轧制时给f孔配置上压力,压力值在65~70mm之间;轧件经e孔轧制时给e孔配置上压力,压力值在25~30mm之间;轧件经d孔轧制时给d孔配置上压力,压力值在58~63mm之间,本阶段轧件依次经f、e、d孔轧制时,控制开轧温度为1000~1100℃,终轧温度为950~1000℃,压缩比为1.60~1.65;本阶
段轧件依次经d、e、f孔轧制时,控制开轧温度950~1000℃之间,终轧温度900~950℃之间,压缩比为1.25~1.30。
20.更进一步的,在二辊往复精轧的第二阶段轧制时,轧件经c孔轧制时给c孔配置上压力,压力值控制在37~42mm之间;轧件经b孔轧制时给b孔配置上压力,压力值控制在20~25mm之间;轧件经a孔轧制时给a孔配置上压力,压力值控制在45~50mm之间。本阶段轧件依次经c、b、a孔轧制,控制开轧温度880~950℃之间,终轧温度850~950℃之间,压缩比为1.50~1.55之间。
21.更进一步的,帽型钢矫直时采用门式九辊矫直机进行矫直;控制矫直温度为30~90℃,稳定矫直速度为2.0~3.0m/s。
22.3.有益效果
23.相比于现有技术,本发明的有益效果为:
24.(1)本发明的一种高强耐候耐低温铁路货运敞车用热轧帽型钢,通过对其组分及其配比进行优化,配合合适的轧制工艺,能够得到外观质量较好,表面无明显缺陷的帽型钢。同时,通过在钢中nb进行微合金化,加入将促进钢中nb(c、n)化合物析出,起到细化晶粒作用,同时有效减小动态再结晶,进一步促进轧制过程中的晶粒细化,同时提高钢的强度及塑韧性;添加cr、cu元素能提高钢的抗腐蚀能力;ni元素能起到固溶强化作用,提高钢的低温韧性。通过cr、ni、cu、nb的合金成分设计,能够有效保证所得帽型钢的的屈服强度rel≥450mpa,抗拉强度rm≥550mpa,断后伸长率a≥21%,
‑
40℃低温冲击功kv2≥24j,进而可以有效满足不同气候条件下和恶劣服役环境下的使用要求,保证整车使用安全性的同时,显著提高了车辆使用寿命。
25.(2)本发明的一种高强耐候耐低温铁路货运敞车用热轧帽型钢的生产工艺,通过对帽型钢的轧制工艺进行优化设计,尤其是设计多阶段分别轧制,具体为,轧制时坯料依次经过bd1开坯轧制、bd2开坯轧制、往复精轧,最后矫直,从而实现了从坯料到帽型钢的一次热轧成型,简化了轧制生产过程,大大降低工艺设计难度和制造成本。同时,通过对轧制过程的控制,一方面能够加工得到直腿垂直腰部的帽型钢,另一方面,所得帽型钢具有强度高、耐候性及耐低温性能均较高的特点,有效满足了其在不同环境下的使用效果。
26.(3)本发明的一种高强耐候耐低温铁路货运敞车用热轧帽型钢的生产工艺,通过对各阶段的轧制工艺进行细化控制,尤其是帽型钢轧制过程的使用的轧辊孔型分布进行合理配置和设计,能够实现对坯料进入各孔型中轧制的顺序进行控制,从而使得轧件在各个孔型中都能保证充满度,也使得轧件外形保持直条形,减少轧件上翘程度,降低了轧件撞击导卫而造成生产事故的风险,有利于现场生产控制。
27.(4)本发明的一种高强耐候耐低温铁路货运敞车用热轧帽型钢的生产工艺,针对不同阶段轧件在轧制时,对其相关工艺参数进行严格控制,如,开轧温度、终轧温度、压缩比及压力值,从而有效促进了轧制过程中的轧件组织晶粒细化,所得帽型钢组织的晶粒度可达到9级,金相组织以细小的多边形铁素体 少量细珠光体为主。同时,轧制时稳定性较高,外观成型效果较好。
附图说明
28.图1为本发明的帽型钢成品形状结构示意图;
29.图2为本发明的bd1开坯轧制时轧辊孔型及孔型配置图;
30.图3为本发明的bd2开坯轧制时轧辊孔型及孔型配置图;
31.图4为本发明的往复精轧时轧辊孔型及孔型配置图;
32.图5为采用本发明的实施例1中所得帽型钢的显微组织照片。
33.图中:
34.1、腰部;2、直腿;3、平腿。
具体实施方式
35.本发明一种高强耐候耐低温铁路货运敞车用热轧帽型钢,按质量百分比(wt%),成分设计上,按质量百分比(wt%),熔炼化学成分配比为:c:0.10~0.15,si:0.20~0.65,mn:1.40~1.55,p:≤0.020,s:≤0.015,cr:0.3~1.0,ni:0.025~0.065,cu:0.30~0.55,nb:0.030~0.045,h:≤0.0002,n:≤0.008,alt:0.020~0.040,其余为fe及微量残余元素。其生产的工艺流程为:高炉铁水
→
铁水预处理
→
转炉冶炼
→
吹氩站
→
lf精炼
→
rh精炼
→
连铸坯全保护浇铸
→
帽型钢轧制
→
帽型钢矫直。其中,帽型钢轧制工艺包括bd1开坯轧制
→
bd2开坯轧制
→
往复精轧。本发明生产得到的帽型钢其外形如图1所示,包括水平分布的腰部1,其两端分别对称设有竖直分布的直腿2和水平分布的平腿3,直腿2垂直于腰部1,平腿3垂直于直腿2且位于直腿2远离腰部1的一侧,腰部1顶部两端分别与直腿2外侧上端采用直角过渡连接,腰部1底部两端分别与直腿2内侧上端采用圆弧过渡连接;直腿2外侧下端与平腿3顶部一端采用圆弧过渡连接,直腿2内侧下端与平腿3底部一端采用直角过渡连接;平腿3上远离腰部1的一端加工为圆弧形。本发明通过对其组分及其配比进行优化,配合合适的轧制工艺,能够得到外观质量较好,表面无明显缺陷的帽型钢。具体的,本发明的帽型钢的高度h偏差在
±
3mm范围内,内宽b1偏差在
±
4mm范围内,平腿长度b2偏差在
±
3mm范围内,腰部厚度t1、直腿厚度t2、平腿厚度t3的偏差均在
±
1mm范围内,每米弯曲度≤3mm,帽型钢的屈服强度rel≥450mpa,抗拉强度rm≥550mpa,断后伸长率a≥25%,
‑
40℃低温冲击功kv2≥120j。
36.本发明热轧帽型钢生产用的轧辊孔型设计及孔型配置见图2~4。具体的,如图2所示,在bd1开坯轧制过程中,坯料首先经过k、j两个箱型孔进行轧制,在生产过程中可根据实际情况合理分配k型孔和j型孔的轧制次数,轧件先经过k孔型轧制,有需要时可辅以j型孔进行轧制,共轧制5~7道次即可,两个孔型主要是对坯料尺寸进行缩减,总压缩比为1.20~1.25。i孔为一个异型孔,主要对轧件进行预变形,同时对轧件进行切分,使其呈现蝶状,其宽度在705mm~715mm之间,高度在270~290mm之间,各部位采用圆角过渡。同时,为了防止轧件上翘,保证轧件条形尺寸,本发明通过在bd1轧辊孔型配置中,轧件在i孔中往复轧制2道次,在该孔型中轧件的压缩比控制为1.31~1.36。此bd1阶段控制开轧温度为1200~1250℃,终轧温度为1180~1230℃。
37.如图3所示,在bd2开坯轧制过程中,h孔使得腿部拉伸延长,脚部长度延伸,其宽度在710mm~720mm之间,高度在300~320mm之间,各部位采用圆角过渡,在实际轧制过程中,轧件经h孔轧制后上翘严重,因此在bd2轧辊孔型配置中,给h孔配置上压力,压力值在60~65mm之间,轧件在h孔中往复轧制2道次,在该孔型中轧件的压缩比为1.30~1.35。g孔轧制使轧件各个部位的厚度减薄,脚部长度延伸,其宽度在720mm~730mm之间,高度在300~
320mm之间,各部位采用圆角过渡,在实际轧制过程中,轧件在g孔轧制后上翘,因此给g孔配置上压力,压力值在37~42mm之间,轧件在g孔中单向轧制1道次,在该孔型中轧件的压缩比为1.22~1.27。开坯轧制过程中单道次的压缩比≤1.40,总的压缩比≤3.0,能有效避免钢中组织发生动态再结晶,进一步促进轧制过程中的晶粒细化。此bd2阶段控制开轧温度为1170~1210℃,终轧温度为1150~1200℃。
38.如图4所示,采用三架两辊可逆式轧机,从前到后顺序排列,将f、e、d、c、b、a孔分别配置在三架轧机轧辊上,具体的配置方式如图4所示,轧件在f、e、d孔中往复轧制1个道次,轧制流程顺序按照图4中1、2射线方向所示,1表示第1道次,2表示第2道次。需要说明的是,该两道次主要是轧件各部位的厚度进行减薄,使脚部宽展延伸,脚的长度是热轧成型帽型钢的关键,在实际生产中,经常会出现脚部长度不足的废品,本发明为了保证脚的长度能满足要求,分别在f、e、d孔型脚部中间部位采用弧度折弯设计,增加脚的总长度,预折弯脚在热弯孔轧平后,脚部得以伸展,脚的总长度增加,进而得到满足要求的帽型钢。根据生产实绩,弧度折弯夹角为r1=155~160
°
之间、r2=160~165
°
之间、r3=165~170
°
之间。
39.此外,本发明为了同时保证产品性能及产品尺寸及条形满足要求,需要根据生产实绩,对孔型在轧辊上的配置中,预加轧制压力,压力值的大小根据实绩,通过设计该孔型的轧辊工作直径实现。其中,f孔宽度在730mm~740mm之间,高度在290~300mm之间,各部位采用圆角过渡,f孔配置上压力,根据生产实绩,压力值在65~70mm之间。e孔宽度在730mm~740mm之间,高度在300~310mm之间,各部位采用圆角过渡,e孔配置上压力,根据生产实绩,压力值在25~30mm之间。d孔宽度在735mm~745mm之间,高度在310~320mm之间,各部位采用圆角过渡,d孔配置上压力,根据生产实绩,压力值在58~63mm之间。本阶段第1道次控制开轧温度在1000~1100℃之间,终轧温度在950~1000℃之间,压缩比为1.60~1.65,本阶段第2道次开轧温度在950~1000℃之间,终轧温度在900~950℃之间,压缩比为1.25~1.30。保证终轧温度在900~950℃,且此阶段1、2道次总的压缩比≥2.0的条件下,将促进钢中nb(c、n)化合物析出,细小的析出物起到细化晶粒作用,同时也可有效减小动态再结晶,进一步促进轧制过程中的晶粒细化,同时提高钢的强度及塑韧性,通过此方法,使得钢中组织的晶粒度达到9级,金相组织以细小的多边形铁素体 少量细珠光体为主,显微组织照片可参见图5。
40.轧件在c、b、a孔中各轧制一个道次,轧制流程顺序如图4中3箭头所示,该道次主要是对轧件进行热弯,同时各部位的厚度进行减薄,也使得脚部长度方向宽展延伸,对脚的中间弧形折弯部位进行逐渐轧平,另外,对帽型钢内腔夹角逐渐减小,其中θ1=25~30
°
之间、θ2=16~21
°
之间、θ3=8~12
°
之间,通过该设计,使脚长延伸增加,满足产品尺寸要求。其中,c孔宽度在725mm~730mm之间,高度在308~312mm之间,各部位采用圆角过渡,c孔配置上压力,根据生产实绩,压力值在37~42mm之间。b孔宽度在700mm~710mm之间,高度在310~315mm之间,各部位采用圆角过渡,b孔配置上压力,根据生产实绩,压力值在20~25mm之间。a孔宽度在690mm~300mm之间,高度在310~315mm之间,各部位采用圆角过渡,a孔配置上压力,根据生产实绩,压力值在45~50mm之间。本阶段轧件依次经c、b、a孔轧制,控制开轧温度880~950℃之间,终轧温度850~950℃之间,压缩比为1.50~1.55之间。
41.矫直过程采用门式九辊矫直机进行矫直;控制矫直温度为30~90℃,每个矫直辊为独立电机驱动,数量为9个,稳定矫直速度为2.0~3.0m/s之间。
42.下面结合具体实施例对本发明进一步进行描述。
43.实施例1
44.本实施例的一种热轧帽型钢,其组分按质量百分比为:c:0.12%,si:0.45%,mn:1.5%,p≤0.020%,s≤0.015%,cr:0.7%,ni:0.055%,cu:0.40%,nb:0.035%,h≤0.0002%,n≤0.008%,alt:0.030%,其余为fe及微量残余元素。采用本发明的生产工艺进行生产,其中轧制工艺参数控制如下:
45.bd1开坯轧制阶段控制的工艺参数为:坯料经过k、j孔共轧制7道次,总压缩比为1.23;进行i孔轧制时,轧件的压缩比为1.36。此bd1阶段控制开轧温度为1245℃,终轧温度为1205℃。
46.bd2开坯轧制阶段控制的工艺参数为:轧件经h孔轧制时给h孔配置的压力值为60~65mm,压缩比为1.32。轧件经g孔轧制时,给g孔配置的压力值在37~42mm之间,压缩比为1.25。此bd2阶段控制开轧温度为1990℃,终轧温度为1156℃,
47.往复精轧的第一阶段轧制控制的工艺参数为:轧件经f孔轧制时给f孔配置的压力值为65~70mm;轧件经e孔轧制时给e孔配置的压力值为25~30mm;轧件经d孔轧制时给d孔配置的压力值为58~63mm。本阶段轧件依次经f、e、d孔轧制时,控制开轧温度为1050℃,终轧温度为990℃,压缩比为1.65。本阶段轧件依次经d、e、f孔轧制时,控制开轧温度980℃,终轧温度940℃,压缩比为1.28。
48.往复精轧的第二阶段轧制控制的工艺参数为:轧件经c孔轧制时给c孔配置的压力值为37~42mm;轧件经b孔轧制时给b孔配置的压力值为20~25mm;轧件经a孔轧制时给a孔配置的压力值为45~50mm。本阶段轧件依次经c、b、a孔轧制,控制开轧温度920℃,终轧温度890℃,压缩比为1.53。
49.帽型钢矫直时采用门式九辊矫直机进行矫直;控制矫直温度为70℃,稳定矫直速度为2.6m/s。
50.所得帽型钢的形状结构基本同图1所示,其显微组织照片如图5所示。对其力学性能进行测试,测试结果如表1所示。
51.实施例2
52.本实施例的一种热轧帽型钢,其组分按质量百分比为:c:0.1%,si:0.65%,mn:1.40,p≤0.020%,s≤0.012%,cr:0.3%,ni:0.065%,cu:0.30%,nb:0.030%,h≤0.0002%,n≤0.008%,alt:0.020%,其余为fe及微量残余元素。采用本发明的生产工艺进行生产,其中轧制工艺参数控制如下:
53.bd1开坯轧制阶段控制的工艺参数为:坯料经过k、j孔共轧制5道次,总压缩比为1.20;进行i孔轧制时,轧件的压缩比为1.36。此bd1阶段开轧温度为1241℃,终轧温度为1206℃。
54.bd2开坯轧制阶段控制的工艺参数为:轧件经h孔轧制时给h孔配置的压力值为65mm,压缩比为1.35。轧件经g孔轧制时,压缩比为1.22。此bd2阶段开轧温度为1193℃,终轧温度为1163℃,
55.往复精轧的第一阶段轧制控制的工艺参数为:轧件经f孔轧制时给f孔配置的压力值为65mm;轧件经e孔轧制时给e孔配置的压力值为30mm;轧件经d孔轧制时给d孔配置的压力值为63mm。本阶段轧件依次经f、e、d孔轧制时,开轧温度为993℃,终轧温度为978℃,压缩
比为1.60。本阶段轧件依次经d、e、f孔轧制时,控制开轧温度965℃之间,终轧温度929℃之间,压缩比为1.25。
56.往复精轧的第二阶段轧制控制的工艺参数为:轧件经c孔轧制时给c孔配置的压力值为42mm;轧件经b孔轧制时给b孔配置的压力值为25mm;轧件经a孔轧制时给a孔配置的压力值为45mm。本阶段轧件依次经c、b、a孔轧制,控制开轧温度926℃,终轧温度883℃,压缩比为1.55。
57.帽型钢矫直时采用门式九辊矫直机进行矫直;控制矫直温度为60℃,稳定矫直速度为2.2m/s。
58.所得帽型钢的形状结构基本同图1,其显微组织照片基本同图5。对其力学性能进行测试,测试结果如表1所示。
59.实施例3
60.本实施例的一种热轧帽型钢,其组分按质量百分比为:c:0.15%,si:0.20%,mn:1.55%,p≤0.020%,s≤0.015%,cr:1.0%,ni:0.025%,cu:0.55%,nb:0.045%,h≤0.0002%,n≤0.008%,alt:0.040%,其余为fe及微量残余元素。采用本发明的生产工艺进行生产,其中轧制工艺参数控制如下:
61.bd1开坯轧制阶段控制的工艺参数为:坯料经过k、j孔共轧制6道次,总压缩比为1.25;进行i孔轧制时,轧件的压缩比为1.31。此bd1阶段开轧温度为1241℃,终轧温度为1210℃。
62.bd2开坯轧制阶段控制的工艺参数为:轧件经h孔轧制时给h孔配置的压力值为60mm,压缩比为1.30。轧件经g孔轧制时,压缩比为1.27。此bd1阶段开轧温度为1205℃,终轧温度为1164℃。
63.往复精轧的第一阶段轧制控制的工艺参数为:轧件经f孔轧制时给f孔配置的压力值为70mm;轧件经e孔轧制时给e孔配置的压力值为25mm;轧件经d孔轧制时给d孔配置的压力值为58mm。本阶段轧件依次经f、e、d孔轧制时,压缩比为1.65,控制开轧温度为1084℃,终轧温度为1026℃。本阶段轧件依次经d、e、f孔轧制时,压缩比为1.30,控制开轧温度980℃之间,终轧温度928℃之间。
64.往复精轧的第二阶段轧制控制的工艺参数为:轧件经c孔轧制时给c孔配置的压力值为37mm;轧件经b孔轧制时给b孔配置的压力值为20mm;轧件经a孔轧制时给a孔配置的压力值为50mm。本阶段轧件依次经c、b、a孔轧制,压缩比为1.52,控制开轧温度930℃,终轧温度882℃。
65.帽型钢矫直时采用门式九辊矫直机进行矫直;控制矫直温度为90℃,稳定矫直速度为3.0m/s。
66.所得帽型钢的形状结构基本同图1,其显微组织照片基本同图5。对其力学性能进行测试,测试结果如表1所示。
67.对比例1
68.本对比例的帽型钢,其组分配比与实施例1相同,其生产工艺采用现有的帽型钢轧制工艺。具体的,其往复精轧的第一阶段轧制控制的工艺参数为:本阶段轧件依次经f、e、d孔轧制时,控制开轧温度为1115℃,终轧温度为970℃,压缩比为1.58。本阶段轧件依次经d、e、f孔轧制时,控制开轧温度940℃之间,终轧温度885℃之间,压缩比为1.33。轧件无法充满
孔型,产品尺寸不满足标准要求,脚部b2尺寸较短,约短10~20mm。
69.对其力学性能进行测试,测试结果如表1所示。
70.对比例2
71.本对比例的帽型钢,其组分采用常规帽型钢的组分。按质量百分比(wt%),熔炼化学成分配比为:c:0.12~0.18,si:0.25~0.35,mn:1.40~1.55,p:≤0.020,s:≤0.015,cr:0.35~0.95,ni:0.020~0.050,cu:0.35~0.55,n:≤0.008,alt:0.020~0.040,其余为fe及微量残余元素。
72.其生产工艺与实施例1相同,对其力学性能进行测试,测试结果如表1所示。
73.对比例3
74.本对比例的帽型钢,其组分与实施例1中相同,生产工艺采用基本采用实施例1的轧制工艺,其不同之处在于,在往复精轧的第一阶段轧制时,轧件经f、e、d孔轧制后,进入第二阶段轧制,待轧制结束后,再依次经过f、e、d孔轧制后。其外形尺寸无法满足要求,而且成品内腔夹角较大,不利于矫直,对其力学性能进行测试,测试结果如表1所示。
75.对比例4
76.本对比例的帽型钢,其组分与实施例1中相同,生产工艺采用基本采用实施例1的轧制工艺,其不同之处在于,轧制时不给各孔型配置压力,轧件经bd2轧制后向上翘曲严重,无法完成轧制。
77.对比例5
78.本对比例的帽型钢,其组分与实施例1中相同,生产工艺基本同实施例1,其不同之处在于,往复精轧过程中,给f、e、d、c、b、a孔型配置相同的压力,压力值均控制为25mm。轧件经f、e、d轧制一道次后向上翘曲严重,轧件顶撞导卫,无法完成轧制。
79.对比例6
80.本对比例的帽型钢,其组分与对比例2中相同,生产工艺采用对比例1中的轧制工艺,对其力学性能进行测试,测试结果如表1所示。
81.表1实施例及对比例所得产品的力学性能
[0082][0083]
通过上表数据可知,本发明的帽型钢,轧制过程控制较为简单,其外形质量较高,能够有效满足铁路货运敞车中的使用要求。同时,通过对组分及其工艺的优化设计,尤其是轧制工艺的控制,从而能够得到性能效果优良的帽型钢,与对比例中的各种帽型钢性能相
比较,其屈服强度及
‑
40℃低温冲击功均明显优于对比例,耐候耐低温性能较好,从而能够有效满足不同气候条件下和恶劣服役环境下的使用要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

