1.本发明属于微电子封装技术领域,具体涉及一种高温陶瓷的化镀方法。
背景技术:
2.随着产品小型化的需求,印刷电路板回路趋于细微化,高密度、细回路的集成电路板越来越多。为了满足电路板后续的封装及可靠性的要求,电镀镍金或化镀镍浸金工艺被广泛用于印刷电路板和封装电路板的表面处理工艺中。
3.其中,电镀镍金是通过直流电作用下,在电路板表面发生电化学反应,再先后镀上一层镍和金。这就需要电路板表面的金属需要互相导通,因此需要在电路板中专门设计、增加相应的电镀引线和导电接触点,保证电路板不存在电镀孤岛,而这对高密度、细回路的集成电路板来说无异于增加了很多困难。
4.而化镀工艺无需线路之间互相导通,其通过化学反应在电路板表面直接镀上一层厚度均匀的金属,大大减少了电路设计和表面处理的工作,为实现电路板高密度、细回路提供了新的方向。早期在有铅焊料广泛使用使用时,由于钯和铅不兼容,会形成一层均匀的界面合金共化物,从而影响焊接的可靠性。而传统的化镀工艺主要是化镀镍浸金工艺,但是由于镍容易扩散和迁移,此外浸金容易易造成镍层腐蚀,镍氧化形成“黑垫”,又为后续焊接可靠性带来了很大隐患。
5.随着电子产品封装无铅化的趋势,为化学镀镍钯金工艺带来了更大的发展。化镀镍钯金工艺具体的说,就是通过在金层与镍层之间引入一层钯,从而可以很好地阻挡镍的扩散和迁移,此外,钯层还可以保护镍层在浸金溶液中不被腐蚀,很好地避免“黑垫”缺陷的产生,大大提高了产品的可靠性。与电镀镍金工艺相比,其金层厚度大大减小,成本优势显著,因而化镀镍钯金工艺在电路板表面处理工艺中具有显著优势。
6.高温陶瓷表面金属化一般为钨、钼、锰等金属浆料,为了保证表面金属化层的焊接、键合要求,一般工艺为采用电镀或化镀的方法在金属化表面镀覆一层镍、镍金、镍钯金,进行表面改性,其中多以电镀为主。一方面这是由于高温陶瓷区别于一般pcb基板和低温陶瓷基板,其可作为一种封装管壳,表现为形状不一,且具有深空腔,盲腔和台阶等形状特征,而这些特征使得化镀时,容易在陶瓷腔体内壁和台阶棱角处出现渗镀爬镍的现象,导致产品合格率较低;另一方面则是化镀制程稳定性较差,也会导致合格率较低。因而,目前高温陶瓷镀覆主要采用电镀的方式,在陶瓷金属表面电镀上镍金,可以避免化镀时的爬镍现象。为了满足电镀的基本要求,这种方案主要是通过将电路线引到侧壁,在陶瓷侧壁将不同网络连到一起,从而实现线路的导通,这无疑大大增加了线路设计的难度,制约了其小型化发展方向。
7.此外随着高温陶瓷尺寸的缩小,其化镀效率也更加困难,主要表现为陶瓷装架繁琐,且由于尺寸较小,其化镀更容易发生渗镀或漏镀情况。而这种产品也多采用整版电镀工艺实施。
技术实现要素:
8.有鉴于此,本发明有必要提供一种化镀方法,优化前处理、化镀镍、化镀钯、化镀金工艺流程,在小尺寸特殊形状特征的高温陶瓷表面镀覆一层镍钯金膜层,该膜层焊接、键合可靠性优异,且金层厚度小于0.3μm,在保证产品可靠性的同时,具有显著的成本优势。
9.为了实现上述目的,本发明采用以下技术方案:
10.本发明提供了一种化镀方法,包括以下工序:酸浸泡、去油、微蚀、预浸、钯活化、后浸、首镀镍、退火、镍刻蚀、二次镀镍、化镀钯、化镀金、脱水烘干。
11.进一步方案,所述的酸浸泡,具体工艺为:将高温陶瓷于酸液中浸泡5~10min后,水洗,所述酸液选自45
‑
50wt%的硝酸、硫酸或盐酸。
12.进一步方案,所述的去油,具体工艺为:将高温陶瓷置于碱性除油液中,以40~60℃处理4~6min后,摇摆、加热、过滤、三段水洗;
13.所述三段水洗中的第一次水洗采用温度为40
‑
60℃的热水。
14.进一步方案,所述的微蚀,具体工艺为:将高温陶瓷置于酸性蚀刻液中,常温处理2~3min后,摇摆、过滤、二段水洗。
15.进一步方案,所述的预浸,具体工艺为:将高温陶瓷置于硫酸水溶液中,常温处理30~60s后取出,摇摆、水洗,其中,所述硫酸水溶液由体积浓度为10
‑
15ml/l的98%的硫酸和水配置而成。
16.进一步方案,所述的钯活化,具体工艺为:将高温陶瓷置于钯活化溶液中于20~30℃处理1~3min后取出,摇摆、加热、过滤、打气、二段水洗,其中,所述钯活化溶液中,钯离子含量在10
‑
14mg/l。
17.进一步方案,所述的后浸,具体工艺为:将高温陶瓷置于钯清除溶液中,常温处理0.5~1.5min后取出,摇摆、过滤、水洗。
18.进一步方案,所述的首镀镍、退火、镍刻蚀、二次镀镍,具体工艺为:
19.首镀镍:将高温陶瓷放入一次镀镍溶液中,控制ph在4.4~4.8,以80~86℃温度处理10~15min后,摇摆、加热、过滤、打气、二段水洗;
20.退火:将首镀镍后的高温陶瓷在氮气和氢气的混合气氛中先升温到380
‑
420℃保温8
‑
15min后,再升温到800
‑
820℃保温8
‑
15min,冷却、去油,其中,所述混合气氛中,氮气与氢气的体积比为(34
‑
38):1;
21.镍刻蚀:将退火后的高温陶瓷放入镍刻蚀溶液中,常温处理15~25min后,摇摆、过滤、二段水洗;
22.二次镀镍:将镍刻蚀后的高温陶瓷放入二次镀镍溶液中,控制ph在4.4~4.8,以80~86℃温度处理20~25min后,摇摆、加热、过滤、打气、二段水洗。
23.进一步方案,所述的化镀钯、化镀金,具体工艺为:
24.将高温陶瓷放入化镀钯液中,控制ph在7.2~7.6,以47~56℃温度处理8~12min后,摇摆、加热、过滤、打气、二段水洗,所述化镀钯液中,钯离子浓度在0.38
‑
0.42g/l;
25.化镀金:将高温陶瓷放入化镀金液中,控制ph在6.9~7.4,以78~82℃温度处理15~20min后,摇摆、加热、过滤、打气、二段水洗,所述化镀金液中,金离子浓度在1.1
‑
1.3g/l之间。
26.进一步方案,所述的脱水烘干,具体工艺为:将化镀金后的高温陶瓷采用热水超声
清洗1
‑
2min后酒精脱水、烘干。
27.与现有技术相比,本发明具有以下有益效果:
28.本发明中的化镀方法在高温陶瓷基板上镀覆一层镍钯金膜层,一方面避免了陶瓷腔体内壁和台阶棱角处的爬镍现象,大大提高了产品的成品率,提高了其工程化可行性和效率,降低了成本;另一方面化镀膜层一致性、均匀性更好,性能更为优异。
29.(1)采用本发明中的化镀方法在小尺寸高温陶瓷表面镀覆一层镍钯金膜层,将镍层厚度控制在3
‑
5μm,钯膜层厚度控制在0.1μm左右,金膜层厚度控制在0.15
‑
0.3μm。该膜层焊接、键合可靠性优异,且金层不大于0.3μm,可在保证了产品可靠性的基础上,具有显著的成本优势。一般在在高温陶瓷表面电镀镍金,需要专门设计电镀线,此外即便采用电滚镀的方式,不设计电镀线,由于滚镀时电流不均匀,膜层厚度一致性无法保障。而且由于电镀镍金金层厚度远大于化镀镍钯金的金层厚度,因此,采用化镀镍钯金工艺可大大减少设计和加工成本。
30.通过镍层和金层之间引入一层钯,可以有效防止镍层腐蚀和镍的迁移和扩散,大大提高陶瓷焊接性能。此外镍钯金膜层表面与sn
‑
ag
‑
cu焊料匹配性能优异,且膜层打线结合能力优异,使得高温陶瓷的焊接、键合性能优异。
31.(2)该化镀方法中采用的酸浸泡工序,可以显著改善基板在生产加工过程中出现的金属颗粒污染,从而有效避免了在镀镍过程中出现渗镀的现象;且后浸工序通过清洗和螯合方式可以将非受镀区域的钯离子清洗干净,尤其是对于盲腔或台阶等结构的陶瓷产品,能显著改善爬镍的现象;此外,刻蚀工序分为表层金属微蚀和镍微蚀,针对陶瓷表面金属做独特的处理,使膜层结合力更为优异,可以显著改善镍层起皮的现象;另一方面,镀镍分为首镀镍和二次镀镍,中间增加退火工艺,可以提高镍层与钨层之间的结合力;最后采用酒精脱水工序,显著改善了水渍的情况,并且采用酒精更加环保和安全。
32.本发明中的化镀方法尤其适用于小尺寸特殊形状特征(深腔、盲腔、台阶)的高温陶瓷。
具体实施方式
33.为了便于理解本发明,下面将结合具体的实施例对本发明进行更全面的描述。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
34.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
35.本发明提供了一种化镀方法,包括以下工序:酸浸泡、去油、微蚀、预浸、钯活化、后浸、首镀镍、退火、镍刻蚀、二次镀镍、化镀钯、化镀金、脱水烘干。
36.通过采用本发明中的化镀工艺一方面避免了陶瓷腔体内壁和台阶棱角处的爬镍现象,大大提高了产品的成品率,提高了其工程化可行性和效率,降低了成本;另一方面化镀膜层一致性、均匀性更好,性能更为优异。该化镀方法可用于小尺寸特殊形状特征(深腔、盲腔、台阶)的高温陶瓷的镀覆,解决了现有的化镀以及电镀存在的缺陷和难题。其中该化镀方法主要是用于小尺寸特殊形状特征的高温陶瓷中,其尺寸范围在2
‑
10mm,高温陶瓷制
得是本领域中常规采用包括多层氮化铝基板、多层氧化铝基板等陶瓷基板。此外,镀覆方法可根据高温陶瓷的形状等进行调整,比如当针对一些小尺寸、深盲腔和台阶型陶瓷时,可优先采用滚镀方式,而当针对一些常规陶瓷,比如形状扁平、无盲腔、无台阶的长方体基板,则可采用挂镀等常规手段。
37.进一步方案,所述的酸浸泡,具体工艺为:将高温陶瓷于酸液中浸泡5~10min后,水洗,通过酸浸泡工艺去除高温陶瓷表面残留的一些金属颗粒污染,可以理解的是,所述酸液可以是本领域中的常规选择,具体实例包括但不限于45
‑
50wt%的硝酸、硫酸或盐酸。
38.进一步方案,采用去油工艺对陶瓷表面进行处理,去除陶瓷金属表面的油脂和氧化物,可以采用本领域中常规的采用碱性除油液进行处理,在本发明的一些具体的实施方式中,所述的去油,具体工艺为:将高温陶瓷置于碱性除油液中,以40~60℃处理4~6min后,摇摆、加热、过滤、三段水洗;其中,碱性除油液的选择没有特别的限定,可以根据需要进行调整,在本发明的一个或多个实施例中,所述碱性除油液的主要成分为浓度为40~60ml/l的acl
‑
009。
39.所述三段水洗中的第一次水洗采用温度为40
‑
60℃的热水。
40.进一步方案,本发明中所述的微蚀工艺没有特别的限制,针对基板表面不同的金属层进行不同微蚀液的选择,表面金属具体可以提及的种类有钨、钼、锰、银、铜、镍等中的一种,可以理解的是,并不限于上述几种。通过对高温陶瓷表面金属层进行刻蚀,去除金属层表面的氧化层,从而形成微观粗糙面,提高金属层与镍层的结合力,在本发明的一些具体的实施方式中,所述的微蚀,具体工艺为:将高温陶瓷置于酸性蚀刻液中,常温处理2~3min后,摇摆、过滤、二段水洗。进一步的,在本发明的一个或多个实施例中,所述酸性蚀刻液的浓度为100~150ml/l的wlp me
‑
23(主要成分为过硫酸钠以及有机酸)。
41.进一步方案,为了保证钯活化槽的酸性,在钯活化工艺前,进行预浸处理,在本发明的一些具体的实施方式中,所述的预浸,具体工艺为:将高温陶瓷置于硫酸水溶液中,常温处理30~60s后取出,摇摆、水洗,其中,所述硫酸水溶液由体积浓度为10
‑
15ml/l的98%的硫酸和水配置而成。
42.进一步方案,所述的钯活化,具体工艺为:将高温陶瓷置于钯活化溶液中于20~30℃处理1~3min后取出,摇摆、加热、过滤、打气、二段水洗,其中,所述钯活化溶液中,钯离子含量在10
‑
14mg/l。通过钯活化工艺在高温陶瓷金属层的表面附上一层均匀的钯离子,从而作为化学镍反应的催化剂。在本发明的一个或多个实施例中,采用钯活化溶液为体积浓度100
‑
150ml/l的wlp
‑
ca
‑
41(主要成分为硫酸钯及硫酸),可以理解的是,本领域中其他可实现钯活化目的的钯活化溶液也可以用于该化镀方法中,并不局限于上述一种。
43.进一步方案,为了将活化钯从非受镀区域清除,从而防止渗镀,该化镀方法包括后浸工艺,指的是采用清洗或螯合的方式将活化钯从非受镀区域清除,在本发明的一些具体的实施方式中,所述的后浸,具体工艺为:将高温陶瓷置于钯清除溶液中,常温处理0.5~1.5min后取出,摇摆、过滤、水洗,在本发明的一个或多个实施例中,所述钯清除溶液为体积浓度100
‑
150ml/l的wlp
‑
as
‑
1(主要成分为柠檬酸)。
44.进一步方案,所述的首镀镍、退火、镍刻蚀、二次镀镍,首先通过氧化还原反应,在表面金属层的表面首先镀覆一层薄镍,厚度在0.5
‑
1.0μm之间,然后通过退火工艺提高镍层与金属层之间的结合力,接着重复去油工艺,进行镍刻蚀,去除镍层表面氧化物,使镍层活
化,继续通过二次镀镍对首镀镍层进行增厚,其具体的工艺可根据需要进行调整,在本发明的一个或多个实施例中,具体工艺为:
45.首镀镍:将高温陶瓷放入一次镀镍溶液中,控制ph在4.4~4.8,以80~86℃温度处理10~15min后,摇摆、加热、过滤、打气、二段水洗,在一些具体的实施例中,一次镀镍溶液的组成为120
‑
130ml/l wlp
‑
en
‑
51m(主要成分为次亚磷酸钠和琥珀酸)、54
‑
58ml/lwlp
‑
en
‑
51a(主要成分为硫酸镍)和3
‑
6ml/l wlp
‑
en
‑
51d(主要成分为乳酸)的混合;
46.退火:将首镀镍后的高温陶瓷在氮气和氢气的混合气氛中先升温到380
‑
420℃保温8
‑
15min后,再升温到800
‑
820℃保温8
‑
15min,冷却、去油,其中,所述混合气氛中,氮气与氢气的体积比为(34
‑
38):1;
47.镍刻蚀:将退火后的高温陶瓷放入镍刻蚀溶液中,常温处理15~25min后,摇摆、过滤、二段水洗,其中镍刻蚀溶液的选择没有特殊限制,可以采用4
‑
6wt%硫酸和4
‑
6wt%柠檬酸的混合溶液,也可以采用15
‑
20wt%的硫酸或盐酸溶液,还可以采用wlp me
‑
23(主要成分为过硫酸钠及有机酸)溶液;
48.二次镀镍:将镍刻蚀后的高温陶瓷放入二次镀镍溶液中,控制ph在4.4~4.8,以80~86℃温度处理20~25min后,摇摆、加热、过滤、打气、二段水洗。在本发明的一个或多个实施例中,二次镀镍溶液120
‑
130ml/l wlp
‑
en
‑
51m(主要成分为次亚磷酸钠和琥珀酸)、54
‑
58ml/lwlp
‑
en
‑
51a(主要成分为硫酸镍)和3
‑
6ml/l wlp
‑
en
‑
51d(主要成分为乳酸)组成。
49.进一步方案,所述的化镀钯、化镀金,通过氧化还原反应在镍层上沉积一层钯,从而起到保护镍层的作用,然后再通过置换反应和还原反应在钯层上置换一层金后进行增厚,具体工艺为:
50.将高温陶瓷放入化镀钯液中,控制ph在7.2~7.6,以47~56℃温度处理8~12min后,摇摆、加热、过滤、打气、二段水洗,所述化镀钯液中,钯离子浓度在0.38
‑
0.42g/l;在本发明的一个或多个实施例中,化镀钯液的组成为90
‑
110ml/l wlp
‑
ep
‑
71a(主要成分为甲酸钠)、90
‑
110ml/l wlp
‑
ep
‑
71b(主要成分为有机胺类)和45
‑
55ml/l wlp
‑
ep
‑
71c(主要成分为络合钯盐)。
51.化镀金:将高温陶瓷放入化镀金液中,控制ph在6.9~7.4,以78~82℃温度处理15~20min后,摇摆、加热、过滤、打气、二段水洗,所述化镀金液中,金离子浓度在1.1
‑
1.3g/l之间,在本发明的一个或多个实施例中,化镀金液的组分为90
‑
110ml/l twx
‑
40
‑
m10、0.04
‑
0.06g/l氰化钾,通过添加添加氰化亚金钾使溶液维持化镀金液中金离子浓度在合适范围内。
52.进一步方案,所述的脱水烘干,具体工艺为:将化镀金后的高温陶瓷采用热水超声清洗1
‑
2min后酒精脱水、烘干。通过脱水烘干改善陶瓷产品表面的水锈污染。
53.下面结合具体的实施例对本发明中的化镀方法进行更加清楚完整的说明。
54.实施例1
55.本实施例中的高温陶瓷尺寸为2.0
×
2.0
×
0.8mm,材质为92%氧化铝陶瓷,其形状特征为盲腔,其表面涂覆有厚度为5.2μm的钨层,在其表面镀覆镍钯金膜层,其中镍层厚度为3.5μm,钯层厚度为0.08μm,金层厚度为0.2μm,具体化镀步骤如下:
56.将陶瓷产品放入50%的硝酸中浸泡5
‑
10min,浸泡处理后,用去离子水冲洗干净;
57.采用碱性除油液对陶瓷表面进行处理,去除陶瓷金属表面的油脂及氧化物,其中,
碱性除油液的组分为acl
‑
009 50ml/l,操作条件为50℃处理5min,摇摆、加热、过滤、三段水洗,第一次水洗采用温度为50℃的热水。
58.采用酸性刻蚀液对陶瓷表面金属钨层进行刻蚀,去除钨层表面氧化层,形成微观粗糙面,提高钨层与镍层结合力,其中酸性刻蚀液的组分为wlp me
‑
23 100ml/l,操作条件为常温处理2min,摇摆、过滤、二段水洗。
59.将刻蚀后的高温陶瓷置于硫酸(98%)10ml/l水溶液中,操作条件为常温处理60s后,摇摆、水洗,完成预浸。
60.将预浸后的高温陶瓷置于溶液组分为wlp
‑
ca
‑
41 100ml/l,钯离子含量在12mg/l的溶液中,于25℃处理2min,摇摆、加热、过滤、打气、二段水洗。
61.将钯活化后的高温陶瓷置于溶液组分为wlp
‑
as
‑
1 100ml/l的溶液中,于常温处理1min,摇摆、过滤、水洗。
62.将高温陶瓷放入一次镀镍溶液中,控制ph在4.6,以83℃温度处理10min后,摇摆、加热、过滤、打气、二段水洗,其中,所述一次镀镍溶液的组分为wlp
‑
en
‑
51m 125ml/l、wlp
‑
en
‑
51a56ml/l、wlp
‑
en
‑
51d 4ml/l;
63.将首镀镍后的高温陶瓷在氮气和氢气的混合气氛中先升温到400℃保温10min后,再升温到810℃保温10min,冷却、去油,其中,所述混合气氛中,氮气与氢气的体积比为36:1;
64.将退火后的高温陶瓷放入5%硫酸和5%柠檬酸的混合溶液中,常温处理20min后,摇摆、过滤、二段水洗;
65.将镍刻蚀后的高温陶瓷放入二次镀镍溶液中,控制ph在4.6,以83℃温度处理20min后,摇摆、加热、过滤、打气、二段水洗,其中,所述二次镀镍溶液的组分为wlp
‑
en
‑
51m 125ml/l、wlp
‑
en
‑
51a 56ml/l、wlp
‑
en
‑
51d 4ml/l。
66.将二次镀镍后的高温陶瓷置于溶液组分为wlp
‑
ep
‑
71a 100ml/l、wlp
‑
ep
‑
71b 100ml/l、wlp
‑
ep
‑
71c 50ml/l,钯离子浓度0.4g/l,操作条件为ph值7.4,50℃处理10min,摇摆、加热、过滤、打气、二段水洗。
67.将镀钯后的高温陶瓷置于溶液组分为twx
‑
40
‑
m10 100ml/l、氰化钾0.05g/l、金离子浓度1.2g/l,操作条件为ph值7.1,80℃处理20min,摇摆、加热、过滤、打气、二段水洗。
68.将镀金后的高温陶瓷先超声热水清洗1min后用酒精脱水,酒精脱水后放入鼓风烘箱中烘干即可。
69.实施例2
70.本实施例中的高温陶瓷尺寸为5.0
×
5.0
×
1.0mm,材质为92%氧化铝陶瓷,其形状特征为多层台阶,其表面涂覆有厚度为5.0μm的钨层,在其表面镀覆镍钯金膜层,其中镍层厚度为4.0μm,钯层厚度为1.0μm,金层厚度为0.3μm,具体化镀步骤如下:
71.将陶瓷产品放入45%的硫酸中浸泡5
‑
10min,浸泡处理后,用去离子水冲洗干净;
72.采用碱性除油液对陶瓷表面进行处理,去除陶瓷金属表面的油脂及氧化物,其中,碱性除油液的组分为acl
‑
009 50ml/l,操作条件为40℃处理6min,摇摆、加热、过滤、三段水洗,第一次水洗采用温度为40℃的热水。
73.采用酸性刻蚀液对陶瓷表面金属钨层进行刻蚀,去除钨层表面氧化层,形成微观粗糙面,提高钨层与镍层结合力,其中酸性刻蚀液的组分为wlp me
‑
23 120ml/l,操作条件
为常温处理2.5min,摇摆、过滤、二段水洗。
74.将刻蚀后的高温陶瓷置于硫酸(98%)12ml/l水溶液中,操作条件为常温处理40s后,摇摆、水洗,完成预浸。
75.将预浸后的高温陶瓷置于溶液组分为wlp
‑
ca
‑
41 120ml/l,钯离子含量在12mg/l的溶液中,于20℃处理3min,摇摆、加热、过滤、打气、二段水洗。
76.将钯活化后的高温陶瓷置于溶液组分为wlp
‑
as
‑
1 120ml/l的溶液中,于常温处理1.5min,摇摆、过滤、水洗。
77.将高温陶瓷放入一次镀镍溶液中,控制ph在4.4,以80℃温度处理12min后,摇摆、加热、过滤、打气、二段水洗,其中,所述一次镀镍溶液的组分为wlp
‑
en
‑
51m 125ml/l、wlp
‑
en
‑
51a56ml/l、wlp
‑
en
‑
51d 4ml/l;
78.将首镀镍后的高温陶瓷在氮气和氢气的混合气氛中先升温到400℃保温10min后,再升温到810℃保温10min,冷却、去油,其中,所述混合气氛中,氮气与氢气的体积比为36:1;
79.将退火后的高温陶瓷放入5%硫酸和5%柠檬酸的混合溶液中,常温处理15min后,摇摆、过滤、二段水洗;
80.将镍刻蚀后的高温陶瓷放入二次镀镍溶液中,控制ph在4.4,以80℃温度处理25min后,摇摆、加热、过滤、打气、二段水洗,其中,所述二次镀镍溶液的组分为wlp
‑
en
‑
51m 125ml/l、wlp
‑
en
‑
51a 56ml/l、wlp
‑
en
‑
51d 4ml/l。
81.将二次镀镍后的高温陶瓷置于溶液组分为wlp
‑
ep
‑
71a 100ml/l、wlp
‑
ep
‑
71b 100ml/l、wlp
‑
ep
‑
71c 50ml/l,钯离子浓度0.4g/l,操作条件为ph值7.2,47℃处理13min,摇摆、加热、过滤、打气、二段水洗。
82.将镀钯后的高温陶瓷置于溶液组分为twx
‑
40
‑
m10 100ml/l、氰化钾0.05g/l、金离子浓度1.2g/l,操作条件为ph值6.9,78℃处理25min,摇摆、加热、过滤、打气、二段水洗。
83.将镀金后的高温陶瓷先超声热水清洗1min后用酒精脱水,酒精脱水后放入鼓风烘箱中烘干即可。
84.实施例3
85.本实施例中的高温陶瓷尺寸为10.0
×
10.0
×
2.0mm,材质为92%氧化铝陶瓷,其形状特征为直通腔,其表面涂覆有厚度为5.4μm的钨层,在其表面镀覆镍钯金膜层,其中镍层厚度为5.0μm,钯层厚度为1.2μm,金层厚度为0.6μm,具体化镀步骤如下:
86.将陶瓷产品放入50%的硝酸中浸泡5
‑
10min,浸泡处理后,用去离子水冲洗干净;
87.采用碱性除油液对陶瓷表面进行处理,去除陶瓷金属表面的油脂及氧化物,其中,碱性除油液的组分为acl
‑
009 60ml/l,操作条件为60℃处理4min,摇摆、加热、过滤、三段水洗,第一次水洗采用温度为60℃的热水。
88.采用酸性刻蚀液对陶瓷表面金属钨层进行刻蚀,去除钨层表面氧化层,形成微观粗糙面,提高钨层与镍层结合力,其中酸性刻蚀液的组分为wlp me
‑
23 150ml/l,操作条件为常温处理3min,摇摆、过滤、二段水洗。
89.将刻蚀后的高温陶瓷置于硫酸(98%)15ml/l水溶液中,操作条件为常温处理60s后,摇摆、水洗,完成预浸。
90.将预浸后的高温陶瓷置于溶液组分为wlp
‑
ca
‑
41 150ml/l,钯离子含量在12mg/l
的溶液中,于30℃处理1min,摇摆、加热、过滤、打气、二段水洗。
91.将钯活化后的高温陶瓷置于溶液组分为wlp
‑
as
‑
1 150ml/l的溶液中,于常温处理0.5min,摇摆、过滤、水洗。
92.将高温陶瓷放入一次镀镍溶液中,控制ph在4.8,以86℃温度处理15min后,摇摆、加热、过滤、打气、二段水洗,其中,所述一次镀镍溶液的组分为wlp
‑
en
‑
51m 125ml/l、wlp
‑
en
‑
51a56ml/l、wlp
‑
en
‑
51d 4ml/l;
93.将首镀镍后的高温陶瓷在氮气和氢气的混合气氛中先升温到400℃保温10min后,再升温到810℃保温10min,冷却、去油,其中,所述混合气氛中,氮气与氢气的体积比为36:1;
94.将退火后的高温陶瓷放入5%硫酸和5%柠檬酸的混合溶液中,常温处理35min后,摇摆、过滤、二段水洗;
95.将镍刻蚀后的高温陶瓷放入二次镀镍溶液中,控制ph在4.8,以86℃温度处理25min后,摇摆、加热、过滤、打气、二段水洗,其中,所述二次镀镍溶液的组分为wlp
‑
en
‑
51m 125ml/l、wlp
‑
en
‑
51a 56ml/l、wlp
‑
en
‑
51d 4ml/l。
96.将二次镀镍后的高温陶瓷置于溶液组分为wlp
‑
ep
‑
71a 100ml/l、wlp
‑
ep
‑
71b 100ml/l、wlp
‑
ep
‑
71c 50ml/l,钯离子浓度0.4g/l,操作条件为ph值7.6,56℃处理15min,摇摆、加热、过滤、打气、二段水洗。
97.将镀钯后的高温陶瓷置于溶液组分为twx
‑
40
‑
m10 100ml/l、氰化钾0.05g/l、金离子浓度1.2g/l,操作条件为ph值7.4,82℃处理60min,摇摆、加热、过滤、打气、二段水洗。
98.将镀金后的高温陶瓷先超声热水清洗1min后用酒精脱水,酒精脱水后放入鼓风烘箱中烘干即可。
99.测试例
100.对上述实施例1
‑
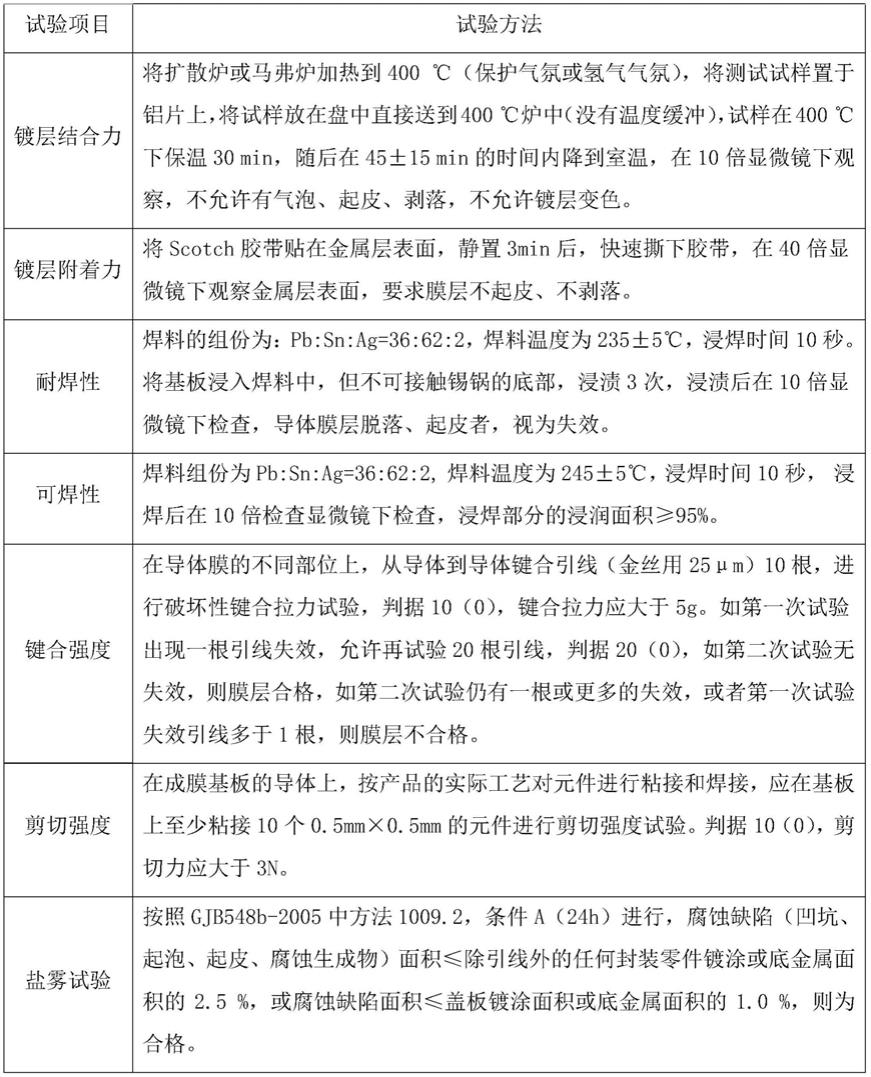
3中所得三种产品进行膜层考核,考核方法表1所示。
101.表1实施例1
‑
3产品考核方法
[0102][0103]
采用表1中的方法对实施例1
‑
3中的产品进行测试,结果如表2中所示的。
[0104]
表2实施例1
‑
3中测试结果
[0105][0106]
通过上述测试结果可以看出,本发明中的化镀方法获得的化镀膜层一致性、均匀性更好,性能更为优异。并且保证可靠性的同时极大的减少设计和加工成本,提高了产品的成品率,提高了其工程化可行性和效率。
[0107]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0108]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

