1.本发明涉及棒线材轧制加热工序,应用于步进式加热炉装料,同样适用于场地受限、对动态定位准确性有较高要求的领域。
背景技术:
2.步进式加热炉在棒线材生产线时通常采用侧进料的装钢方式,即原料在炉外经炉外装料辊道运输,从安装于侧墙的炉门进入炉内,再经炉内悬臂辊道运输至合适位置停下,等待步进梁前循环动作将悬臂辊道上的钢坯放置梁上。
3.通常,步进式加热炉内有至少三根静梁和两根动梁,动梁的平移框架由两排钢制轮支撑完成上、下、左、右动作,这样动梁托起悬臂辊道上的料坯向前行进至静梁变轨处时,无论偏差多大都至少有两个静梁会支撑着钢坯,使其不会掉道。此外,如果大批量钢坯朝同一侧装偏,因动梁平移框架是双排轨道支撑,也会避免框架重心偏移时加剧向装偏一侧继续倾斜的情况发生。因此,常规的侧装钢加热炉对钢坯入炉定位准确性要求不高。
4.不锈线材厂步进式加热炉由于受场地限制,炉内仅有两根静梁,均热段变轨处最宽处为2.75m,而最短原料长度为3.15m,料坯端部至静梁平均距离仅为0.2m,这样就要求料坯对中定位精度要控制在0.15米以内。从炉尾到炉口钢坯行进共计100步,如果每步偏差2mm,那么至变轨处必然会发生掉道事故。此外,动梁框架受空间限制没有采用双排轨道支撑,而是采用框架前、后端双排轨道,中间单轨,一旦大批量物料装偏,必然导致平移框架扭转变形,进而在行进中加剧钢坯向装偏侧继续偏移。
5.钢坯入炉需要分两步完成:炉外测长和炉内定位。控制过程是:料坯在炉外辊道行进过程中利用光电开关及安装于电机轴头的编码器来实现料坯的长度测量,待头部进入炉内后经炉内辊道编码器根据料坯的行进距离完成炉内对中定位,即实现炉体中心线与料坯中线对齐。编码器测长、定位方式要求料坯有足够长的行进距离,让编码器测算区间位于钢坯的匀速前进阶段,即钢坯和辊道同步运动,避开钢坯加速时与辊道发生的相对运动阶段,得到相对准确的数据。
6.由于炉外装炉辊道仅有3.4m,供钢坯行进的距离不到0.4米,完全处于钢坯加速阶段,且不同钢种表面粗糙程度、摩擦系数不同,料坯与辊道的相对运动程度不尽相同,造成炉外料坯测量长度误差最大可达3米,直接影响料坯在炉内对中定位,调试中最大对中定位误差达到了0.5mm,甚至直接碰到防装装置才停止。若以现有的对中控制方式装钢,必然会发生横向跑偏损坏侧炉墙、料坯掉道,造成被迫停炉取钢的严重生产事故。
技术实现要素:
7.为了提高步进式加热炉装料对中定位精准性,消除因对中偏差大造成的钢坯掉道事故,确保加热炉体安全、稳定运行,本发明提出一种应用于加热炉狭窄空间的动态定位方法。
8.本发明的技术方案:一种应用于加热炉狭窄空间的动态定位方法,其特征是加热
炉炉体装料侧南北两端各安装一台激光测距仪,北端激光测距仪位于装料炉外辊道北端,南端激光测距仪位于炉体南墙,加热炉炉体南墙开孔,使激光测距仪的激光穿过加热炉炉体照射到炉内轨道的上部,当推钢机将料坯推至炉外装料辊道上,点击测长按钮,自动打开装料炉门,使料坯的两端刚好能被南、北两个激光测距仪照射到,通过南、北激光测距仪的测量值准确计算出料坯的实际长度,完成测长工序后炉外辊道启动,料坯开始自北向南入炉,在装炉过程中,南端激光测距仪的测量值实时动态跟踪料坯南端的行进距离,通过plc程序不断计算判断炉体中心线与钢坯中心线的距离差值,根据这一差值进行两次辊道降速,最终钢坯中线准确停在炉体中心线处,从而确保物料均匀的放置在2根静梁之上,实现料坯精准定位。
9.激光测距仪采用非接触式激光测距仪,将南、北测量值采集至plc控制系统,通过plc控制系统计算、纠偏控制程序,实现料坯的精准定位。
10.本发明动态定位系统实现钢坯炉内定位误差≤25mm,完全满足装料过程中精准定位的要求,避免了钢坯横向跑偏损坏侧墙、钢坯掉道的生产事故,确保了炉体的正常运行,节省了故障处理和设备维护时间,为企业创造了显著效益。
附图说明
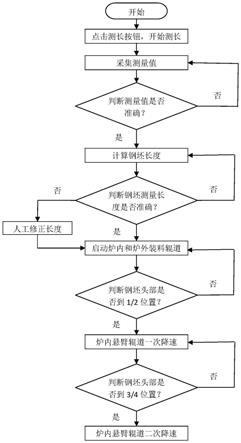
11.图1是本发明的一部分软件流程图(因图片大,无法在一幅图中体现,故拆分为两幅图)。图2是本发明的另一部分软件流程图。
具体实施方式
12.图1、图2所示,一种应用于加热炉狭窄空间的动态定位方法,其特征是加热炉炉体装料侧南北两端各安装一台激光测距仪,北端激光测距仪位于装料炉外辊道北端,南端激光测距仪位于炉体南墙,加热炉炉体南墙开孔,使激光测距仪的激光穿过加热炉炉体照射到炉内轨道的上部,当推钢机将料坯推至炉外装料辊道上,点击测长按钮,系统自动打开装料炉门,使料坯的两端刚好能被南、北两个激光测距仪照射到,通过南、北激光测距仪的测量值准确计算出料坯的实际长度,误差确保在10mm以内。完成测长工序后炉外辊道启动,料坯开始自北向南入炉,在装炉过程中,南端激光测距仪的测量值实时动态跟踪料坯南端的行进距离,通过plc程序不断计算判断炉体中心线与钢坯中心线的距离差值,根据这一差值进行两次辊道降速,最终钢坯中线准确停在炉体中心线处,从而确保物料均匀的放置在2根静梁之上,实现料坯精准定位。
技术特征:
1.一种应用于加热炉狭窄空间的动态定位方法,其特征是加热炉炉体装料侧南北两端各安装一台激光测距仪,北端激光测距仪位于装料炉外辊道北端,南端激光测距仪位于炉体南墙,加热炉炉体南墙开孔,使激光测距仪的激光穿过加热炉炉体照射到炉内轨道的上部,当推钢机将料坯推至炉外装料辊道上,点击测长按钮,自动打开装料炉门,使料坯的两端刚好能被南、北两个激光测距仪照射到,通过南、北激光测距仪的测量值准确计算出料坯的实际长度,完成测长工序后炉外辊道启动,料坯开始自北向南入炉,在装炉过程中,南端激光测距仪的测量值实时动态跟踪料坯南端的行进距离,通过plc程序不断计算判断炉体中心线与钢坯中心线的距离差值,根据这一差值进行两次辊道降速,最终钢坯中线准确停在炉体中心线处,从而确保物料均匀的放置在2根静梁之上,实现料坯精准定位。
技术总结
一种应用于加热炉狭窄空间的动态定位方法,加热炉炉体装料侧南北两端各安装一台激光测距仪,当推钢机将料坯推至炉外装料辊道上,点击测长按钮,装料炉门自动打开,使料坯的两端刚好能被南、北两个激光测距仪照射到,通过南、北激光测距仪的测量值准确计算出料坯的实际长度,完成测长工序后炉外辊道启动,料坯开始自北向南入炉,在装炉过程中,南端激光测距仪的测量值实时动态跟踪料坯南端的行进距离,通过PLC程序计算判断炉体中心线与钢坯中心线的距离差值,根据这一差值进行两次辊道降速,最终钢坯中线准确停在炉体中心线处,实现料坯精准定位。本发明提高了步进式加热炉装钢准确性,减少了事故处理和设备维护的时间成本。减少了事故处理和设备维护的时间成本。减少了事故处理和设备维护的时间成本。
技术研发人员:景婧 张勇利 任树朋 宋丙运
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:2021.06.07
技术公布日:2021/10/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

