一种基于热固化粉末材料的3d打印成型装置及方法
技术领域
1.本发明涉及3d打印技术领域,特别涉及一种基于热固化的3d打印成型装置及方法
背景技术:
2.现有3d打印成型方式主要有:熔积成型法(fdm)、激光粉末烧结法(sls)、光固化成型法(sla)、三维打印黏结成型法(3dp)、分层实体制造法(lom)。每种成型方法都对应各自的核心执行元件、材料、工艺。
3.在工业化生产上,三维打印黏结成型法(3dp)是较为普遍的,其核心部件是喷墨打印头,所用的材料一般分为2种,粉体和液体;粉体种类一般有1
‑
2种,在混合机构混合后,由铺粉机构送至成型腔内;液体种类一般有1
‑
2种,由一套供墨系统输送至喷头,根据打印数据由喷头喷射至粉体上,将粉体粘结成型。比如中国专利cn107599384a公开的一种高效3dp铺粉打印设备及其铺粉打印的方法,其中,高效3dp铺粉打印设备包括两个或两个以上沿x轴方向依次排布的打印平台,每个打印平台对应设置一个长方形的打印区域;各打印区域共用一个设置在各打印平台上方的铺粉装置和一个共用的打印头;铺粉装置的铺粉方向为与打印区域的排布方向一致的x轴方向,打印头的打印方向为与铺粉方向垂直的y轴方向并且可沿x轴方向移动在各打印区域上方折回往返依次打印。
4.上述3dp铺粉打印设备虽然提高了打印效率,然而,三维打印黏结成型法所用的喷射液体一般为粘接剂,粘接剂在粉体中的固化过程存在渗透现象,渗透也会伴随外界温度的变化而变化,这会影响成型零件的尺寸。
5.激光粉末烧结法(sls)的核心部件是激光单元(包含激光发生、传输、光学定位),材料一般为各种金属粉体,由铺粉机构送至成型腔内,根据零件切片后制定的光学路径,将激光偏转到粉体的相应位置进行热熔。比如中国专利cn106003713b公开的一种sls扫描方法及3d打印方法,该3d打印方法使用sls加工工艺进行批量零件的3d打印,包括以下步骤:数据处理阶段:按照沿着螺旋线的走向由内而外依次分布的方式设定若干待打印零件的打印位置,并根据所设定的打印位置进行数据切片处理;扫描阶段:按照所述螺旋线的走向由内而外的顺序用激光扫描各打印位置,按顺序在各打印位置上进行不同零件同等层面的sls烧结,通过沿所述螺旋线进行循环多次扫描以完成批量零件的打印。
6.激光粉末烧结法(sls)能使小批量生产中所有零件的品质得到优化,但其产能较低,成型腔尺寸较小。
技术实现要素:
7.本发明的目的在于提供一种基于热固化粉末材料的3d打印成型装置及方法,以解决三维打印黏结成型法(3dp)在粘接剂固化过程存在渗透现象而影响成型零件尺寸的问题,以及激光粉末烧结法(sls)产能较低的问题。
8.为解决上述问题,本发明采用以下技术方案:
9.本发明涉及一种基于热固化粉末材料的3d打印成型装置,其包括成型腔和用于向
成型腔分层铺粉进而形成粉层的铺粉系统,其还包括:
10.压电喷头打印执行系统,用于形成打印数据,并基于打印数据向粉层喷射粘结剂;
11.热固化执行系统,用于对粉层内带有粘结剂的区域直接固化。
12.优选地,所述的压电喷头打印执行系统包括:
13.建模单元,用于设定层高并根据设定的层高进行分层处理,获得打印数据;
14.电路单元,用于对打印数据进行解读,并将其转化为二进制数据,基于二进制数据向压电喷头发送控制信号;
15.供墨单元,用于向压电喷头提供粘结剂;
16.压电喷头,基于电路单元的控制信号,将供墨单元提供的粘结剂喷射至粉层上。
17.优选地,所述的建模单元包括:
18.分层模块,用于导入打印文件,并根据设定的层高对打印文件进行分层处理,得到二维文件;
19.轮廓模块,用于将二维文件中的几何图形的外缘的线条保存下来;
20.bmp模块,用于根据打印分辨率将每个二维文件转化为bmp文件。
21.优选地,所述的电路单元包括:
22.数据模块,用于对建模单元形成的bmp文件进行解读,根据压电喷头的喷孔排列将bmp文件转换为多段的二进制数据,将二进制数据发送至压电喷头;
23.波形模块,用于产生与压电喷头相对应的驱动波形,并将驱动波形发送给压电喷头,进而驱动压电喷头;
24.所述的数据模块和波形模块均连接在一块喷头转接板上,所述的压电喷头也连接在喷头转接板上,喷头转接板用于二进制数据和波形的传输。
25.优选地,所述的供墨单元包括依次连接的一级墨盒模块、一级过滤模块、二级墨盒模块、二级过滤模块和供墨喷头,二级墨盒模块上还连接有负压模块,供墨喷头连接至压电喷头的液体流道。
26.优选地,所述的热固化执行系统包括:
27.红外激光器,用于发出红外激光;
28.激光整形光路,用于将红外激光整形为光幕;
29.激光对准结构,用于调整光幕的照射方向。
30.优选地,所述的激光整形光路包括:
31.柱面镜,用于将红外激光整形为散发的线状光束;
32.准直镜,用于将散发的线状光束调整为平行的线状光束;
33.聚焦镜,用于将平行的线状光束聚焦于打印平面上。
34.优选地,所述的成型腔的上方设有第一移动梁和第二移动梁,所述的铺粉系统安装在第一移动梁上,铺粉过程中,第一移动梁从右向左移动;所述的压电喷头打印执行系统和热固化执行系统安装在第二移动梁上,且热固化执行系统设置在压电喷头打印执行系统的左侧,粘结剂喷射和固化的过程中第二移动梁从左向右移动。
35.优选地,所述的成型腔配有升降机构,用于控制成型腔的高度。
36.本发明还涉及一种基于热固化粉末材料的3d打印成型方法,采用上述基于热固化粉末材料的3d打印成型装置,其包括以下步骤:
37.1)采用铺粉系统向成型腔内铺设一层粉层;
38.2)压电喷头打印执行系统基于设定的层高形成打印数据,并基于打印数据采用压电喷射的方式向粉层喷射粘结剂;
39.3)热固化执行系统跟随压电喷头打印执行系统同时启动,喷射粘结剂后,热固化对粉层内带有粘结剂的区域直接固化;
40.4)判断3d打印是否完成,若3d打印未完成,则将成型腔下降一个层高的高度后返回步骤1),若3d打印已完成,则结束。
41.与现有技术相比,采用本发明涉及的技术方案具有以下有益效果:
42.1、本发明涉及的基于热固化粉末材料的3d打印成型装置包括压电喷头打印执行系统和热固化执行系统,使用时,通过压电喷头打印执行系统向已经铺设好的粉层提供粘结剂,压电喷头打印执行系统运行的过程中,热固化执行系统跟随压电喷头打印执行系统一同运行,用于对粉层内带有粘结剂的区域瞬间固化,防止粘接剂固化过程的渗透现象,进而避免影响成型零件的尺寸。
43.2、本发明涉及的基于热固化粉末材料的3d打印成型方法是采用激光粉末烧结法(sls)辅助三维打印黏结成型法(3dp)的打印成型方法;相比于三维打印黏结成型法(3dp),该方法的成型零件的尺寸更为精准;相比于激光粉末烧结法(sls),该方法的成型腔采用的是三维打印黏结成型法所用的成型腔,成型腔较大,产能较高,适用范围更广。
附图说明
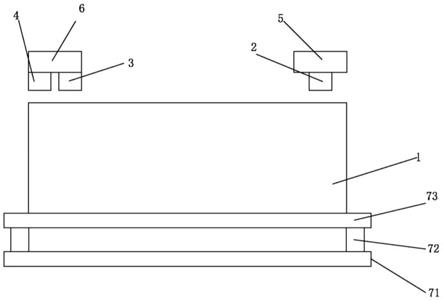
44.图1为基于热固化粉末材料的3d打印成型装置的结构示意图;
45.图2为压电喷头打印执行系统结构框图;
46.图3为热固化执行系统结构框图。
47.图中:1
‑
成型腔,2
‑
铺粉系统,3
‑
压电喷头打印执行系统,31
‑
建模单元,311
‑
分层模块,312
‑
轮廓模块,313
‑
bmp模块,32
‑
电路单元,321
‑
数据模块,322
‑
波形模块,323
‑
喷头转接板,33
‑
供墨单元,331
‑
一级墨盒,332
‑
一级过滤模块,333
‑
二级墨盒,334
‑
二级过滤模块,335
‑
供墨喷头,336
‑
负压模块,34
‑
电压喷头,4
‑
热固化执行系统,41
‑
红外激光器,42
‑
激光整形光路,43
‑
激光对准结构,5
‑
第一移动梁,6
‑
第二移动梁,71
‑
底板,72
‑
升降驱动,73
‑
升降板。
具体实施方式
48.为进一步了解本发明的内容,结合实施例对本发明作详细描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
49.实施例一
50.参照附图1所示,本发明涉及的一种基于热固化粉末材料的3d打印成型装置包括成型腔1、用于向成型腔1分层铺粉进而形成粉层的铺粉系统2、压电喷头打印执行系统3和热固化执行系统4;其中成型腔1和铺粉系统2均与常规的三维打印黏结3d打印成型装置相同,本实施例不再阐述。
51.参照附图1和2所示,所述的压电喷头打印执行系统3用于形成打印数据并基于打印数据采用压电喷射的方式向粉层喷射粘结剂。压电喷头打印执行系统3包括建模单元31、
电路单元32、供墨单元33和压电喷头34。所述的建模单元31用于设定层高并根据设定的层高进行分层处理进而获得打印数据;所述的电路单元32用于对打印数据进行解读并将其转化为二进制数据,基于二进制数据向压电喷头发送控制信号;所述的供墨单元33用于对粘结剂进行过滤并向压电喷头提供粘结剂;所述的压电喷头34基于电路单元32的控制信号,将供墨单元33提供的粘结剂喷射至粉层上。
52.参照附图2所示,所述的建模单元包括分层模块311、轮廓模块312和bmp模块313。分层模块311的型号为wl
‑
03nlch,用于导入打印文件,并根据设定的层高对打印文件进行分层处理,得到二维文件;轮廓模块312采用中国专利cn 204328521u公开的结构,用于将二维文件中的几何图形的外缘的线条保存下来;bmp模块313采用的型号为gy
‑
bmp280,用于根据打印分辨率将每个二维文件转化为bmp文件。
53.参照附图2所示,所述的电路单元32包括数据模块321、波形模块322和喷头转接板323;所述的数据模块321采用型号为txb0108pwr ti的数据转换模块,用于对建模单元31形成的bmp文件进行解读,根据压电喷头的喷孔排列将bmp文件转换为多段的二进制数据,将二进制数据发送至压电喷头;所述的波形模块321采用型号为icl8038ccpd波形发生电路,用于产生与压电喷头相对应的驱动波形,并将驱动波形发送给压电喷头,进而驱动压电喷头34;所述数据模块321和波形模块322均连接在一块喷头转接板324上,所述压电喷头34也连接在喷头转接板324上,喷头转接板323用于二进制数据和波形传输。
54.参照附图2所示,所述的供墨单元33包括依次连接的一级墨盒模块331、一级过滤模块332、二级墨盒模块333、二级过滤模块334和供墨喷头335,二级墨盒模块333上还连接有负压模块336,供墨喷头335连接至压电喷头34的液体流道;所述的负压模块336使得供墨单元33内部形成气压差,使得粘结剂能够从一级过滤模块332输出并进入到供墨喷头335处;所述的粘结剂存储在一级墨盒模块331,一级过滤模块332对粘结剂进行第一次过滤并将粘结剂输送到二级墨盒模块333,二级过滤模块334对粘结剂进行二次过滤并将粘结剂输送到供墨喷头335中,所述的供墨喷头335为压电喷头34提供粘结剂。
55.参照附图1和3所示,所述的热固化执行系统4用于向粉层发出红外激光,对粉层进行局部高温处理,对粉层内带有粘结剂的区域直接固化,通过缩短固化时间的方式较少粘结剂的渗透现象,进而避免影响成型零件的尺寸。所述的热固化执行系统4包括红外激光器41、激光整形光路42和激光对准结构43;所述的红外激光器41采用型号为cl1064
‑
3w0的红外激光器,用于发出红外激光;激光整形光路42包括用于将激光整形为散发的线状光束的柱面镜、用于将散发的线状光束调整为平行的线状光束的准直镜和用于将平行的线状光束聚焦于打印平面上的聚焦镜,激光整形光路42的作用在于将红外激光整形为光幕;所述的激光对准结构43用于调整光幕的照射方向。
56.参照附图1所示,所述的成型腔1的上方设有第一移动梁5和第二移动梁6,第一移动梁5的初始位置位于成型腔1的右上方,第二移动梁6的初始位置位于成型腔1左上方;所述的铺粉系统2安装在第一移动梁5上,铺粉过程中,第一移动梁5从右向左移动;所述的压电喷头打印执行系统3和热固化执行系统4安装在第二移动梁6上,且热固化执行系统4设置在压电喷头打印执行系统3的左侧,粘结剂喷射和固化的过程中第二移动梁6从左向右移动。所述的成型腔1配有升降机构用于控制成型腔1的高度,升降机构包括底板71、设置在底板71上方的若干升降驱动72(电机、气缸或油缸)以及设置在升降机构72上的升降板73,所
述的成型腔1固定在升降板73的上方。
57.实施例二
58.本实施例涉及一种基于热固化粉末材料的3d打印成型方法,该方法采用实施例一涉及的基于热固化粉末材料的3d打印成型装置,基于热固化粉末材料的3d打印成型方法包括以下步骤:
59.1)驱动第一移动梁5,使铺粉系统2从右向左移动,铺粉系统2向成型腔1内铺设一层粉层,铺粉系统2铺设一层粉层后通过第一移动梁5回到初始位置,铺粉速度200毫米/秒,预铺3
‑
5层,保证成型腔上表面粉体平整;
60.2)驱动第二移动梁6,使其从左向右移动,此时,压电喷头打印执行系统3基于设定的层高形成打印数据,并基于打印数据采用压电喷射的方式向粉层喷射粘结剂,其具体步骤为:
61.2.1)将粘结剂存储在一级墨盒模块331,通过负压模块336向电压喷头34输送粘结剂(负压
‑
2.4kpa),进而在在喷孔内形成合适的半月弯液面,完成粘接剂的填充准备,即一级过滤模块332对粘结剂进行第一次过滤并将粘结剂输送到二级墨盒模块333,二级过滤模块334对粘结剂进行二次过滤并将粘结剂输送到供墨喷头335中,供墨喷头335为压电喷头34提供粘结剂;
62.2.2)建模单元31中的分层模块311导入打印文件,并根据设定的层高对打印文件进行分层处理,得到二维文件;然后通过轮廓模块将二维文件中的几何图形的外缘的线条保存下来;在通过bmp模块将每个二维文件转化为bmp文件;
63.2.3)电路单元32中的数据模块321对建模单元31形成的bmp文件进行解读,根据压电喷头的喷孔排列将bmp文件转换为多段的二进制数据,将二进制数据发送至压电喷头;通过电路单元32中的波形模块322产生与压电喷头34相对应的驱动波形,波形参数为90
‑2‑6‑
2,并将驱动波形发送给压电喷头34,进而驱动压电喷头34,进而有选择性的在分层上喷射粘结剂;
64.3)热固化执行系统4跟随压电喷头打印执行系统3同时启动,喷射粘结剂后,热固化执行系统4立刻向粉层发出红外激光,对粉层进行局部高温处理,使得粉层内带有粘结剂的区域直接(瞬间)固化,进而缩短粘结剂的固化时间,避免粘结剂渗透,其具体步骤为:
65.3.1)激光器41发出红外激光;
66.3.2)激光整形光路42将红外激光整形为光幕,即激光整形光路42中的柱面镜将红外激光整形为散发的线状光束,激光整形光路42中的准直镜将散发的线状光束调整为平行的线状光束,激光整形光路42中的聚焦镜将平行的线状光束聚焦于打印平面上,进而将红外激光整形为具有指定照射方向的光幕;
67.3.3)通过激光对准结构43调整光幕的照射方向,使其落在粉层上。
68.4)当一层结构打印完成后,判断3d打印是否全部完成,若3d打印未完成,则将成型腔下降一个层高的高度(0.3毫米)后返回步骤1);若3d打印已完成,则结束。
69.以上结合实施例对本发明进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍属于本发明的专利涵盖范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

