1.本发明主要涉及音响线圈加工的技术领域,具体为一种音响线圈的铜线等距自动上锡装置。
背景技术:
2.铜线镀锡后不仅能够提高其可焊性能,还可以防止绝缘橡皮发粘,线芯发黑变脆的现象,因此在对音响线圈接头处进行点焊时处于焊点处的铜线外表面应镀锡。
3.根据申请号为cn201510420783.3的专利文献所提供的一种线圈铜线自动上锡装置可知,该产品包括底座、加热器、锡炉、第一升降机构、控制器、定位杆、旋转气缸及压线机构;第一升降机构设置在锡炉的上方,定位杆横设在该第一升降机构的上端;压线机构的上端定位在定位杆上,下端朝向锡炉,并通过第一升降机构带动该压线机构上升或下降;旋转气缸与定位杆连接,并通过该旋转气缸带动压线机构转动;第一升降机构与旋转气缸均与控制器连接。该产品实现线圈铜线的自动上锡,这有利于实现线圈的自动化生产。
4.上述专利中的产品便于线圈铜线的自动上锡,但不便于在铜线上进行等距上锡,不便于对铜线的上锡点进行均匀上锡,且不便于锡液的保温。
技术实现要素:
5.本发明主要提供了一种音响线圈的铜线等距自动上锡装置,用以解决上述背景技术中提出的技术问题。
6.本发明解决上述技术问题采用的技术方案为:
7.一种音响线圈的铜线等距自动上锡装置,包括加工平台,加工平台上沿铜线进线方向依序设有线圈放置架、镀锡点清洁部件、定距牵引装置、镀锡装置以及铜线切断部件;
8.所述定距牵引装置包括沿铜线进线方向依序设于加工平台上的绷线夹持部件、下压引线部件、引线夹持部件以及绷线部件,所述绷线部件位于镀锡装置与铜线切断部件之间;
9.所述镀锡装置包括设于加工平台上的锡液加热箱,设于所述锡液加热箱上的保温箱,连通所述锡液加热箱顶部且供铜线水平穿过的多个上锡部件,设于加工平台底部且执行端延伸至锡液加热箱内的移液部件,以及设于所述保温箱顶部且执行端延伸至保温箱内的启闭部件,所述启闭部件用于开启或密封上锡部件,所述上锡部件顶部连通保温箱内壁顶部,所述移液部件用于镀锡时将锡液加热箱中锡液移液填充至上锡部件内,所述启闭部件用于开启或密封上锡部件。
10.优选的,所述绷线夹持部件包括设于加工平台上的铜线定位块,设于所述铜线定位块顶部的铜线压块,设于所述铜线压块顶部且执行端贯穿铜线压块连接铜线定位块顶部的压线伸缩缸,以及设于所述铜线定位块侧壁的多个导线辊,所述引线夹持部件与所述绷线夹持部件结构相同。在本优选的实施例中,通过绷线夹持部件以及引线夹持部件便于分别在绷线及引线过程中对铜线进行夹持固定。
11.优选的,所述下压引线部件包括设于加工平台上的l形引线定位块,设于所述l形引线定位块顶部且执行端贯穿l形引线定位块并延伸至下部的气缸,以及设于所述气缸执行端的引线压块。在本优选的实施例中,下压引线部件便于在引线夹持部件夹持固定的情况下牵引出单位长度的铜线,以便于控制牵引量。
12.优选的,所述绷线部件包括竖直设于加工平台上的竖板,设于所述竖板侧壁的直线导轨,设于所述直线导轨执行端的l形支撑板,以及滑动连接l形支撑板侧壁的夹紧手指气缸,所述夹紧手指气缸与所述l形支撑板间设有用于测量水平绷线牵引力的压力传感器。在本优选的实施例中,绷线部件便于在绷线夹持部件夹持固定的情况下将铜线传输绷直,以便进行镀锡。
13.优选的,所述上锡部件包括底部贯通连接锡液加热箱顶部的第一上锡管,以及顶部贯通连接保温箱内壁顶部且底部与第一上锡管顶部接触的第二上锡管。在本优选的实施例中,通过上锡部件便于对铜线上待镀锡点进行均匀镀锡。
14.优选的,所述移液部件包括设于加工平台底部且执行端延伸至锡液加热箱内的液压缸,设于所述液压缸执行端的移液板,以及设于所述移液板底部且加热端贯穿移液板并延伸至上部的加热器。在本优选的实施例中,移液部件便于在镀锡时将锡液加热箱中锡液移液填充至上锡部件内。
15.优选的,所述启闭部件包括设于保温箱顶部且延伸至保温箱内的u形密封板,设于所述u形密封板上且执行端贯穿u形密封板连接保温箱顶部的电动缸。在本优选的实施例中,启闭部件用于开启或密封上锡部件。
16.优选的,所述锡液加热箱外壁设有用于升降保温箱的升降部件,所述升降部件包括连接锡液加热箱侧壁的多个驱动缸,所述驱动缸执行端连接保温箱侧壁。在本优选的实施例中,通过升降部件实现保温箱及上锡部件的分离,以便于铜线的穿插。
17.优选的,所述镀锡点清洁部件包括设于加工平台上的清洁液存储盒,设于所述清洁液存储盒内的z形升降板,设于所述z形升降板上的清洁辊,以及设于所述z形升降板顶部且执行端贯穿z形升降板连接清洁液存储盒侧壁顶部的第一气压缸。在本优选的实施例中,通过镀锡点清洁部件便于对铜线上待镀锡点进行清洁。
18.优选的,所述铜线切断部件包括设于加工平台上的切断定位架,设于所述切断定位架上的驱动板,以及设于所述驱动板底部的切断刀头、顶部的第二气压缸,所述第二气压缸输出端贯穿驱动板连接切断定位架顶部。在本优选的实施例中,通过铜线切断部件便于镀锡完成后铜线的等距切断。
19.与现有技术相比,本发明的有益效果为:
20.本发明中的产品通过定距牵引装置便于铜线的等距牵引,以便于在铜线上进行等距上锡,通过镀锡装置便于对铜线的上锡点进行均匀上锡,且便于锡液的保温;
21.定距牵引装置中通过绷线夹持部件以及引线夹持部件便于分别在绷线及引线过程中对铜线进行夹持固定,下压引线部件便于在引线夹持部件夹持固定的情况下牵引出单位长度的铜线,以便于控制牵引量,绷线部件便于在绷线夹持部件夹持固定的情况下将铜线传输绷直,以便进行镀锡;镀锡装置中通过上锡部件便于对铜线上待镀锡点进行均匀镀锡,移液部件便于在镀锡时将锡液加热箱中锡液移液填充至上锡部件内,启闭部件用于开启或密封上锡部件,通过升降部件实现保温箱及上锡部件的分离,以便于铜线的穿插;通过
镀锡点清洁部件便于对铜线上待镀锡点进行清洁,通过铜线切断部件便于镀锡完成后铜线的等距切断。
22.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
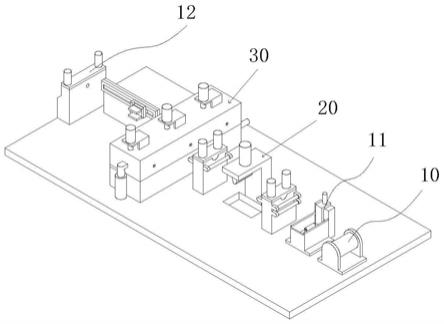
23.图1为本发明的整体结构轴测图;
24.图2为本发明的定距牵引装置结构轴测图;
25.图3为本发明的绷线部件结构轴测图;
26.图4为本发明的镀锡装置结构爆炸图;
27.图5为本发明的保温箱结构轴测图;
28.图6为本发明的整体结构俯视图;
29.图7为本发明的整体结构侧视图;
30.图8为本发明的镀锡装置结构剖视图。
31.附图说明:10、线圈放置架;11、镀锡点清洁部件;111、清洁液存储盒;112、z形升降板;113、清洁辊;114、第一气压缸;12、铜线切断部件;121、切断定位架;122、驱动板;123、切断刀头;124、第二气压缸;20、定距牵引装置;21、绷线夹持部件;211、铜线定位块;212、铜线压块;213、压线伸缩缸;214、导线辊;22、下压引线部件;221、l形引线定位块;222、气缸;223、引线压块;23、引线夹持部件;24、绷线部件;241、竖板;242、直线导轨;243、l形支撑板;244、夹紧手指气缸;245、压力传感器;30、镀锡装置;31、锡液加热箱;32、上锡部件;321、第一上锡管;322、第二上锡管;33、移液部件;331、液压缸;332、移液板;333、加热器;34、保温箱;35、启闭部件;351、u形密封板;352、电动缸;36、升降部件;361、驱动缸。
具体实施方式
32.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
33.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
34.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
35.请着重参照附图1、6、7所示,在本发明一优选实施例中,一种音响线圈的铜线等距自动上锡装置,包括加工平台,加工平台上沿铜线进线方向依序设有线圈放置架10、镀锡点清洁部件11、定距牵引装置20、镀锡装置30以及铜线切断部件12;所述镀锡点清洁部件11包括设于加工平台上的清洁液存储盒111,设于所述清洁液存储盒111内的z形升降板112,设于所述z形升降板112上的清洁辊113,以及设于所述z形升降板112顶部且执行端贯穿z形升
降板112连接清洁液存储盒111侧壁顶部的第一气压缸114,所述铜线切断部件12包括设于加工平台上的切断定位架121,设于所述切断定位架121上的驱动板122,以及设于所述驱动板122底部的切断刀头123、顶部的第二气压缸124,所述第二气压缸124输出端贯穿驱动板122连接切断定位架121顶部。
36.需要说明的是,在本实施例中,加工时,将铜线线圈放置在线圈放置架10上,铜线依次穿过线圈放置架10、镀锡点清洁部件11、定距牵引装置20、镀锡装置30以及铜线切断部件12,铜线定距牵引装置20的定距牵引实现铜线的定距移动,镀锡点清洁部件11进行镀锡点清洁加工,镀锡装置30进行镀锡加工,铜线切断部件12进行铜线切断加工;
37.进一步的,在定距牵引装置20完成一次定距牵引后,第一气压缸114带动z形升降板112上移,以使浸满清洁液存储盒111内清洁液的清洁辊113接触铜线,清洁辊113对铜线的待镀锡点进行清洁;
38.进一步的,在定距牵引装置20完成一次定距牵引后,第二气压缸124带动驱动板122下移,切断刀头123对铜线进行切断。
39.请着重参照附图2、3、7所示,在本发明另一优选实施例中,所述定距牵引装置20包括沿铜线进线方向依序设于加工平台上的绷线夹持部件21、下压引线部件22、引线夹持部件23以及绷线部件24,所述绷线部件24位于镀锡装置30与铜线切断部件12之间;所述绷线夹持部件21包括设于加工平台上的铜线定位块211,设于所述铜线定位块211顶部的铜线压块212,设于所述铜线压块212顶部且执行端贯穿铜线压块212连接铜线定位块211顶部的压线伸缩缸213,以及设于所述铜线定位块211侧壁的多个导线辊214,所述引线夹持部件23与所述绷线夹持部件21结构相同,所述下压引线部件22包括设于加工平台上的l形引线定位块221,设于所述l形引线定位块221顶部且执行端贯穿l形引线定位块221并延伸至下部的气缸222,以及设于所述气缸222执行端的引线压块223,所述绷线部件24包括竖直设于加工平台上的竖板241,设于所述竖板241侧壁的直线导轨242,设于所述直线导轨242执行端的l形支撑板243,以及滑动连接l形支撑板243侧壁的夹紧手指气缸244,所述夹紧手指气缸244与所述l形支撑板243间设有用于测量水平绷线牵引力的压力传感器245。
40.需要说明的是,在本实施例中,进行定距牵引时,首先仅由引线夹持部件23夹持铜线,此时气缸222带动引线压块223下移,以使单位长度的铜线经过绷线夹持部件21,其次,绷线夹持部件21夹持铜线,引线夹持部件23松开铜线,最后,绷线部件24将铜线传输绷直即可完成定距牵引;
41.进一步的,绷线夹持部件21工作时,铜线压块212在压线伸缩缸213的带动下下移压紧铜线;
42.进一步的,绷线部件24工作时,夹紧手指气缸244夹紧固定铜线,并在直线导轨242的带动下朝铜线切断部件12的方向移动,此时压力传感器245将水平牵引压力数据传递至plc控制器,在移动过程中随着铜线的绷直水平牵引压力数据逐渐上升,当水平牵引压力数据大于设定值时,plc控制器控制直线导轨242停止工作,完成绷直。
43.请着重参照附图4、5、8所示,在本发明另一优选实施例中,所述镀锡装置30包括设于加工平台上的锡液加热箱31,设于所述锡液加热箱31上的保温箱34,连通所述锡液加热箱31顶部且供铜线水平穿过的多个上锡部件32,设于加工平台底部且执行端延伸至锡液加热箱31内的移液部件33,以及设于所述保温箱34顶部且执行端延伸至保温箱34内的启闭部
件35,所述启闭部件35用于开启或密封上锡部件32,所述上锡部件32顶部连通保温箱34内壁顶部,所述移液部件33用于镀锡时将锡液加热箱31中锡液移液填充至上锡部件32内,所述启闭部件35用于开启或密封上锡部件32,所述上锡部件32包括底部贯通连接锡液加热箱31顶部的第一上锡管321,以及顶部贯通连接保温箱34内壁顶部且底部与第一上锡管321顶部接触的第二上锡管322,所述移液部件33包括设于加工平台底部且执行端延伸至锡液加热箱31内的液压缸331,设于所述液压缸331执行端的移液板332,以及设于所述移液板332底部且加热端贯穿移液板332并延伸至上部的加热器333,所述启闭部件35包括设于保温箱34顶部且延伸至保温箱34内的u形密封板351,设于所述u形密封板351上且执行端贯穿u形密封板351连接保温箱34顶部的电动缸352,所述锡液加热箱31外壁设有用于升降保温箱34的升降部件36,所述升降部件36包括连接锡液加热箱31侧壁的多个驱动缸361,所述驱动缸361执行端连接保温箱34侧壁。
44.需要说明的是,在本实施例中,镀锡前,可通过驱动缸361上移保温箱34,并在铜线穿过上锡部件32后复位保温箱34,以使铜线置于第一上锡管321与第二上锡管322重合后所形成的通孔内,镀锡时,液压缸331带动移液板332上移,以使熔融的锡液进入第一上锡管321与第二上锡管322内的空腔,对铜线上的待镀锡点进行均匀镀锡,镀锡完成后液压缸331复位,定距牵引装置20完成一次定距牵引后可重复上述操作进行镀锡,加热器333可对锡液加热箱31内锡液进行加热;
45.进一步的,可根据同时镀锡的铜线根数调整上锡部件32的工作个数,关闭上锡部件32时,电动缸352带动u形密封板351下移,u形密封板351对第二上锡管322顶部进行密封,且对第一上锡管321与第二上锡管322重合后所形成的通孔进行密封,完成密闭。
46.本发明的具体流程如下:
47.plc控制器型号为“osm
‑
rplc”,压力传感器245型号为“sfzt
‑
01”。
48.加工时,将铜线线圈放置在线圈放置架10上,铜线依次穿过线圈放置架10、镀锡点清洁部件11、定距牵引装置20、镀锡装置30以及铜线切断部件12,铜线定距牵引装置20的定距牵引实现铜线的定距移动,镀锡点清洁部件11进行镀锡点清洁加工,镀锡装置30进行镀锡加工,铜线切断部件12进行铜线切断加工;
49.在定距牵引装置20完成一次定距牵引后,第一气压缸114带动z形升降板112上移,以使浸满清洁液存储盒111内清洁液的清洁辊113接触铜线,清洁辊113对铜线的待镀锡点进行清洁;
50.在定距牵引装置20完成一次定距牵引后,第二气压缸124带动驱动板122下移,切断刀头123对铜线进行切断;
51.进行定距牵引时,首先仅由引线夹持部件23夹持铜线,此时气缸222带动引线压块223下移,以使单位长度的铜线经过绷线夹持部件21,其次,绷线夹持部件21夹持铜线,引线夹持部件23松开铜线,最后,绷线部件24将铜线传输绷直即可完成定距牵引;
52.绷线夹持部件21工作时,铜线压块212在压线伸缩缸213的带动下下移压紧铜线;
53.绷线部件24工作时,夹紧手指气缸244夹紧固定铜线,并在直线导轨242的带动下朝铜线切断部件12的方向移动,此时压力传感器245将水平牵引压力数据传递至plc控制器,在移动过程中随着铜线的绷直水平牵引压力数据逐渐上升,当水平牵引压力数据大于设定值时,plc控制器控制直线导轨242停止工作,完成绷直;
54.镀锡前,可通过驱动缸361上移保温箱34,并在铜线穿过上锡部件32后复位保温箱34,以使铜线置于第一上锡管321与第二上锡管322重合后所形成的通孔内,镀锡时,液压缸331带动移液板332上移,以使熔融的锡液进入第一上锡管321与第二上锡管322内的空腔,对铜线上的待镀锡点进行均匀镀锡,镀锡完成后液压缸331复位,定距牵引装置20完成一次定距牵引后可重复上述操作进行镀锡,加热器333可对锡液加热箱31内锡液进行加热;
55.可根据同时镀锡的铜线根数调整上锡部件32的工作个数,关闭上锡部件32时,电动缸352带动u形密封板351下移,u形密封板351对第二上锡管322顶部进行密封,且对第一上锡管321与第二上锡管322重合后所形成的通孔进行密封,完成密闭。
56.上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

