1.本实用新型涉及焊接技术领域,尤其涉及一种两米喉深机器人伺服焊钳。
背景技术:
2.现如今汽车制造行业发展迅速,汽车款式更新迭代。一条汽车生产线都应具备满足两款或多款车型的生产需要,对生产设备的的通用性要求提高。汽车焊接焊钳的操作,若局限在一定大小范围内,很难满足多种车型的焊接工作。对于开阔的焊接工况,常规大小的焊钳往往需要多套设备配合才能完成多款车件的焊接工作。电阻焊行业中传统焊钳因技术能力限制,只能做到1.3米喉深机器人伺服焊钳,再做大就无法同时满足电流指标、压力指标、焊钳扰度值指标。由于无法设计制造更大的焊钳设备,距离稍远的焊点只能通过工艺排布转移给其他设备去完成,一定程度上增加了焊接工序和设备投入成本。
技术实现要素:
3.本实用新型要解决的技术问题是针对上述缺陷,提供一种两米喉深机器人伺服焊钳,以解决现有技术中焊钳喉深较浅且无法满足多款车件焊接的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种两米喉深机器人伺服焊钳,包括驱动机构、框架机构、电极机构、钳臂机构、安装连接机构及变压机构;
6.所述的驱动机构包括下压机构和驱动支杆,所述的下压机构与所述的驱动支杆固定连接;
7.所述的框架机构包括盖板和挡板,所述的盖板的数量为两个,两个盖板相对平行设置,所述的挡板与所述的盖板之间垂直固定;
8.所述的电极机构包括上电极和下电极,所述的上电极与所述的下电极相对设置;
9.所述的钳臂机构包括c形的支撑体、上支臂及下支臂,所述的支撑体的上端与所述的上支臂固定连接,所述的支撑体的下端与所述的下支臂固定连接,所述的上支臂与所述的下支臂平行设置;
10.所述的安装连接机构设置在所述的上支臂上;
11.所述的变压机构设置在所述的上支臂上,所述的变压机构分别与所述的上电极、所述的下电极相连;
12.所述的驱动支杆与所述的上电极固定;两个盖板分别与所述的上支臂的侧边固定连接;两个盖板、所述的挡板、所述的上支臂之间形成容纳所述的下压机构和所述的变压机构的空间;所述的下电极与所述的下支臂之间垂直固定。
13.上述所述的两米喉深机器人伺服焊钳中,所述的下压机构包括伺服电机和减速机,所述的伺服电机与所述的减速机相连;
14.所述的驱动支杆为滚珠丝杠,所述的滚珠丝杠与所述的减速机相连。
15.上述所述的两米喉深机器人伺服焊钳中还包括限位槽,所述的滚珠丝杠贯穿所述
的限位槽并与所述的限位槽相配合。
16.上述所述的两米喉深机器人伺服焊钳中所述的限位槽内圈设置有螺纹,所述的螺纹与所述的滚珠丝杠相匹配。
17.上述所述的两米喉深机器人伺服焊钳中所述的盖板采用铝合金材质制成;
18.所述的挡板采用铝合金材质制成;
19.所述的盖板与所述的挡板上均开设有减重孔。
20.上述所述的两米喉深机器人伺服焊钳中所述的上电极通过连接支架固定到所述的驱动支杆上。
21.上述所述的两米喉深机器人伺服焊钳中所述的下电极通过曲臂杆固定到所述的下支臂上。
22.上述所述的两米喉深机器人伺服焊钳中所述的支撑体采用铝合金制成;
23.所述的上支臂采用铝合金制成;
24.所述的下支臂采用铝合金制成;
25.所述的支撑体分别与所述的上支臂、所述的下支臂之间通过螺纹固定。
26.上述所述的两米喉深机器人伺服焊钳中所述的支撑体、所述的上支臂及所述的下支臂上均开设有安装孔。
27.上述所述的两米喉深机器人伺服焊钳中所述的安装连接机构用于固定水冷系统和导电系统。
28.综上所述,本实用新型与现有技术相比具有以下有益效果:
29.相对于现有技术,本技术设计六大机构;其中驱动机构、框架机构及电极机构的配合,使焊钳喉深达到2米尺寸,可兼顾了两台或多台焊钳才能完成的工位,一定程度上降低了设备的投入成本,简化了整体工序,设计要求降低;其中安装连接机构的设置满足多套常规焊钳及其他配套设备配合使用,此外,特大焊钳因其钳臂很大,焊钳的组成以钳臂为主体,将其他部件组装在它上面,安装连接机构直接设计在整台焊钳的重心附近,以保证焊钳被抓起时焊钳能很好的保持平衡和减轻抓取设备的负载。经测试,大大超出了传统焊钳设备的规格上限,能完成1.95米远距离的焊接工作,同时焊接压力在达到5000n时扰度值≤3.5mm,焊钳最大短路电流达到12000a,焊钳整体重量在350kg以为,搭配500kg负载的机器人焊钳即可正常运行。总的来说,设计要求降低,一些情况下一台焊钳可以完成多台焊钳的焊接工作,在一定程度上可以满足多款车型车件的焊钳工作。
附图说明
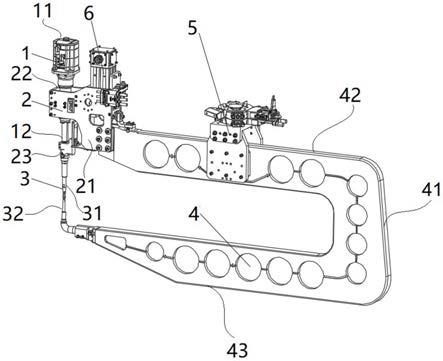
30.图1为本实用新型中两米喉深机器人伺服焊钳的结构示意图。
31.附图标记:
32.1、驱动机构;11、下压机构;12、驱动支杆;
33.2、框架机构;21、盖板;22、挡板;23、限位槽;
34.3、电极机构;31、上电极;32、下电极;
35.4、钳臂机构;41、支撑体;42、上支臂;43、下支臂;
36.5、安装连接机构;
37.6、变压机构。
具体实施方式
38.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一机构实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
39.本实施例的两米喉深机器人伺服焊钳,如图1所示,包括驱动机构1、框架机构2、电极机构3、钳臂机构4、安装连接机构5及变压机构6。整体结构简单,维修方便,配件易于集中化采购,成本低廉。
40.所述的驱动机构1包括下压机构11和驱动支杆12,所述的下压机构11 与所述的驱动支杆12固定连接。具体的来说,所述的下压机构11包括伺服电机和减速机,所述的伺服电机与所述的减速机相连;所述的驱动支杆12为滚珠丝杠,所述的滚珠丝杠与所述的减速机相连。实际应用时,伺服电机通过减速机带动驱动支杆12旋转,通过驱动支杆12与电极机构3之间的旋转配合,可带动电极机构3的运动,最终实现电极机构3到达焊接位置。为了进一步约束驱动支杆12的活动范围,提高其工作效率,避免其损坏,需要设计限位槽23,使滚珠丝杠贯穿所述的限位槽23并与所述的限位槽23相配合;需要提醒的是,此处的配合方式如下:所述的限位槽23内圈设置有螺纹,所述的螺纹与所述的滚珠丝杠相匹配。
41.所述的框架机构2包括盖板21和挡板22,所述的盖板21的数量为两个,两个盖板21相对平行设置,所述的挡板22与所述的盖板21之间垂直固定。为了增强框架机构的稳定性和耐用性,所述的盖板21采用铝合金材质制成;所述的挡板22采用铝合金材质制成;所述的盖板21与所述的挡板22上均开设有减重孔。
42.所述的电极机构3包括上电极31和下电极32,所述的上电极31与所述的下电极32相对设置。具体的,所述的上电极31通过连接支架固定到所述的驱动支杆12上,所述的下电极32通过曲臂杆固定到所述的下支臂43上。
43.所述的钳臂机构4包括c形的支撑体41、上支臂42及下支臂43,所述的支撑体41的上端与所述的上支臂42固定连接,所述的支撑体41的下端与所述的下支臂43固定连接,所述的上支臂42与所述的下支臂43平行设置,所述的支撑体41、所述的上支臂42及所述的下支臂43上均开设有安装孔。需要注意的是,钳臂机构4的合理设计对于整个装置的稳定平衡起到关键作用,故所述的支撑体41采用铝合金制成,所述的上支臂42采用铝合金制成,所述的下支臂43采用铝合金制成,所述的支撑体41分别与所述的上支臂42、所述的下支臂43之间通过螺纹固定。
44.所述的安装连接机构5设置在所述的上支臂42上,所述的安装连接机构 5用于固定水冷系统和导电系统;
45.所述的变压机构6设置在所述的上支臂42上,所述的变压机构6分别与所述的上电极31、所述的下电极32相连;
46.所述的驱动支杆12与所述的上电极31固定;两个盖板21分别与所述的上支臂42的侧边固定连接;两个盖板21、所述的挡板22、所述的上支臂42 之间形成容纳所述的下压机构11和所述的变压机构6的空间;所述的下电极 32与所述的下支臂43之间垂直固定。
47.现有技术,中国发明专利,申请号:cn201810651227.0,公开号:cn108637445a,公开一种机器人c型伺服焊钳总成,其具体方案如下(如其具体实施方式所示):“如图1所示,
一种机器人c型伺服焊钳总成,包括c 形的钳体,钳体采用7075航空铝进行轻量化设计,具有1500mm的喉深。钳体包括上钳体6、下钳体9和连接体8,上、下钳体通过连接体8连接。在上钳体6上安装有上电极1,在下钳体9上安装有下电极10。在上电极1上方安装有伺服下压机构2,通过伺服下压机构2实现上电极1的下伸动作。在上钳体上6同时还安装有变压机构3。在上钳体6的中部固定有u形的连接支架5。上钳体6位于u形连接支架5的开口内,通过u形连接支架的水平连接板12实现钳体与六轴下探式机器人的法兰连接。
48.在u形连接支架的两个垂直的连接板18的外侧固定有直角支撑架19,在直角支撑架19上固定有气缸座4。在垂直的连接板18的内侧固定有滑块 16。在上钳体6的两侧各通过螺钉固定有一个焊钳连接板14,焊钳连接板14 为四边形。在每个焊钳连接板14上固定有相互平行的两排滑轨17,滑块16 安装在滑轨17上。在两排滑轨17中间固定有“π”形支架的竖板13,“π”形支架的横板15与气缸构件的活塞轴11相连。
49.在上钳体6和连接体相接处7,以及下钳体和连接体的相接处7,均打入多枚暗螺钉,增加钳体的刚度,防止钳体的变形后在电机头端形成放大效应,导致的上下电机头对中偏差,形成椭圆形焊点,降低焊接牢固性。
50.在实现焊接时,机器人通过连接支架5将焊钳移动至焊接工件处,上电极1与工件碰触时,为了防止钳体移动碰撞,钳体可以上下微动,钳体的上下微动带动滑轨17运动,滑轨17和“π”形支架20均与钳体固定,因此,滑轨17和“π”形支架20也会随之运动。由于“π”形支架20与气缸活塞轴11相连,通过气缸座4与活塞轴11的相对运动,实现钳体与连接支架5 的相对运动,从而实现柔性连接,吸收对焊件的冲击”;相对于现有技术,本技术设计六大机构;其中驱动机构1、框架机构2及电极机构3的配合,使焊钳喉深达到2米尺寸,可兼顾了两台或多台焊钳才能完成的工位,一定程度上降低了设备的投入成本,简化了整体工序,设计要求降低;其中安装连接机构5的设置满足多套常规焊钳及其他配套设备配合使用,此外,特大焊钳因其钳臂很大,焊钳的组成以钳臂为主体,将其他部件组装在它上面,安装连接机构5直接设计在整台焊钳的重心附近,以保证焊钳被抓起时焊钳能很好的保持平衡和减轻抓取设备的负载。经测试,大大超出了传统焊钳设备的规格上限,能完成1.95米远距离的焊接工作,同时焊接压力在达到5000n时扰度值≤3.5mm,焊钳最大短路电流达到12000a,焊钳整体重量在350kg以为,搭配500kg负载的机器人焊钳即可正常运行。总的来说,设计要求降低,一些情况下一台焊钳可以完成多台焊钳的焊接工作,在一定程度上可以满足多款车型车件的焊钳工作。
51.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

