1.本实用新型涉及车削加工领域,尤其涉及一种非轴类零件车削定位夹具。
背景技术:
2.车削加工一种常见的金属加工方式。在现代工业中,这项技术已广泛应用于加工轴、盘、套和其他具有回转表面的工件中。车削是最基本、最常见的切削加工方法,在生产中占有十分重要的地位。车削适用于加工回转表面,大部分具有回转表面的工件都能够用车削方法加工,是机械制造和修配工厂中使用最广的一类机械加工方式。数控车床是车床不断发展的先进产物,它能一次装夹,连续加工完成所有车削工序,其加工生产效率高、加工范围广,具有较高的加工精度,所以车削加工在机械加工中的作用越来越重要。
3.目前,有很多机械生产厂家,制造非轴类零件种类较多,而此类零件回转部分的加工难度大,数控车床的液压卡盘并不能满足零件的装夹固定。如何使这类非轴类零件在车削加工过程中定位精确并夹紧牢固,同时尽可能提高加工效率,成为本领域技术人员亟待解决的问题。
技术实现要素:
4.本实用新型的目的是提供一种非轴类零件车削定位夹具,解决上述技术问题。本实用新型采用如下技术方案:
5.本实用新型一种非轴类零件车削定位夹具,包括夹具体、辅助支撑、第一压板和第二压板,所述夹具体设置在车床主轴上,两个液压缸设置在所述夹具体上,所述第一压板和第二压板均通过小轴销分别连接两个所述液压缸的拉杆,所述第一压板和第二压板均通过大轴销和连接板分别与两个所述液压缸的支架连接;所述第二压板的正下方设置有辅助支撑,所述第一压板的下方设置有定位销座,所述定位销座上设置有菱形定位销和圆形定位销。
6.进一步的,所述夹具体上设置有用于控制两个液压缸动作顺序的顺序阀。
7.进一步的,所述液压缸具体采用缸径50mm的杠杆液压缸。
8.进一步的,所述顺序阀通过螺钉固定在夹具体上。
9.进一步的,所述夹具体上设置有配重块,所述配重块通过螺钉固定在夹具体上。
10.进一步的,所述圆形定位销和菱形定位销与所述定位销座过盈配合。
11.进一步的,所述定位销座通过螺钉固定在夹具体上。
12.与现有技术相比,本实用新型的有益技术效果:
13.本实用新型非轴类零件车削定位夹具,通过液压缸驱动第一压板和第二压板来夹紧工件,并且设有辅助支撑,夹紧力大,加工时更加稳定;本实用新型非轴类零件车削定位夹具上设置有圆形定位销和菱形定位销,工件的定位精准、工件不易变形;本实用新型非轴类零件车削定位夹具通过设置顺序阀来控制第一压板和第二压板的夹紧顺序,自动化程度高。总的来说,本实用新型非轴类零件车削定位夹具结构简单,自动化程度较高,既能实现
快速装夹、精准定位,又能提高生产效率降低制造成本,同时还能减小操作者的工作强度、扩大产品的产能。
附图说明
14.下面结合附图说明对本实用新型作进一步说明:
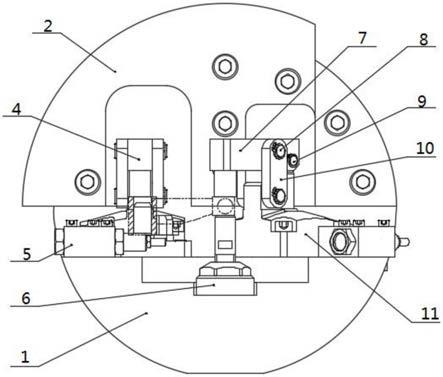
15.图1为本实用新型非轴类零件车削定位夹具后视图;
16.图2为本实用新型非轴类零件车削定位夹具右视图;
17.图3为本实用新型非轴类零件车削定位夹具仰视图(不包含配重块);
18.图4为本实用新型非轴类零件车削定位夹具正视图(不包含配重块)。
19.附图标记说明:1、夹具体;2、配重块;3、车床主轴;4、第一压板;5、顺序阀;6、辅助支撑;7、第二压板;8、大轴销;9、小轴销;10、连接板; 11、液压缸;12、定位销座;13、菱形定位销;14、圆形定位销;15、工件。
具体实施方式
20.如图1至图4所示,一种非轴类零件车削定位夹具,包括夹具体1、辅助支撑6、第一压板4和第二压板7,所述夹具体1设置在所述车床主轴3上,两个液压缸11设置在所述夹具体1上,所述第一压板4和第二压板7均通过小轴销 9分别连接两个所述液压缸11的拉杆,所述第一压板4和第二压板7均通过大轴销8和连接板10分别与两个所述液压缸11的支架连接,连接板10上下两端均为铰接。
21.所述第二压板7的正下方设置有辅助支撑6,调至要求位置后锁紧。所述第一压板4的下方设置有定位销座12,所述定位销座12通过螺钉固定在夹具体1 上。所述定位销座12上设置有菱形定位销13和圆形定位销14。所述圆形定位销14和菱形定位销13与所述定位销座12过盈配合。
22.所述夹具体1上设置有用于控制两个液压缸11动作顺序的顺序阀5。两个顺序阀5分别靠近两个所述液压缸11设置。
23.压紧工件15时通过顺序阀5控制第一压板4先下降压紧工件15,然后第二压板7再下降压紧工件15;释放工件15时通过顺序阀5。控制第二压板7先上升释放工件15,然后第一压板4再上升释放工件15。
24.所述液压缸11具体采用缸径50mm的杠杆液压缸。
25.所述顺序阀5通过螺钉固定在夹具体1上。
26.所述夹具体1上设置有配重块2,所述配重块2通过螺钉固定在夹具体1上。所述配重块2设置在所述第一压板4和第二压板7的上方,所述配重块2上开设开设有与所述第一压板4和第二压板7避让的凹槽,利于工件的装卸。
27.本实用新型的动作过程如下:
28.首先,操作者将工件15的两孔分别安装在圆形定位销14和菱形定位销13 上,调节辅助支撑6,调至要求位置后锁紧;然后,操作者启动液压开关压紧工件15,通过顺序阀5控制第一压板4先下降压紧工件15,第二压板7再下降压紧工件15;之后,操作者启动车床电源开关,车床主轴3带动本实用新型非轴类零件车削定位夹具旋转,车刀按程序进给切削,切削完成后车刀退回原点,主轴停止旋转;最后,操作者关闭液压开关,第二压板7先上升释放
工件15,然后第一压板4再上升释放工件15,操作者取下工件15,至此一个车削过程完成。
29.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
技术特征:
1.一种非轴类零件车削定位夹具,其特征在于:包括夹具体(1)、辅助支撑(6)、第一压板(4)和第二压板(7),所述夹具体(1)设置在车床主轴(3)上,两个液压缸(11)设置在所述夹具体(1)上,所述第一压板(4)和第二压板(7)均通过小轴销(9)分别连接两个所述液压缸(11)的拉杆,所述第一压板(4)和第二压板(7)均通过大轴销(8)和连接板(10)分别与两个所述液压缸(11)的支架连接;所述第二压板(7)的正下方设置有辅助支撑(6),所述第一压板(4)的下方设置有定位销座(12),所述定位销座(12)上设置有菱形定位销(13)和圆形定位销(14)。2.根据权利要求1所述的非轴类零件车削定位夹具,其特征在于:所述夹具体(1)上设置有用于控制两个液压缸(11)动作顺序的顺序阀(5)。3.根据权利要求1所述的非轴类零件车削定位夹具,其特征在于:所述液压缸(11)具体采用缸径50mm的杠杆液压缸。4.根据权利要求2所述的非轴类零件车削定位夹具,其特征在于:所述顺序阀(5)通过螺钉固定在夹具体(1)上。5.根据权利要求1所述的非轴类零件车削定位夹具,其特征在于:所述夹具体(1)上设置有配重块(2),所述配重块(2)通过螺钉固定在夹具体(1)上。6.根据权利要求1所述的非轴类零件车削定位夹具,其特征在于:所述圆形定位销(14)和菱形定位销(13)与所述定位销座(12)过盈配合。7.根据权利要求1所述的非轴类零件车削定位夹具,其特征在于:所述定位销座(12)通过螺钉固定在夹具体(1)上。
技术总结
本实用新型公开了一种非轴类零件车削定位夹具,包括夹具体、辅助支撑、第一压板和第二压板,所述夹具体设置在车床主轴上,两个液压缸设置在所述夹具体上,所述第一压板和第二压板均通过小轴销分别连接两个所述液压缸的拉杆,所述第一压板和第二压板均通过大轴销和连接板分别与两个所述液压缸的支架连接;所述第二压板的正下方设置有辅助支撑,所述第一压板的下方设置有定位销座,所述定位销座上设置有菱形定位销和圆形定位销。本实用新型非轴类零件车削定位夹具结构简单,自动化程度较高,既能实现快速装夹、精准定位,又能提高生产效率降低制造成本,同时还能减小操作者的工作强度、扩大产品的产能。扩大产品的产能。扩大产品的产能。
技术研发人员:李伟 郑立艳
受保护的技术使用者:唐山龙润机械有限公司
技术研发日:2020.12.23
技术公布日:2021/10/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

