1.本实用新型涉及一种轴承套的夹具,特别涉及一种加工轴承套用的嵌入式夹具,属于机械加工领域。
背景技术:
2.汽轮机机组中的轴承套是由两半组成的,轴承套在加工时需要将两半组合在一起进行加工,因为轴承套的材质为黄铜,黄铜相对较软,在装夹时不仅会发生比较严重的塑性变形,两半轴承套还不容易固定。
技术实现要素:
3.本实用新型为了解决现有技术中轴承套因材质较软,在装夹时不仅会发生比较严重的塑性变形,两半轴承套还不容易固定的问题,进而提供一种用于加工轴承套的夹具。
4.本实用新型为解决上述技术问题采取的技术方案是:
5.一种用于加工轴承套的夹具,所述夹具包括夹紧体、多个调节支撑钉和多个压板,夹紧体包括夹紧体底座和夹盘,夹紧体底座包括立板、立板底座和两个加强肋,立板竖直安装在立板底座的上表面上,两个加强肋均安装在立板与立板底座之间,夹盘设置在立板上,夹盘所在的平面与加强肋所在的立板的平面平行,夹盘的中心处加工有凹槽,凹槽的顶端加工有第一凸缘,凹槽的底面上加工有多个孔,凹槽的中心处设置有凸台,凸台的顶端加工有第二凸缘,凸台的中心处加工有第一通孔,夹盘的上表面上加工有多个第一螺纹孔和多个第二螺纹孔,每个第一螺纹孔和每个第二螺纹孔设为一组,每组螺纹孔均匀分布在夹盘上,每个调节支撑钉的连接端均加工有外螺纹,每个调节支撑钉安装在夹盘的每个第一螺纹孔内,每个调节支撑钉的外螺纹与每个第一螺纹孔的内螺纹通过螺纹连接,每个压板为长方形板体,每个长方形板体的一端均加工有凹形口,每个长方形板体的一个表面上沿长度方向均加工有第一长条形通孔,每个压板设置在每个调节支撑钉的上面,每个压板的下表面与每个调节支撑钉的上表面相抵,每个螺纹杆的一端安装在每个第二螺纹孔内,每个螺纹杆的另一端穿过每个压板的第一长条形通孔与每个六角螺母螺纹连接。
6.本实用新型与现有技术相比包含的有益效果是:
7.1、本夹具的装夹部件采用螺纹杆、六角螺母、调节支撑钉与压板配合,将待加工工件组合后放置在夹具的夹盘上,螺纹杆穿过压板的第一长条形通孔与六角螺母螺纹连接,调节支撑钉安装在螺纹杆的外侧,调节支撑钉的上表面与压板的下表面相抵,从而固定压板,解决了两半组成的待加工工件无法装夹的问题,利用螺纹连接解决厚度不同的待加工工件在加工时的装夹问题,使用者可根据待加工工件的厚度调整压板的位置,利用压板对待加工工件进行压紧固定,压板与待加工工件为面接触,又解决了因待加工工件材质较软而发生塑性变形的问题。
8.2、本夹具的夹盘上设置有多档位放件口,可以满足内孔直径大小不同产品的加工需要,大大提高了工装的通用性。
9.3、本夹具设置有调节支撑钉,调节支撑钉一方面解决了厚度不同待加工工件的装夹问题,另一方面增大了压板在水平方向的平衡度,保证压板在压紧待加工工件表面时力的均衡,降低了压板破坏待加工工件表面的风险。
10.4、本夹具设置有夹紧体底座和加强肋,夹紧体底座和加强肋配合使用既能增加夹具的稳定性,又能增大夹具与设备工作台的接触面积,从而提高了夹具的牢固性。
11.5、本夹具的夹盘上均匀设置有多个螺纹孔,在使用时可以随意调节压板、螺纹杆和调节支撑钉的位置。
附图说明
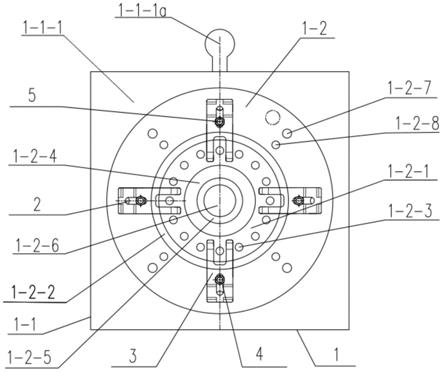
12.图1是本夹具的结构示意图;
13.图2是夹紧体1的结构示意图;
14.图3是夹紧体1的俯剖视图;
15.图4是图2中a
‑
a的剖视图;
16.图5是调节支撑钉2的结构示意图;
17.图6是压板3的侧剖视图;
18.图7是压板3的结构示意图;
19.图8是六角螺母4的侧视图;
20.图9是六角螺母4的主视图;
21.图10是螺纹杆5的结构示意图;
具体实施方式
22.具体实施方式一:结合图1
‑
图10说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,它包括夹紧体1、多个调节支撑钉2、多个压板3、多个六角螺母4和多个螺纹杆5,夹紧体1包括夹紧体底座1
‑
1和夹盘1
‑
2,夹紧体底座1
‑
1用于支撑夹盘1
‑
2,夹盘1
‑
2用于装夹轴承套,夹紧体底座1
‑
1包括立板1
‑1‑
1、立板底座1
‑1‑
2和两个加强肋1
‑1‑
3,立板1
‑1‑
1竖直安装在立板底座1
‑1‑
2的上表面上,立板1
‑1‑
1便于固定夹盘1
‑
2,立板底座1
‑1‑
2既用于支撑立板1
‑1‑
1,又增大了本夹具与设备工作台的接触面积,提高了工装的牢固性,两个加强肋1
‑1‑
3均安装在立板1
‑1‑
1与立板底座1
‑1‑
2之间,加强肋1
‑1‑
3增加了夹具的稳定性,夹盘1
‑
2设置在立板1
‑1‑
1上,夹盘1
‑
2所在的平面与加强肋1
‑1‑
3所在的立板1
‑1‑
1的平面平行,夹盘1
‑
2的中心处加工有凹槽1
‑2‑
1,将待加工工件放置在夹具的夹盘1
‑
2上,凹槽1
‑2‑
1便于加工后切屑的排放,待加工工件在钻孔时也会更加方便,凹槽1
‑2‑
1的顶端加工有第一凸缘1
‑2‑
2,第一凸缘1
‑2‑
2可用于放置待加工工件,凹槽1
‑2‑
1的底面上加工有多个孔1
‑2‑
3,凹槽1
‑2‑
1的中心处设置有凸台1
‑2‑
4,凸台1
‑2‑
4可用于放置待加工工件,凸台1
‑2‑
4的顶端加工有第二凸缘1
‑2‑
5,第二凸缘1
‑2‑
5可用于放置待加工工件,凸台1
‑2‑
4的中心处加工有第一通孔1
‑2‑
6,第一凸缘1
‑2‑
2、凸台1
‑2‑
4和第二凸缘1
‑2‑
5统称为多档位放件口,多档位放件口可以满足内孔直径大小不同产品的加工需要,大大提高了工装的通用性,夹盘1
‑
2的上表面上加工有多个第一螺纹孔1
‑2‑
7和多个第二螺纹孔1
‑2‑
8,每个第一螺纹孔1
‑2‑
7和每个第二螺纹孔1
‑2‑
8设为一组,如此设置,在使用时可以随意调节压板、螺纹杆和调节支撑钉的位置,每组螺纹孔均匀分布在夹盘1
‑
2上,如此设置,便于装夹的工件受
力均匀,每个调节支撑钉2的连接端均加工有外螺纹,每个调节支撑钉2安装在夹盘1
‑
2的每个第一螺纹孔1
‑2‑
7内,每个调节支撑钉2的外螺纹与每个第一螺纹孔1
‑2‑
7的内螺纹通过螺纹连接,调节支撑钉2一方面解决了厚度不同待加工工件的装夹问题,另一方面增大了压板3在水平方向的平衡度,保证压板3在压紧待加工工件表面时力的均衡,降低了压板3破坏待加工工件表面的风险,每个压板3为长方形板体,每个长方形板体的一端均加工有凹形口 3
‑
1,每个长方形板体的一个表面上沿长度方向均加工有第一长条形通孔3
‑
2,每个螺纹杆5可以在每个压板3的第一长条形通孔3
‑
2内径向往复运动,便于调整压板3的位置,每个压板3设置在每个调节支撑钉2的上面,每个压板3的下表面与每个调节支撑钉2 的上表面相抵,每个螺纹杆5的一端安装在每个第二螺纹孔1
‑2‑
8内,每个螺纹杆5的另一端穿过每个压板3的第一长条形通孔3
‑
2与每个六角螺母4螺纹连接,如此设置,利用螺纹连接解决厚度不同的轴承套在加工时的装夹问题,使用者可根据轴承套的厚度调整压板3的位置,使本夹具合适的对轴承套进行装夹。
23.具体实施方式二:结合图5说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,每个调节支撑钉2位于支撑端一侧的外圆周表面上加工有环形槽2
‑
1,环形槽2
‑
1 内加工有第二通孔2
‑
2,第二通孔2
‑
2垂直于环形槽2
‑
1的轴线,调节支撑钉2在螺纹安装时为了便于安装,可将支杆穿插在第二通孔2
‑
2内,利用支杆对调节支撑钉2旋紧或放松,每个调节支撑钉2的支撑端的表面为圆弧面,其他组成和连接方式与具体实施方式一相同。
24.具体实施方式三:结合图6和图7说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,每个压板3的凹形口3
‑
1的一端加工有第三通孔3
‑
3,每个压板3的下表面包括第一平面3
‑
4、第二平面3
‑
5和第三平面3
‑
6,第一平面3
‑
4与第三平面3
‑
6通过第二平面3
‑
5连接,如此设置,便于压板3对于边缘有凸起的待加工工件的固定,第二平面 3
‑
5可以起到圆滑过渡的作用,其他组成和连接方式与具体实施方式一或二相同。
25.具体实施方式四:结合图2
‑
图4说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,立板1
‑1‑
1与立板底座1
‑1‑
2垂直设置,如此设置,便于机床的加工,其他组成和连接方式与具体实施方式一、二或三相同。
26.具体实施方式五:结合图3说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,立板底座1
‑1‑
2的底部设置有多个第二长条形通孔1
‑1‑
2a,第二长条形通孔1
‑1‑
2a 可以随意调节本夹具在机床上的位置,每两个第二长条形通孔1
‑1‑
2a对称设置,如此设置,在将本夹具装在机床上时受力均匀,不易损坏本夹具,部分第二长条形通孔1
‑1‑
2a 沿长度方向设置在立板底座1
‑1‑
2上,另一部分第二长条形通孔1
‑1‑
2a沿宽度方向设置在立板底座1
‑1‑
2上,如此设置,在径向与轴向两个方向上固定了本夹具,其他组成和连接方式与具体实施方式一、二、三或四相同。
27.具体实施方式六:结合图2和图3说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,两个加强肋1
‑1‑
3关于夹具的夹盘1
‑
2的中心轴线左右对称安装,如此设置,利于本夹具在加工时受力均匀,防止在加工过程中因受力不均损坏本夹具,影响使用情况,其他组成和连接方式与具体实施方式一、二、三、四或五相同。
28.具体实施方式七:结合图1
‑
图4说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,它还包括连接环6,立板1
‑1‑
1的一个表面上设置有连接环6,连接环6便于使用者移动夹具,在使用时将支杆或其他工具穿过连接环6,在将夹具抬起移动,其他组成和连
接方式与具体实施方式一、二、三、四、五或六相同。
29.具体实施方式八:结合图1和图2说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,夹盘1
‑
2为圆形,如此设置,便于更好的加工待加工件,可以从多个方向固定待加工件,其他组成和连接方式与具体实施方式一、二、三、四、五、六或七相同。
30.具体实施方式九:结合图1和图2说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,每个第一螺纹孔1
‑2‑
7的中心点和每个第二螺纹孔1
‑2‑
8的中心点与夹盘1
‑
2的中心点在同一条直线上,其他组成和连接方式与具体实施方式一、二、三、四、五、六、七或八相同。
31.具体实施方式十:结合图1和图2说明本实施方式,本实施方式所述一种用于加工轴承套的夹具,每个第二螺纹孔1
‑2‑
8中心点与夹盘1
‑
2中心点的距离小于每个第一螺纹孔 1
‑2‑
7中心点与夹盘1
‑
2中心点的距离,如此设置,确定了调节支撑钉2与螺纹杆5的位置,其他组成和连接方式与具体实施方式一、二、三、四、五、六、七、八或九相同。
32.工作原理
33.本实用新型工作时将两半轴承套组合后放置在夹具的夹盘1
‑
2上,组合后的两半轴承套的内孔按照合适的大小安装在夹盘1
‑
2的凸台1
‑2‑
4或第二凸缘1
‑2‑
5上,用塞尺检查中分面间隙是否为0.03mm以内,每个螺纹杆5穿过每个压板3的第一长条形通孔3
‑
2与每个六角螺母4螺纹连接,调整调节支撑钉的高度,使其与轴承套高度一致(高度差在 0.02mm以内),压板放置在调节支撑钉上,调节六角螺母4将压板压紧。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

