本发明属于环锭纺细纱机纺纱技术领域中的纱线断丝后穿线的技术范畴,尤其涉及应用于钢领钢丝圈穿线的一种环锭纺细纱机钢丝圈自动穿线方法及其穿线装置。
背景技术:
钢领和钢丝圈这对摩擦副是环锭纺细纱机上实现加捻和卷绕的关键器材,锭子带着筒管作高速回转,筒管上的纱牵动钢丝圈沿着钢领的边缘滑行,因此钢丝圈在钢领上是一种被动运动,起到导向牵引的作用。
其中发明专利cn201880072134.0,提供了一种环锭纺细纱机的气圈控制环,其可以打开或展开以允许操作人员在纺纱操作期间修复纱线断裂,而且不会妨碍落纱机的气圈控制环,也提供一种改进打开机构,并提供一种具有比管纱小的直径的气圈控制环。
然后上述专利及现有技术,无法让停在钢领任意位置的钢丝圈转动起来,而对于自动化的断线搭接,将停在钢领任意位置的钢丝圈转动起来是实现钢丝圈自动穿线的必要前提。
综上所述,迫切需要一种环锭纺细纱机钢丝圈自动穿线方法及其穿线装置来实现钢丝圈自动穿线。
技术实现要素:
本发明要实现的目标是:实现将停在钢领任意位置的钢丝圈转动起来,并进行钢丝圈自动穿线。
为了是想上述目标,本发明提供一种钢丝圈自动穿线方法及其穿线装置来。
本发明所采用的具体技术方案为:
一种环锭纺细纱机钢丝圈自动穿线装置,包括:
—用于将纱线整理成直线状张紧状态的供线器,所述供线器包括至少两个彼此分开的纱线夹持装置,两个夹持装置固定在同一个固定座上,固定座设有固定在机械臂上的连接部,两个纱线夹持装置分别夹持纱线的两端形成纱线的穿线部分。
—用于在钢领处形成环绕气流的环流发生器;
—所述环流发生器包括导流板和气流控制器,所述气流控制器和导流板分别并排的固定在供线器固定座的边缘,其中导流板设置在气流控制器和供线器边缘之间。
所述供线器将所述穿线部分靠近钢领,此时所述穿线部分与钢领的轴线成夹角a,且15°≤夹角a≤75°。
所述气流控制器靠近钢领,并在钢领的圆周形成环绕钢领的气流,推动钢领上的钢丝圈在钢领上,绕着钢领的轴线做行星转动,直至钢丝圈套在所述穿线部分后停止。
采用这样的设计,环绕气流使得在钢领任何位置钢丝圈均可以被吹动,并绕着钢领转动,通过穿线部分与钢领的轴线成夹角a,来保证钢丝圈穿线部分挂在钢丝圈内。
得益于将纱线整理成直线状张紧状态的供线器,被搭接的纱线可以以直线的状态接近钢领,在钢领处形成环绕气流的环流发生器则将钢领的周围的气流形成环绕钢领流动的气流,在气流的带动下,钢丝圈,绕钢领转动。
导流板的设置,使得气流控制器提供的气流在导流板的导向下运动,更易于在钢领的周围形成环绕气流,同时导流板设置在供线器上,可以在不同的钢领间使用,而且导流板设置在气流控制器和供线器边缘之间,保证气流在导流板和钢领之间形成环绕气流。导流板在工作时,展开为绕着钢领的环形弧状,包围在钢领的外围,并与钢领保持一定的距离,给环绕气流留有空间。
穿线部分与钢领的轴线成夹角a,且15°≤夹角a≤75°,得益于这种角度的设置,钢丝圈在钢领上环绕的时候遇到穿线部分时被角度限制在穿线部分,完成穿线动作,当角度超出这一范围时,在夹角a≤15°范围时,钢丝圈容易从穿线部分脱离继续进行环绕钢领的转动,在75°≤夹角a的范围时,钢丝圈虽然被穿线部分挡住,但是穿线部分却不能进入钢丝圈内,夹角a超出本案提出的数值范围时,均不能有效的完成钢丝圈穿线。
优选的,30°≤夹角a≤60°,其中夹角a=45时穿线效果最佳,夹角a为20°,25°35°50°65°70°时,钢丝圈完成穿线,但是在环绕气流的吹东西啊,会发生颤动,
作为本发明的进一步改进,所述气流控制器通过吹气或者吸气的方式在钢领的圆周形成环绕钢领的气流,推动钢领上的钢丝圈在钢领上,绕着钢领的轴线做行星转动。由于设置在了导流板,在钢领的外围形成了环绕的空气倒流障碍,因此吹气和吸气均可以在钢领和导流板之间形成气流,同时气流环绕钢领,形成环绕气流,推动钢丝圈在钢领上转动。
作为本发明的进一步改进,所述气流控制器包括吹气管和吸气管,通过吹气管供气和吸气管吸气的方式在钢领的圆周形成环绕钢领的气流,推动钢领上的钢丝圈在钢领上,绕着钢领的轴线做行星转动。
对于气流控制器通过吹气或者吸气的方式在钢领的圆周形成环绕钢领的气流,优选采用吹起和吸气同时使用的方式来形成环绕气流,可以更快速的建立钢领周围的环绕气流,推动钢丝圈绕钢领转动,完成穿线动作。
作为本发明的进一步改进,所述固定座设有伸缩装置,所述导流板固定在伸缩装置,当需要形成环绕钢领的气流时,导流板被伸缩装置送至钢领的一侧。
通过伸缩装置的设置,导流板可以在不用时缩回,为机械臂带动搭接器进行下一步穿线动作提供更有利的空间。
作为本发明的进一步改进,导流板的芯部设有气管,导流板的端部设有柔性条,当需要形成环绕钢领的气流时,芯部气管对柔性条供气,柔性条向钢领弯曲,形成弧状导流板。
柔性条的一侧设有齿状涨缩块,另一侧设有导流槽,当柔性条内充气时,齿状涨缩块反生膨胀,使得柔性条向设有导流槽的一侧弯曲,进而形成包绕钢领的弧状导流板。
一种环锭纺细纱机钢丝圈自动穿线的穿线方法,该穿线方法包括:
-步骤a)通过设置在供线器上的纱线夹持装置将纱线张紧形成纱线的穿线部分。
-步骤b)使穿线部分接近旋转锭子的钢领,且保证穿线部分与钢领的轴线成夹角a,且15°≤夹角a≤75°。
-步骤c)停止旋转主轴管的旋转。
-步骤d),气流控制器靠近钢领,同时伸缩装置将导流板送至钢领的一侧。
-步骤e)将空气通过气流控制器送至钢领一侧,并在钢领外缘形成环绕钢领的气流。
-步骤f)步骤e)中环绕钢领的气流将停留在钢领上任意位置的钢丝圈推动,绕着钢领的轴线做行星转动,直至遇到步骤b)中的穿线部分,并套在穿线部分纱线上。
通过所述的一种环锭纺细纱机钢丝圈自动穿线装置,利用这种穿线方法,直线状的穿线部分被机械手通过供线器放置在钢领的一侧,且穿线部分与钢领的轴线成夹角a,15°≤夹角a≤75°,这种角度的设置,钢丝圈在钢领上环绕的时候遇到穿线部分时被角度限制在穿线部分,完成穿线动作,当角度超出这一范围时,在夹角a≤15°范围时,钢丝圈容易从穿线部分脱离继续进行环绕钢领的转动,在75°≤夹角a的范围时,钢丝圈虽然被穿线部分挡住,但是穿线部分却不能进入钢丝圈内,夹角a超出本案提出的数值范围时,均不能有效的完成钢丝圈穿线。
作为本发明的进一步改进,所述步骤c)中主轴管的旋转停止前,步骤d)和步骤e)同时开始动作。
采用这一方法,步骤c)中主轴管的旋转停止前在钢领的周围还留有环绕气流,此时步骤d)和步骤e)同时开始动作,持续提供气流,可以在残留的环绕气流基础上重新建立环绕气流,能够尽快环绕气流的建立,提高钢丝圈穿线的效率。
优选的,步骤d)中,导流板送至钢领的一侧后,导流板芯部设置的气管,向导流板的端部设置的柔性条供气,柔性条向钢领弯曲,形成弧状导流板,包绕在钢领远离供线器的一侧。
优选的,步骤e)中气流控制器送至钢领一侧是通过设置在气流控制器中的吹气管实现,同时吸气管在钢领的另外一侧吸气,在钢领的圆周形成环绕钢领的气流。
本发明的积极效果是:环绕气流使得在钢领任何位置钢丝圈均可以被吹动,并绕着钢领转动,通过穿线部分与钢领的轴线成夹角a,来保证钢丝圈穿线部分挂在钢丝圈内,提高了钢丝圈穿线的成功率,和缩短了穿线的时间,进而加快了断头搭接的效率,为环锭纺细纱机的连续生产提供了保障。
附图说明
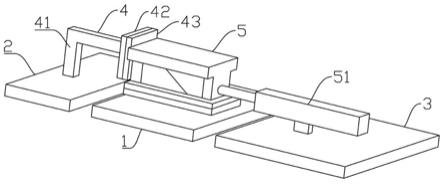
图1是本发明一种环锭纺细纱机钢丝圈自动穿线方法及其穿线装置应用设备示意图;
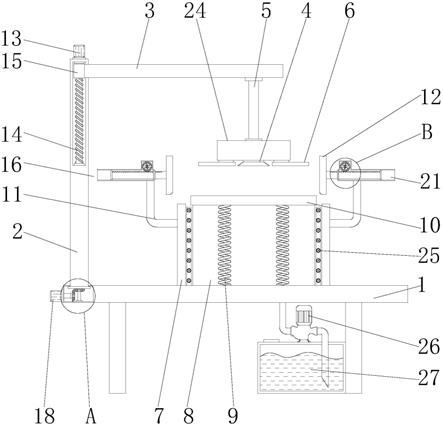
图2是图1中所示本发明一种环锭纺细纱机钢丝圈自动穿线方法及其穿线装置的钢丝圈自动穿线装置及动作三维示意图;
图3是图2中所示本发明一种环锭纺细纱机钢丝圈自动穿线方法及其穿线装置钢丝圈自动穿线装置及动作三维俯视图;
图4是图3中所示本发明一种环锭纺细纱机钢丝圈自动穿线方法及其穿线装置的钢丝圈自动穿线装置中导流板的结构示意图;
图5是本发明一种环锭纺细纱机钢丝圈自动穿线方法及其穿线装置的钢丝圈自动穿线装置角度示意图;
图例说明:1—导轨,2—平台,3—机械臂,4—剪刀,5—机械臂末端,6—供线器,7—环流发生器,8—纱线夹持装置,9—纱管,10—纱线,11—纱线末端,12—锭子,13—刹车,14—钢领,15—纱线固定轴,16—钢丝圈,17—喷纱嘴,18—导流板,1801—气管接头,1802—涨缩块,1803—导流槽,19—吹气管,20—穿线部分,21—伸缩装置,22—固定板,23—吸气管。
具体实施方式
下面结合附图和具体实施例对本发明进行详细描述:
具体实施例:
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
具体实施例一:
一种环锭纺细纱机钢丝圈自动穿线装置,包括供线器6和环流发生器7,供线器6包括固定在机械臂3上机械臂末端5的固定板22,机械臂3固定在平台2上,平台2沿着导轨1运动,固定板22的左侧设有第一文丘里管,纱线固定装置和第二文丘里管,纱线固定装置位于第一文丘里管和第二文丘里管中间,第二文丘里管的末端设有喷砂嘴17,固定板的另一侧设有纱线固定轴15,喷砂嘴17和纱线固定轴15均为纱线夹持装置8,两者配合形成纱线的穿线部分20。
使用时,第一文丘里管将纱线10吸入,通过纱线固定装置后,进入第二文丘里管,并从喷砂嘴喷出,通过机械臂的动作,在纱线夹持装置8中两种形式的纱线夹持装置,即纱线固定轴15和喷砂嘴17共同作用下,在纱线固定轴15和喷砂嘴17之间形成纱线的穿线部分20。
其中环流发生器7也固定在固定板22上,环流发生器7包括导流板18和气流控制器,气流控制器包括吹气管19和吸气管23,固定板上设有伸缩装置21,伸缩装置为一个小型气缸,导流板18固定在气缸的活塞杆末端。
具体实施例二:
一种环锭纺细纱机钢丝圈自动穿线方法,
一旦在环锭细纱机的一个纺纱工位上检测到纱线断头,机械臂3就从系统的处理和控制装置接收信号,沿着导轨1移动并居中位于锭子管的前面纱线断头的纺纱工位。
第一文丘里管将纱线10吸入,通过纱线固定装置后,进入第二文丘里管,并从喷砂嘴喷出,纱线末端11接触到纱管9后差绕在纱管上;
-步骤a)通过机械臂的动作,在纱线夹持装置8中两种形式的纱线夹持装置,即纱线固定轴15和喷砂嘴17共同作用下,在纱线固定轴15和喷砂嘴17之间形成纱线的穿线部分20。
-步骤b)机械臂3使穿线部分20接近旋转锭子12的钢领14,且保证穿线部分20与钢领14的轴线成夹角a,夹角a=55°。
-步骤c)通过刹车13停止旋转锭子12主轴管的旋转。
-步骤d),气流控制器即吹气管19和吸气管23靠近钢领14,同时伸缩装置21将导流板18送至钢领14的一侧。
-步骤e)将空气通过气流控制器即吹气管19送至钢领一侧,在钢领14外缘,由于导流板18的导向,从气管19出来的空气形成环绕钢领的气流。
-步骤f)步骤e)中环绕钢领14的气流将停留在钢领14上任意位置的钢丝圈16推动,绕着钢领14的轴线做行星转动,直至遇到步骤b)中的穿线部分20,并套在穿线部分2的纱线上。
前述内容已经宽泛地概述出各个实施例的一些方面和特征,其应该被解释为仅是各个潜在应用的说明。其他有益结果可以通过以不同方式应用公开的信息或通过组合公开的实施例的各个方面来获得。在由权利要求限定的范围的基础上,结合附图地参考对示例性实施例的具体描述可获得其他方面和更全面的理解。
此外本发明还公开了以下技术方案:
方案一:
在具体实施例一的基础上,伸缩装置为一个小型气缸可以设计成电动推杆,直线模组等成熟市场容易采购到的部件。
方案二:
导流板18芯部设有气管,气管通过气管接头1801与供气装置连接,导流板18的端部设有柔性条,柔性条的一侧设有齿状涨缩块1802,另一侧设有导流槽1803,当柔性条内充气时,齿状涨缩块反生膨胀,使得柔性条向设有导流槽的一侧弯曲,进而形成包绕钢领的弧状导流板。
方案四:
所述步骤c)中主轴管的旋转停止前,步骤d)和步骤e)同时开始动作。
方案五:
步骤e)中气流控制器送至钢领一侧是通过设置在气流控制器中的吹气管实现,同时吸气管在钢领的另外一侧吸气,在钢领的圆周形成环绕钢领的气流。
上述实施例对本发明做了详细说明。当然,上述说明并非对本发明的限制,本发明也不仅限于上述例子,相关技术人员在本发明的实质范围内所作出的变化、改型、添加或减少、替换,也属于本发明的保护范围。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。