具有供给凹槽的磨盘段
背景技术:
1.1.交叉相关申请
2.本技术要求于2019年2月6日提交的美国临时专利申请第62/802,117号的更早提交日期的权益,其全部内容通过引用并入本文。
2.技术领域
3.本公开大体上涉及低稠度精磨,并且更具体地涉及用于低稠度精磨机的磨盘段,该磨盘段被构造成分离、开发和切割木质纤维素材料。
4.3.相关技术
5.精磨机通常将木质纤维素材料分离、开发和切割成纤维,以赋予纤维适用于纸浆、纸张、板材、建筑材料、包装材料、液体吸收填充材料和其他产品的某些机械和物理特性。
6.精磨机通常包括两个或更多相对的精磨机组件。每个组件在精磨侧具有凸起的精磨杆图案。凹槽分离相邻的精磨杆。通常,这些精磨组件是圆盘、环形盘或被构造成围绕公共轴线旋转的嵌套圆锥截头体。每个精磨机组件可包括若干环形扇形段,该环形扇形段螺栓连接到背衬结构以形成精磨机圆盘、精磨机环形盘或精磨机圆锥截头体。相对的精磨组件的精磨侧彼此面对以限定分隔相对的精磨机组件的狭窄的精磨间隙。精磨组件中的至少一者是被构造成围绕轴线旋转的转子。
7.一般来讲,精磨机可以表征为高稠度精磨机(“hcr”)或低稠度精磨机(“lcr”)。lcr通常用于精磨纸浆。纸浆是纤维(木材或非木材)在水中的混合物,其稠度通常为1.5%至8%。纸浆可含有其他添加剂。磨机操作者通常使用低稠度精磨来机械地原纤化纸浆纤维并且将纸浆纤维切割成期望质量。然后通常将精磨材料转化成不同类型的纸张和/或添加剂。
8.当转子精磨组件旋转时,操作者将纤维素纤维或其他进料泵入精磨机并且通过精磨间隙。纤维素纤维通常是管状结构,其包括许多称为“薄片”或“纤维壁”的同心层。每个薄片包括称为“原纤维”的更精细的结构部件,该结构部件彼此粘结以形成薄片。当转子旋转时,相对的精磨机组件上的精磨杆和凹槽依次重叠。典型的低稠度转子精磨机组件在约325转/分钟(“rpm”)1,000rpm的范围内旋转。纸浆稠度可为约1.5%(即纸浆和其他固体浓度为每百单位水约1.5单位)至约8%。
9.依次重叠的相对杆和凹槽交替地压缩并且允许纸浆在精磨间隙中膨胀。这种快速交替压缩和膨胀形成了纤维垫。精磨主要发生在纤维垫中。摩擦使纤维分层并且使构成薄片的原纤维磨损,从而大大增加了纤维的表面积。这反过来又有助于纸张或由纤维纸浆制造的其他产品的强度。换句话说,进料相对于纤维垫中相邻进料的有力运动显著地有助于纤维的开发、分离和切割。这被称为“初级精磨”。
10.面临增加的生产需求的纸浆厂通常具有有限的资源来投资于其他设备。这促使许多纸浆磨机操作者在超过精磨机产能限制的情况下运行精磨机。对于精磨机,这是纸浆稠度和通过精磨机的木质纤维素材料流速的函数。因为纸浆的稠度通常受到系统的限制,所以提高生产能力的期望通常导致操作者增加通过精磨机的木质纤维素材料的流速超过精
磨机的设计能力。
11.过去,通过提高磨盘系统的液压容量来提高木质纤维素流速的步骤是以牺牲精磨效率为代价的。传统上,设计师试图通过使用两种不同类型的供给凹槽来提高液压容量。第一种类型的供给凹槽是径向向外供给凹槽。第二种类型的供给凹槽是以一定角度设置的供给凹槽。尽管大多数供给凹槽在整个板表面上具有恒定的宽度,但一些磨盘段具有以恒定速率朝外径变窄的供给凹槽。
技术实现要素:
12.通过使用具有包括供给凹槽的磨盘段的精磨机解决了在液压容量略有提高的情况下精磨效率降低的问题,该供给凹槽在内径(“id”)处具有第一宽度,该第一宽度大于比第一宽度更靠近外径(“od”)的供给凹槽的第二宽度。此外,供给凹槽具有一定角度,由此该角度是在内径处的“供给”或“泵送”角度,以及在外径附近的“保持”或“抑制”角度,同时通过内径和外径之间的径向区段进行变换。以此方式,预期根据本文所描述的示例性实施方案的磨盘段可提高相对的磨盘组件之间的液压容量,同时进一步提高精磨效率。
13.在示例性实施方案中,角度从内径到外径多次变化。在其他示例性实施方案中,供给凹槽是弯曲的,使得角度沿磨盘段的半径不断变化。曲率或其他角度的变化可以指向对于超出正常纸浆堵塞点的板的给定直径实现足够离心力的位置。
14.不受理论的约束,申请人已经发现,磨盘段朝向内径的面积显着小于磨盘段朝向外径的面积。该面积是磨盘段半径平方的函数。因为内径是最收缩的部分。申请人已经确定这是最有可能发生堵塞的地方,因此导致液压容量低。
15.在某些示例性实施方案中,供给凹槽可以延伸到外径。这样的实施方案可以提高液压容量但降低精磨效率。在其他示例性实施方案中,供给凹槽可在到达外径之前终止,使得精磨杆越过供给凹槽的端部,从而放置穿过供给凹槽的木质纤维材料的物理止挡件。这允许将更多的精磨杆放置在精磨杆具有最高圆周速度并因此具有最高的精磨效率的位置。
16.不受理论的约束,据信,供给凹槽在内径处宽度的增加,加上供给凹槽的角度或曲线从供给角度转变到抑制角度,使得施加到木质纤维素材料上的离心力超过堵塞力,同时安装在精磨机上允许在不降低精磨效率的情况下提高磨盘段的液压容量。离心力可以确保通过供给凹槽的供给角度供给的纸浆被均匀地供给到精磨板的精磨表面中并且在精磨表面上平滑地分布。靠近外径的抑制角度供给凹槽将木质纤维素材料更长地保留在外精磨区段中,从而确保木质纤维素材料不会通过未经精磨的精磨区段(从而保持精磨效率)。
附图说明
17.如附图中所示,通过以下对本公开的示例性实施方案的更具体的描述,前述内容将显而易见。附图不一定按比例绘制,而是重点放在说明所公开的实施方案上。
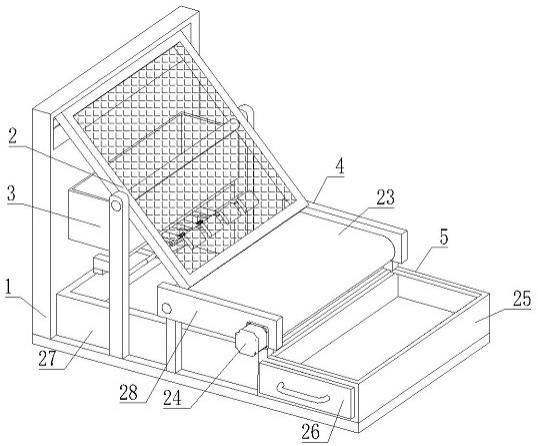
18.图1a是能够使用如本文更完整限定的示例性磨盘段的低稠度精磨机的透视图。
19.图1b是能够使用如本文更完整限定的示例性磨盘段的低稠度精磨机的透视图。
20.图2是示例性磨盘段的正视图。
21.图3是示例性磨盘段的正视图。
具体实施方式
22.以下对优选实施方案的详细描述仅用于说明和描述的目的,并不旨在穷举或限制本发明的范围和精神。选择和描述实施方案以最好地解释本发明的原理及其实际应用。本领域普通技术人员将认识到,在不脱离本发明的范围和精神的情况下,可以对本说明书中公开的发明进行许多变化。
23.除非另有说明,否则类似的附图标记在若干视图中指示对应的部件。尽管附图表示根据本公开的各种特征和部件的实施方案,但附图未必按比例绘制并且某些特征可能被夸大以更好地说明本公开的实施方案,并且此类范例不应被解释为限制本公开的范围。
24.除非本文中另有明确说明外,否则以下解释规则适用于说明书:(a)本文中使用的所有词语均应根据情况需要解释为具有此类性别或数量(单数或复数);(b)除非上下文另有明确规定,否则在说明书和所附权利要求中使用的单数术语“一个”、“一种”和“所述”包括复数引用:(c)适用于所述范围或值的前置术语“大约”表示在本领域已知或预期的范围或值与测量值的偏差内的近似值;(d)除非另有说明,否则词语“本文中”、“在此”、“于此”、“在上文中”和“在下文中”以及类似含义的词语,是指本说明书的全部内容,而不是任何特定的段落、权利要求或其他部分;(e)描述性标题仅为方便起见,并且不应控制或影响说明书的任何部分的含义或结构;以及(f)“或”和“任何”不是排他性的,并且“包括”和“包含”不是限制性的。此外,术语“包含”、“具有”、“包括”和“含有”应被解释为开放式术语(即意思是“包括但不限于”)。
25.说明书中对“一个实施方案”、“一实施方案”、“一示例性实施方案”等的引用表明所描述的实施方案可以包括特定的特征、结构或特性,但每个实施方案可以不一定包括特定的特征、结构或特性。此外,此类短语不一定指相同的实施方案。另外,当结合实施方案描述特定的特征、结构或特性时,认为结合无论是否明确描述的其他实施方案影响此类特征、结构或特性在本领域技术人员的知识范围内。
26.在提供描述性支持所需的范围内,所附权利要求的主题和/或文本以全文引用的方式并入本文中。
27.除非本文另有明确说明,否则本文中对值的范围的列举仅旨在用作单独指代落在其间的任何子范围内的范围内的每个单独值的速记方法。列举范围内的每个单独的值被并入说明书或权利要求中,就好像每个单独的值在本文中被单独列举一样。在提供特定值范围的情况下,应理解,除非上下文另有明确规定,否则在该范围的上限和下限与该范围或其子范围中的任何其他规定值或中间值之间的下限的单位的十分之一或更小的每个中间值都包括在本文中。还包括所有子范围。这些较小范围的上限和下限也包括在其中,受所述范围内的任何具体和明确排除的限制。
28.应当注意,本文中使用的一些术语是相对术语。举例来说,术语“上部”和“下部”在位置上彼此相对,即在给定取向上,上部部件位于比下部部件更高的高度处,但是如果装置被翻转,则这些术语可以改变。术语“入口”和“出口”是相对于关于给定结构流过其的流体而言的,例如流体通过入口流入结构并且通过出口流出结构。术语“上游”和“下游”是相对于流体流过各种部件的方向,即流体在流过下游部件之前流过上游部件的方向。
29.术语“水平的”和“垂直的”用于指示相对于绝对参考(即地平面)的方向。然而,这些术语不应被解释为要求结构彼此绝对平行或绝对垂直。举例来说,第一垂直结构和第二
垂直结构不一定彼此平行。术语“顶部”和“底部”或“基部”用于指相对于绝对参考(即地球表面)顶部始终高于底部/基部的位置/表面。术语“向上”和“向下”也是相对于绝对参考的;向上流动总是与地球重力相反。
30.图1a描绘了具有与第二精磨组件102相对设置的第一精磨组件101的盘式精磨机100。第一精磨组件101是转子精磨组件,其被构造成围绕旋转轴线c旋转。第二精磨组件102是定子精磨组件。第一精磨组件101和第二精磨组件102位于壳体179内。每个精磨组件101、102包括环形排列以形成安装在背衬结构174上的环的多个磨盘段(在第一精磨组件101上显示为105a,在第二精磨组件102上显示为105b)。图1a显示壳体的定子侧104围绕铰链183打开,以更好地描绘相应的精磨组件101、102。然而,为了操作,定子侧104围绕铰链183闭合并且紧固件(未描绘)延伸穿过相应的紧固件孔182以将壳体的定子侧104固定地接合到转子侧106。当第二精磨组件102和第一精磨组件101彼此面对时,第二精磨组件102和第一精磨组件101在面对的磨盘段105a、105b的精磨区段175之间限定间隙。在当讨论第一精磨组件上的特征相对于第二精磨组件上的面向特征时有助于提高精度的情况下,申请人将使用“a”指代第一精磨组件101上的特定特征,并且使用“b”指代第二精磨组件102上的特定特征。
31.螺栓或其他紧固件(未描绘)可延伸穿过紧固件孔167以将磨盘段105接合到背衬结构174,从而将环形扇形磨盘段105固定地接合到背衬结构174。
32.在主动精磨机100中,进料147(图1b)(其可以是木质纤维素进料(通常呈纸浆或木屑的形式))在遇到转子毂186a或转子护圈187a(图1b)之前流过定子精磨组件102的中心的开口181。转子精磨组件101通常围绕旋转轴线c在325至1,000rpm的范围内旋转,从而将进料147径向向外抛入精磨间隙中。破碎杆(225,图2)可以在进料147仍然进一步流过精磨间隙并穿过由相对的磨盘段105a和105b上的交替的精磨杆123和精磨凹槽126的领域限定的精磨区段175之前分解进料147。精磨材料147z(图1b)和部分研磨材料147y(图1b)通过出口188离开精磨机100。然后,操作者可以从部分研磨材料147y中筛选出期望的精磨材料147z并且将部分研磨材料147y转移到第二级精磨机(参见100)。操作者可以代替或除了使部分研磨材料147y经受进一步精磨之外还化学地处理部分研磨材料147y。
33.图2描绘了用于精磨机100(图1a)的磨盘段205,其包括:基底207,所述基底具有:径向长度rl;内径id,所述内径设置在所述径向长度rl的第一端部209处;外径od,所述外径设置在所述径向长度rl的第二端部211处,所述外径od沿所述径向长度rl向远离所述内径id定位,所述外径od长于所述内径id;第一侧边213,所述第一侧边沿所述径向长度rl在所述内径id与所述外径od之间延伸;第二侧边215,所述第二侧边沿所述径向长度rl在所述内径id和所述外径od之间延伸,所述第二侧边215远离所述第一侧边213设置;以及背面203,所述背面沿厚度与正面219相对设置,所述背面203和所述正面219在所述外径od、所述内径id、所述第一侧边213和所述第二侧边215之间延伸,其中所述正面219还包括具有多个交替的精磨杆223和精磨凹槽226的区域,其中所述精磨杆223接合所述基底207,并且其中相邻的精磨杆223c、223d(或223p和223q)和所述基底207在相邻的精磨杆223c、223d之间限定精磨凹槽226,其中交替的精磨杆223和精磨凹槽226的所述区域(即领域)被称为“精磨区段”275,其中所述精磨区段275还包括限定供给凹槽230的区域,所述供给凹槽230具有更靠近所述内径id的第一宽度229和更靠近所述外径od的第二宽度231,其中所述第一宽度229大
于所述第二宽度231,其中所述供给凹槽230以供给角度θ设置在所述第一宽度229处,并且其中所述供给凹槽230以保持角度λ设置在所述第二宽度231处。
34.示例性磨盘段205还可包括破碎杆区段228,其包括宽破碎杆225和相邻破碎杆225之间的宽空间233。破碎杆225分解传递磨盘段205的内径id的进入的进料247。破碎杆225可以是弯曲的、直的,或沿磨盘段205的破碎杆区段228的径向长度rl以多个角度设置。破碎杆区段228中的破碎杆225和相邻的破碎杆225之间的空间233比精磨杆223和设置在相邻的精磨杆223c、223d之间的精磨凹槽226更宽。当磨盘段205沿方向r旋转时,倾斜或弯曲的破碎杆225,诸如图2中描绘的那些,引导进料247大体朝向供给凹槽230的第一宽度229移动。在所描绘的实施方案中,磨盘段205被构造成以逆时针方向旋转。应当理解,具有镜像到图2中所显示的精磨图案的精磨图案的示例性实施方案可以被构造成以顺时针方向旋转。将进一步理解,某些示例性实施方案可能缺少破碎杆区段228。
35.供给凹槽230由在基底207与沿磨盘段205的径向长度rl依次设置的精磨杆223的端部223e之间沿磨盘段205的径向长度rl的区域限定,其中第一精磨杆223p的第一端部233e1位于第一径向长度处,并且其中第二精磨杆223q的第二端部233e2位于第二径向长度处,其中第二径向长度rl2大于第一径向长度rl1。
36.供给角度θ(参见图3)是在将外径od连接到内径id的最短径向线sl与绘制成邻接内供给凹槽230c中的至少两个相邻的精磨杆223p、223q的精磨杆端部223e的线291之间的交点处的角度。线是为了参考而描绘的虚构结构。可以想象径向线从旋转中心径向向外延伸超过磨盘段205的外径od。在示例性实施方案中,磨盘段205沿方向r旋转。供给角度θ允许设置为更靠近内径id的内供给凹槽230c沿径向长度rl径向向外推动进料247并且穿过磨盘段205,进入设置在相对的磨盘段之间的精磨间隙(参见图1b)。
37.内供给凹槽230c的示例性供给角度θ可以在0度至45度的范围内。在某些示例性实施方案中,内供给凹槽230c的供给角度θ可以在5度至20度的范围内。在其他示例性实施方案中,内供给凹槽230c的供给角度θ可以是约13度至约19度。应当理解,取决于磨盘段205的尺寸、磨盘段205被构造成精磨进料247的类型、磨盘旋转的速率以及将进料247引入精磨机100的速率,供给角度θ可以在磨盘段205之间变化。
38.保持角度λ是在将外径od连接到内径id的最短径向线sl与绘制成邻接外供给凹槽230d中的至少两个相邻的精磨杆(参见223p、223q)的精磨杆端部223e的线293之间的交点处测量的角度。保持角度λ允许设置为更靠近外径od的外供给凹槽230d将进料247沿径向长度rl径向向外重新引导到更径向向外的精磨凹槽226中,并且重新引导到设置在相对的磨盘段之间的精磨间隙中。以此方式,与旋转方向r相结合的保持角度λ可以被认为延长了进料247在精磨区段275中的存在时间(与以供给角度θ设置的精磨区段275中的区段相比)。
39.外供给凹槽230d的示例性保持角度λ可以在
‑
3度至
‑
45度的范围内。在某些示例性实施方案中,外供给凹槽230d的保持角度λ可以在
‑
10度至
‑
25度的范围内。应当理解,取决于磨盘段205的尺寸、磨盘段205被构造成精磨进料247的类型、磨盘旋转的速率以及将进料247引入精磨机100的速率,保持角度λ可以在磨盘段205之间变化。将进一步理解,保持角度λ具有与供给角度θ相反的取向;因此,如果供给角度θ表示为正值,则保持角度λ表示为负值,反之亦然。
40.在示例性实施方案中,示例性供给凹槽230在磨盘段205的精磨区段径向长度rrl
的20%和80%之间从供给角度θ转变到保持角度λ。精磨区段径向长度rrl是精磨区段275的长度。精磨区段径向长度rrl通常可以通过从磨盘段205的总径向长度rl中减去破碎杆区段长度brl来计算。举例来说,如果示例性磨盘段205具有508毫米(“mm”)的径向长度rl和106mm的破碎杆区段,则在精磨区段径向长度rrl的50%处具有转变的示例性供给凹槽230可以在如从内径id测量的精磨区段径向长度rrl的201mm或磨盘段径向长度rl的307mm(即,包括破碎杆段长度brl的长度)之间从供给角度θ转变到保持角度λ。在其中供给凹槽230沿精磨区段径向长度rrl弯曲或多次改变角度的实施方案中,供给凹槽230可以在精磨区段径向长度的任何长度处从供给角度θ转变到保持角度,但是优选的是转变发生在如从设置为更靠近磨盘段205的内径id的精磨区段径向长度rrl的端部测量的精磨区段径向长度rrl的上五分之一中或上方。
41.在某些示例性实施方案中,供给凹槽230可以延伸到外径od。这样的实施方案可以提高液压容量但降低精磨效率。在其他示例性实施方案中,供给凹槽230可在到达外径od之前终止,使得精磨杆223越过供给凹槽230的径向外端部,从而放置穿过供给凹槽230的进料247的物理止挡件。该示例性实施方案允许将更多的精磨杆223放置在精磨杆223具有最高圆周速度并因此具有最高精磨效率的位置。
42.不受理论的约束,申请人认为在磨盘段205上设置供给凹槽230,其中供给凹槽230具有设置为比第二宽度231更靠近内径id的第一宽度229,以及设置为比第一宽度229更靠近外径od的第二宽度231,其中第一宽度229大于第二宽度231,其中供给凹槽230以供给角度θ设置在第一宽度229处,并且其中供给凹槽230以保持角度λ设置在第二宽度231处,当供给凹槽230以供给角度θ设置而磨盘段205沿方向r旋转时,允许供给凹槽230引导进料247基本通过供给凹槽230。
43.内径id短于外径od。与围绕外径od的可用区域相比,围绕内径id的磨盘段205上的可用于精磨的区域更少。举例来说,破碎杆区段228可以邻接内径id本身。破碎杆区段228基本上不有助于精磨;相反,破碎杆区段228被设计成破碎较大的大块进料247并且将这些部分破碎的大块进料247引导到精磨区段275中。精磨区段275可以在破碎杆区段228的径向外侧立即开始,但是基底207上可用于精磨杆223和精磨凹槽226的空间可以进一步受到供给凹槽230的限制,该供给凹槽传统上被视为蒸汽排出通道。
44.随着可用区域减少,在内径id附近,精磨效率会受到限制。通过使用根据本公开的示例性磨盘段205,可以设想,外供给凹槽230d的保持角度λ和外供给凹槽230d的变窄可以减少外供给凹槽230d的可用区域,并且迫使更多的进料247进入精磨凹槽226和精磨杆223中,从而增加在外径od附近填充精磨区段275。也就是说,随着进料沿径向长度rl向外移动,基底207的区域增加,从而允许放置更多的精磨杆223和精磨凹槽226。以此方式,精磨区段275的区域沿径向长度rl向外增加。可以设想,本文公开的示例性供给凹槽230将更多进料247引导到径向远端精磨区段275中并穿过该径向远端精磨区段,从而在不牺牲精磨效率的情况下增加液压容量(即进料流速)。
45.在某些示例性实施方案中,磨盘段205具有供给凹槽230,其中供给凹槽230以从内径id到外径od的一系列角度θ
‑
λ设置。在示例性实施方案中,其中供给凹槽230是弯曲的,角度沿着供给凹槽230的径向长度rl不断变化(例如,从供给角度θ到保持角度λ逐渐且连续地变化)。在示例性实施方案中,供给凹槽230的角度或曲率的变化将指向对于超出正常纸浆
堵塞点的组装磨盘段205的给定直径实现足够离心力的位置。
46.图3是根据本公开的另一个示例性实施方案,其中与图2中显示的实施方案相比,供给凹槽230具有从供给角度θ到保持角度λ的更明显的转变。在某些示例性实施方案中,供给凹槽的第二端部(参见231)设置在外径od处。在其他示例性实施方案中,供给凹槽的第二端部(参见231)设置在外径od的径向内侧。
47.应当理解,所公开的实施方案的组合被认为在本公开的范围内。此外,虽然图2和图3中所显示的磨盘段205被构造成在盘式精磨机100中工作,但将理解,本文所描述的磨盘段和图案可以与锥形精磨机、盘式精磨机、圆柱形精磨机、转子
‑
定子精磨机、反向旋转精磨机、三圆锥精磨机和任何其他构造成通过使用构造成限定精磨间隙的相对的磨盘段来切割、开发和分离纤维材料的精磨机一起使用。
48.还应当理解,某些示例性磨盘段205可包括多个精磨区段275,其中供给凹槽230设置在多个精磨区段275中。举例来说,第一精磨区段可以定位成邻近第二精磨区段。作为另外的示例,第一精磨区段可以定位在第二精磨区段的径向内侧。作为另一示例,第一精磨区段可以定位在第二精磨区段的侧面。
49.一种用于精磨木质纤维素材料的示例性方法可以包括:将进料泵入精磨机,其中所述精磨机具有“供给凹槽磨盘段”,所述供给凹槽磨盘段包括:区域,所述区域具有多个交替的精磨杆和精磨凹槽,其中所述精磨杆接合基底,并且其中相邻的精磨杆和所述基底在所述相邻的精磨杆之间限定精磨凹槽,其中交替的精磨杆和精磨凹槽的所述区域被称为“精磨区段”,其中所述精磨区段还包括限定供给凹槽的区域,所述供给凹槽具有更靠近所述内径的第一宽度和更靠近所述外径的第二宽度,其中所述第一宽度大于所述第二宽度,其中所述供给凹槽以供给角度设置在所述第一宽度处,并且其中所述供给凹槽以保持角度设置在所述第二宽度处;并且用所述供给凹槽磨盘段对所述进料进行精磨。
50.一种用于精磨机的示例性磨盘段可包括:基底,所述基底具有:径向长度;内径,所述内径设置在所述径向长度的第一端部处;外径,所述外径设置在所述径向长度的第二端部处,所述外径沿所述径向长度向远离所述内径定位,所述外径长于所述内径;第一侧边,所述第一侧边沿所述径向长度在所述内径与所述外径之间延伸;第二侧边,所述第二侧边沿所述径向长度在所述内径和所述外径之间延伸,所述第二侧边远离所述第一侧边设置:以及背面,所述背面沿厚度与正面相对设置,所述背面和所述正面在所述外径、所述内径、所述第一侧边和所述第二侧边之间延伸,其中所述正面还包括具有多个交替的精磨杆和精磨凹槽的区域,其中所述精磨杆接合所述基底,并且其中相邻的精磨杆和所述基底在所述相邻的精磨杆之间限定精磨凹槽,其中交替的精磨杆和精磨凹槽的所述区域被称为“精磨区段”,其中所述精磨区段还包括限定供给凹槽的区域,所述供给凹槽具有更靠近所述内径的第一宽度和更靠近所述外径的第二宽度,其中所述第一宽度大于所述第二宽度,其中所述供给凹槽以供给角度设置在所述第一宽度处,并且其中所述供给凹槽以保持角度设置在所述第二宽度处。
51.在示例性实施方案中,供给凹槽以从内径到外径的一系列角度设置。在示例性实施方案中,供给凹槽是弯曲的,使得角度沿供给凹槽的径向长度不断变化。
52.在示例性实施方案中,供给凹槽的角度或曲率的变化设置在对于超出正常纸浆堵塞点的磨盘段的给定直径存在足够离心力的位置处。在示例性实施方案中,供给凹槽还包
括内供给凹槽和外供给凹槽,其中所述内供给凹槽具有设置为更靠近所述磨盘段的所述内径的所述第一宽度,并且所述外供给凹槽具有设置为更靠近所述磨盘段的所述外径的所述第二宽度。
53.在示例性实施方案中,其中所述供给角度是在径向线与绘制成邻接内供给凹槽中的至少两个相邻精磨杆的精磨杆端部的线之间的角度。在示例性实施方案中,其中所述保持角度是在所述径向线与绘制成邻接所述外供给凹槽中的至少两个相邻精磨杆的精磨杆端部的所述线之间的角度。
54.在示例性实施方案中,供给角度在0度至45度的范围内。在示例性实施方案中,供给角度在5度至20度的范围内。在示例性实施方案中,保持角度在
‑
3度至
‑
45度的范围内。在示例性实施方案中,保持角度在
‑
10度至
‑
25度的范围内。
55.在示例性实施方案中,供给凹槽在如从最靠近内径设置的精磨区段的点测量的磨盘段的精磨区段径向长度的20%与80%之间从供给角度转变到保持角度。
56.一种示例性磨盘段图案可包括:区域,所述区域具有多个交替的精磨杆和精磨凹槽,其中所述精磨杆接合基底,并且其中相邻的精磨杆和所述基底在所述相邻的精磨杆之间限定精磨凹槽,其中交替的精磨杆和精磨凹槽的所述区域被称为“精磨区段”,其中所述精磨区段还包括限定供给凹槽的区域,所述供给凹槽具有更靠近所述内径的第一宽度和更靠近所述外径的第二宽度,其中所述第一宽度大于所述第二宽度,其中所述供给凹槽以供给角度设置在所述第一宽度处,并且其中所述供给凹槽以保持角度设置在所述第二宽度处。
57.在示例性图案中,供给凹槽以从内径到外径的一系列角度设置。在示例性图案中,供给凹槽是弯曲的,使得角度沿供给凹槽的径向长度不断变化。在示例性图案中,供给凹槽的角度或曲率的变化设置在对于超出正常纸浆堵塞点的磨盘段的给定直径存在足够离心力的位置处。
58.在示例性图案中,供给凹槽还包括内供给凹槽和外供给凹槽,其中所述内供给凹槽具有设置为更靠近所述磨盘段的所述内径的所述第一宽度,并且所述外供给凹槽具有设置为更靠近所述磨盘段的所述外径的所述第二宽度。
59.在示例性图案中,其中所述供给角度是在径向线与绘制成邻接内供给凹槽中的至少两个相邻精磨杆的精磨杆端部的线之间的角度。在示例性的图案中,其中所述保持角度是在所述径向线与绘制成邻接所述外供给凹槽中的至少两个相邻精磨杆的精磨杆端部的所述线之间的角度。
60.在示例性图案中,供给角度在0度至45度的范围内。在示例性图案中,供给角度在5度至20度的范围内。在示例性图案中,保持角度在
‑
3度至
‑
45度的范围内。在示例性图案中,保持角度在
‑
10度至
‑
25度的范围内。
61.在示例性图案中,供给凹槽在如从最靠近内径设置的精磨区段的点测量的磨盘段的精磨区段径向长度的20%与80%之间从供给角度转变到保持角度。
62.虽然已经结合目前被认为是最实用和优选的实施方案描述了本发明,但应当理解,本发明不限于所公开的实施方案,而是相反,本发明旨在涵盖包括在本发明的精神和范围内的各种修改和等效布置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。