1.本发明涉及激光熔覆修复技术领域,特别是动叶片定位装夹装置及叶冠水蚀区域的激光熔覆修复方法。
背景技术:
2.现有技术采用氩弧焊、等离子焊接等常用焊接方法修复后叶片残余应力、变形量以及热影响区较大。采用钴基合金成分等硬度高、耐磨性、耐腐蚀性能好的合金粉末成本高。且钴基合金化学成分、力学性能和物理性能接近与叶片本体差别很大,激光熔覆后形成的熔覆接头综合性能较差,激光熔覆方式修复叶片水蚀区域目前都处于研发阶段。
3.综上所述,现有技术的对叶片水蚀区域的修复方法存在修复后叶片残余应力、变形量以及热影响区大以及现有技术的激光熔覆修复方法存在综合性能较差的问题。
技术实现要素:
4.本发明是为了解决现有技术的对叶片水蚀区域的修复方法存在修复后叶片残余应力、变形量以及热影响区大以及现有技术的激光熔覆修复方法存在综合性能较差的问题,采用一种动叶片定位装夹装置及叶冠水蚀区域的激光熔覆修复方法。
5.本发明的技术方案是:
6.一种动叶片定位支撑装置,它包括叶冠定位座、两个六角压紧螺钉、叶冠内径定位块和两个内六角螺钉;
7.叶冠定位座通过压板竖直固定在机床上;
8.叶冠定位座包括矩形座、梯形座和底座;
9.底座的两端分别竖直焊接有矩形座和梯形座且三者为一体件,矩形座的竖直面与梯形座的斜面相互对应设置,且矩形座、梯形座和底座形成一个豁口,豁口内部设置有叶片的叶冠;
10.叶冠内径定位块设置在矩形座和梯形座之间,且底座的上端面通过两个内六角螺钉与叶冠内径定位块螺纹连接;
11.矩形座的上部沿竖直方向从上至下依次设置有两个六角压紧螺钉,且两个六角压紧螺钉的一端均从矩形座的外端面穿过矩形座的内端面延伸至豁口的内部。
12.一种叶冠水蚀区域的激光熔覆修复方法,它包括以下步骤:
13.步骤一、对叶片进行分装;
14.按原叶片顺序将拆卸的叶片进行分装,并将叶片做好标记;
15.步骤二、对分装后的叶片进行分组;
16.将步骤一中的叶片做好标记后检测所有叶片叶冠的水蚀区域的关键形貌尺寸,并按关键形貌尺寸进行分组,将叶片分成1
‑
5组;
17.步骤三、去除水蚀层;
18.根据叶片叶冠的水蚀区域关键形貌尺寸的分组信息以及激光熔覆喷嘴尺寸制定
用于机械加工的形貌和机械加工的程序,利用动叶片定位支撑装置中的叶冠定位座1夹持叶片的叶冠,再将叶片叶根的端部放置在叶根中间体垫块6上,并按机械加工的程序加工去除叶片叶冠的水蚀区域的水蚀层;
19.步骤四、检测水蚀层是否去除干净;
20.步骤三中按机械加工的程序加工去除叶片叶冠的水蚀区域的水蚀层后,利用渗透探伤方式确认叶片叶冠的水蚀区域水蚀层是否完全去除干净;
21.如果叶片叶冠的水蚀区域的水蚀层完全去除干净,则水蚀深度为1mm
‑
20mm,水蚀角度为1
°‑
90
°
,叶片叶冠的水蚀区域两侧的叶冠剩余厚度为1mm
‑
20mm,渗透探伤检测标准为nb/t47013.5,验收等级为ⅰ级;
22.如果叶片叶冠的水蚀区域的水蚀层没有完全去除干净,则重复步骤三直至叶片水蚀区水蚀层完全去除干净并符合标准;
23.步骤五、对机加区域进行熔覆;
24.步骤四中叶片叶冠的水蚀区域的水蚀层完全去除干净并符合标准后,利用激光熔覆方法和htc1合金粉末对叶片叶冠的机加区域进行熔覆;
25.步骤六、对熔覆后的区域进行检测;
26.步骤五中对叶片叶冠的机加区域进行熔覆后,采用射线探伤方式和渗透探伤方式对叶片叶冠的机加区域的熔覆区域及热影响区质量进行检测;
27.检测结果为:射线探伤检测标准为nb/t47013.2,验收等级为大于或者等于ⅱ级,渗透探伤检测标准为nb/t47013.5,验收等级为ⅰ级,则叶片叶冠的机加区域的熔覆符合标准;
28.步骤七、对机械加工区域的叶片进行渗透探伤检测;
29.步骤六中叶片叶冠的机加区域的熔覆符合标准后,按原叶片的尺寸对叶片进行机械加工和对叶片叶冠的机加熔覆区域进行钳工修磨,并对机械加工区域的叶片进行渗透探伤检测;
30.检测结果为:按nb/t47013.5标准,验收等级为ⅰ级,则机械加工区域的叶片符合标准;
31.步骤八、将机械加工区域的叶片进行保温和时效热处理;
32.步骤九、检测叶片叶冠机加区域熔覆的硬度;
33.步骤八中将机械加工区域的叶片进行保温和时效热处理后,检测叶片叶冠机加区域熔覆的硬度,叶片叶冠机加区域熔覆的洛氏硬度为35
‑
55,满足产品要求,加工完成。
34.本发明与现有技术相比具有以下效果:
35.1、本发明的动叶片定位装夹装置及叶冠水蚀区域的激光熔覆修复方法中的动叶片为0cr15ni7cu2monbvn动叶片,本发明采用动叶片定位装夹装置夹持叶片,并采用激光熔覆方法修复后叶片残余应力、变形量以及热影响区质量小,本发明采用htc1合金粉末激光熔覆修复的叶片,叶片获得了比基体硬度高,耐水蚀性能好的熔覆层。
36.2、本发明的htc1合金粉末与基体化学成分、力学性能和物理性能接近,激光熔覆后形成的熔覆接头综合性能比其他合金粉末形成的熔覆接头好。本发明的htc1合金粉末相比于常用的钴基合金粉末成本低廉,叶片采用机械加工方式去除水蚀区域加工效率高。
37.3、本发明方法修复的叶片成本仅为新制叶片的十分之一,经济性好。本发明解决
了叶片水蚀区域的修复方法存在修复后叶片残余应力、变形量以及热影响区大以及现有技术的激光熔覆修复方法存在综合性能较差的问题。
附图说明
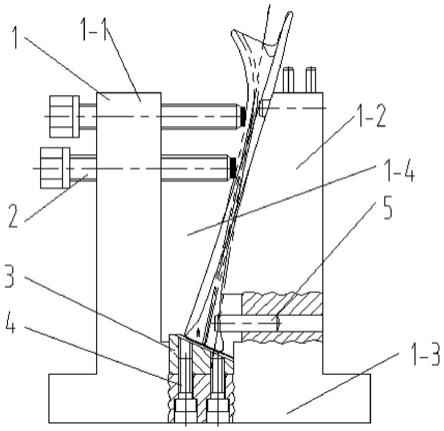
38.图1是本发明动叶片定位支撑装置安装未修复叶片的主视图;
39.图2是本发明动叶片定位支撑装置安装未修复叶片的俯视图;
40.图3是本发明动叶片定位支撑装置安装未修复叶片的侧视图;
41.图4是本发明叶根中间体垫块的主视图;
42.图5是本发明叶根中间体垫块的俯视图;
43.图6是本发明叶根中间体垫块的侧视图;
44.图7是本发明叶片叶冠的水蚀区域的示意图;
45.图8是本发明依据叶片叶冠的水蚀区域关键形貌尺寸及激光熔覆喷嘴尺寸信息制定的用于机械加工的关键形貌尺寸的示意图;
46.图9是本发明激光熔覆后叶片叶冠水蚀区域熔覆的示意图。
具体实施方式
47.具体实施方式一:结合图1至图6说明本实施方式,本实施方式的一种动叶片定位支撑装置,它包括叶冠定位座1、两个六角压紧螺钉2、叶冠内径定位块3和两个内六角螺钉4;
48.叶冠定位座1通过压板竖直固定在机床上;
49.叶冠定位座1包括矩形座1
‑
1、梯形座1
‑
2和底座1
‑
3;
50.底座1
‑
3的两端分别竖直焊接有矩形座1
‑
1和梯形座1
‑
2且三者为一体件,矩形座1
‑
1的竖直面与梯形座1
‑
2的斜面相互对应设置,且矩形座1
‑
1、梯形座1
‑
2和底座1
‑
3形成一个豁口1
‑
4,豁口1
‑
4内部设置有叶片的叶冠;
51.叶冠内径定位块3设置在矩形座1
‑
1和梯形座1
‑
2之间,且底座1
‑
3的上端面通过两个内六角螺钉4与叶冠内径定位块3螺纹连接;
52.矩形座1
‑
1的上部沿竖直方向从上至下依次设置有两个六角压紧螺钉2,且两个六角压紧螺钉2的一端均从矩形座1
‑
1的外端面穿过矩形座1
‑
1的内端面延伸至豁口1
‑
4的内部。
53.如此设置是可以保证叶片装夹后空间位置基本相同,定位基准相同,确保机加后,待熔敷区域形貌基本一致,保证机械加工和后续激光熔敷成型的可重复性。
54.具体实施方式二:结合图1说明本实施方式,本实施方式的它还包括圆柱销5,梯形座1
‑
2的下方沿水平方向贯穿有圆柱销5,且圆柱销5位于叶冠内径定位块3的斜上方。如此设置是通过圆柱销5顶紧叶片的叶冠,有利于机械加工和后续激光熔敷操作。其他与具体实施方式一相同。
55.具体实施方式三:结合图4至图6说明本实施方式,本实施方式的它还包括叶根中间体垫块6,叶根中间体垫块6通过压板竖直固定在机床上,叶根中间体垫块6位于叶冠定位座1的一侧,叶片的叶根的端部放置在叶根中间体垫块6上。其他与具体实施方式一或二相同。
56.具体实施方式四:结合图4至图6说明本实施方式,本实施方式的叶根中间体垫块6为l型,叶根中间体垫块6的竖直段上端面设置成圆弧形,待修复的叶片的叶根端部设置在圆弧形上,叶根中间体垫块6的水平段加工有相互对称的两个凹槽。如此设置是确保叶片在机械加工过程中叶片不发生攒动,利于机械加工保证机械加工尺寸。其他与具体实施方式一、二或三相同。
57.具体实施方式五:结合图7至图9说明本实施方式,本实施方式的一种叶冠水蚀区域的激光熔覆修复方法,它包括以下步骤:
58.步骤一、对叶片进行分装;
59.按原叶片顺序将拆卸的叶片进行分装,并将叶片做好标记;
60.步骤二、对分装后的叶片进行分组;
61.将步骤一中的叶片做好标记后检测所有叶片叶冠的水蚀区域的关键形貌尺寸,并按关键形貌尺寸进行分组,将叶片分成1
‑
5组;
62.步骤三、去除水蚀层;
63.根据叶片叶冠的水蚀区域关键形貌尺寸的分组信息以及激光熔覆喷嘴尺寸制定用于机械加工的形貌和机械加工的程序,利用动叶片定位支撑装置中的叶冠定位座1夹持叶片的叶冠,再将叶片叶根的端部放置在叶根中间体垫块6上,并按机械加工的程序加工去除叶片叶冠的水蚀区域的水蚀层;
64.步骤四、检测水蚀层是否去除干净;
65.步骤三中按机械加工的程序加工去除叶片叶冠的水蚀区域的水蚀层后,利用渗透探伤方式确认叶片叶冠的水蚀区域水蚀层是否完全去除干净;
66.如果叶片叶冠的水蚀区域的水蚀层完全去除干净,则水蚀深度为1mm
‑
20mm,水蚀角度为1
°‑
90
°
,叶片叶冠的水蚀区域两侧的叶冠剩余厚度为1mm
‑
20mm,渗透探伤检测标准为nb/t47013.5,验收等级为ⅰ级;
67.如果叶片叶冠的水蚀区域的水蚀层没有完全去除干净,则重复步骤三直至叶片水蚀区水蚀层完全去除干净并符合标准;
68.步骤五、对机加区域进行熔覆;
69.步骤四中叶片叶冠的水蚀区域的水蚀层完全去除干净并符合标准后,利用激光熔覆方法和htc1合金粉末对叶片叶冠的机加区域进行熔覆;
70.步骤六、对熔覆后的区域进行检测;
71.步骤五中对叶片叶冠的机加区域进行熔覆后,采用射线探伤方式和渗透探伤方式对叶片叶冠的机加区域的熔覆区域及热影响区质量进行检测;
72.检测结果为:射线探伤检测标准为nb/t47013.2,验收等级为大于或者等于ⅱ级,渗透探伤检测标准为nb/t47013.5,验收等级为ⅰ级,则叶片叶冠的机加区域的熔覆符合标准;
73.步骤七、对机械加工区域的叶片进行渗透探伤检测;
74.步骤六中叶片叶冠的机加区域的熔覆符合标准后,按原叶片的尺寸对叶片进行机械加工和对叶片叶冠的机加熔覆区域进行钳工修磨,并对机械加工区域的叶片进行渗透探伤检测;
75.检测结果为:按nb/t47013.5标准,验收等级为ⅰ级,则机械加工区域的叶片符合标
准;
76.步骤八、将机械加工区域的叶片进行保温和时效热处理;
77.步骤九、检测叶片叶冠机加区域熔覆的硬度;
78.步骤八中将机械加工区域的叶片进行保温和时效热处理后,检测叶片叶冠机加区域熔覆的硬度,叶片叶冠机加区域熔覆的洛氏硬度为35
‑
55,满足产品要求,加工完成。
79.具体实施方式六:结合图1至图3说明本实施方式,本实施方式的步骤五中利用激光熔覆方法对叶片叶冠的机加区域采用同轴送粉或侧向送粉进行熔覆。如此设置是更全面的对叶片叶冠的机加区域进行熔覆。其他与具体实施方式五相同。
80.具体实施方式七:结合图7至图9说明本实施方式,本实施方式的步骤五中激光功率为1000
‑
2000w,送粉量为2
‑
15g/min,保护气流量为5
‑
25l/min,载粉气为2
‑
15l/min,离焦量为2
‑
20mm,线速度为100
‑
1000mm/min。其他与具体实施方式五或六相同。
81.具体实施方式八:结合图7至图9说明本实施方式,本实施方式的步骤八中将机械加工后的叶片进行保温,保温的温度为450
‑
520℃。其他与具体实施方式五、六或七相同。
82.具体实施方式九:结合图7至图9说明本实施方式,本实施方式的步骤八中将机械加工后的叶片进行时效热处理,时效处理的保温时间为2
‑
10小时。其他与具体实施方式五、六、七或八相同。
83.实施例一;
84.具体实施步骤如下:
85.步骤一、将某电厂1台机组4圈末级叶片共280支,按原叶片顺序进行拆卸,并分装到8个木箱中,每个木箱中34
‑
36支叶片,并在箱体上做好标记;
86.步骤二、检测所有叶片叶冠的水蚀区域的关键形貌尺寸,并按关键形貌尺寸进行分组,将280支叶片分为4组;
87.步骤三、根据叶片叶冠的水蚀区域关键形貌尺寸的分组信息以及激光熔覆喷嘴尺寸制定用于机械加工的形貌和机械加工的程序,利用动叶片定位支撑装置中的叶冠定位座1夹持叶片的叶冠,再将叶片的叶根的端部放置在叶根中间体垫块6,并按机械加工的程序加工去除叶片叶冠的水蚀区域的水蚀层。利用渗透探伤方式确认叶片叶冠的水蚀区域水蚀层完全去除干净,叶片叶冠的水蚀区域的水蚀层完全去除干净时,则水蚀深度为16mm
‑
20mm,水蚀角度为35
°‑‑
880
°
,叶片叶冠的水蚀区域两侧的叶冠剩余厚度为5mm
‑
15mm,渗透探伤检测标准为nb/t47013.5,验收等级为ⅰ级;
88.步骤四、利用激光熔覆方法对叶片叶冠的机加区域采用同轴送粉或侧向送粉进行熔覆,采用射线探伤方式和渗透探伤方式对叶片叶冠的机加区域的熔覆区域及热影响区质量进行检测,激光功率为1800w,送粉量为8g/min,保护气流量为20l/min载粉气为10l/min,离焦量为16mm,线速度为800mm/min。射线探伤检测标准为nb/t47013.2,验收等级为ⅱ级,渗透探伤检测标准为nb/t47013.5,验收等级为ⅰ级;
89.步骤五、按原叶片的尺寸对叶片进行机械加工和对叶片叶冠的机加熔覆区域进行钳工修磨,并对机械加工区域的叶片进行渗透探伤检测,按nb/t47013.5标准,验收等级为ⅰ级,机械加工区域的叶片符合标准;
90.步骤六、将机械加工后的叶片进行保温温度460℃,保温时间8小时的时效热处理;
91.步骤七、检测叶片叶冠机加区域熔覆的硬度,叶片叶冠机加区域熔覆的洛氏硬度
为35
‑
55,满足产品要求,加工完成。
92.表1为htc1合金粉末成分
[0093][0094]
表1
[0095]
本发明已以较佳实施案例揭示如上,然而并非用以限定本发明,任何熟悉本专业技术人员,未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施案例所做的任何简单修改、等同变化与修饰,均仍属本发明技术方案范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

