1.本发明涉及一种用于自动折叠和堆垛巾帕或其它扁平的、能折叠的配合件的设备,其由下述部分构成:
‑ꢀ
用于手动摆放配合件的第一摆放工作站,
‑ꢀ
用于自动位置准确地折叠配合件的折叠工作站,
‑ꢀ
用于自动存放经折叠的配合件的堆垛工作站,其中,摆放工作站沿第一工作和运输方向借助用于配合件的机械的第一运输装置连接到折叠工作站上,并且折叠工作站借助机械的第二运输装置连接到第一运输装置上并且借助机械的第三运输装置连接到堆垛工作站上,以及本发明还涉及一种按照权利要求11的前序部分所述的方法。
背景技术:
2.在现有技术中已知这种设备和方法。
3.在已知的设备中,操作人员定位在第一摆放工作站处,操作人员将相应的配合件从配合件垛取下并且按顺序摆放在摆放工作站的区域中。这个操作人员不仅必须摆放这些相应的配合件,而且也必须检查相应的配合件,即检查是否存在例如纺织瑕疵或者是否可以看到其它瑕疵。操作人员用于摆放和检查这些配合件的时间,在正常情况下为几秒,其中,这个时间取决于,接下来以何种速度将所摆放的配合件自动输送给折叠工作站并且在那里折叠和堆垛并且相应的配合件有多长。较经常出现的问题是,操作人员无法以相应的速度摆放相应的配合件,以便充分利用折叠工作站的效率。这导致,整个设备虽然理论上设置用于更大地产出经折叠的配合件,却并没有达到这个效率,因为操作人员无法相应快速地工作。
4.现有技术中认识到了这个问题。出于这个原因,已知一些设备,在这些设备中,两个摆放工作站并排布置,在摆放工作站处可以有两个操作人员摆放相应的配合件,所述配合件然后共同地由接下来的折叠工作站和其它的设备组件加以处理。这种设计方案是不利的,因为在不一样长或宽的配合件中,无法与并排布置的配合件的相应的配合件尺寸相匹配。即使当出现巨大区别或识别到瑕疵时,两个摆放工作站的效率也变低并且因此整个设备的产出变小并且它的生产能力没有得到充分利用。
5.在这种设备中,装置上的耗费也大幅增加,其中,如果相应的买家确定,不需要所述设备用于他所要求的功率或所述设备不足以满足他所要求的功率,那么他事后无法改变所述设备。
6.也已知的是,连续相继地布置两个摆放工作站。在这种设备中就间隔一定间距地连续相继布置有两个摆放工作站。从两个摆放工作站将相应的配合件转交给折叠工作站或类似工作站。在此虽然能彼此独立地在两个摆放工作站处对齐和检查配合件,但装置上的耗费仍然巨大,因为与第一摆放工作站间隔一定间距布置的第二摆放工作站也必须通过机械的组件与折叠工作站和堆垛工作站连接。这意味着,需要所述设备的仅在第一次订购这
种设备时才可行的相应的机械的设计方案。实际上无法将这种设备从有唯一一个摆放工作站的设计方案加装成一种有两个相应的摆放工作站的设备。
技术实现要素:
7.基于这个现有技术,本发明的任务是,创造一种通用类型的设备,该设备使用户要么能够在基本配置下使用该设备,其中则仅设唯一一个摆放工作站,要么使用户能够以简单的方式加装该设备,因而该设备能改装到较高的效率并且因此可以由操作人员逐一检查配合件。
8.为了解决该任务,本发明建议,布置第二摆放工作站作为单独的模块,该第二摆放工作站沿第二工作和运输方向借助用于配合件的机械的第四运输装置能连接或连接到折叠工作站上并且折叠工作站也借助该第四运输装置能连接或连接到第二运输装置上,并且第一运输装置与第四运输装置交替地接通或者能接通。
9.按照这种构造方案,在前序部分中提到的设备事后装备有构造成单独的模块的第二摆放工作站,第二摆放工作站能以简单的方式连接到所述设备上。为此当然仅需要将有第二摆放工作站的单独的模块以下列方式连接到所述设备上,即,这个第二摆放工作站的运输装置沿与第一摆放工作站相反的方向布置和工作。两个摆放工作站以简单的方式连接到接下来的设备组件上,因为由第一摆放工作站输出的配合件可以移交给折叠工作站并且用第二摆放工作站准备的配合件也这样沿相反的运输方向输送并且同样连接到折叠工作站上,因而能以如下方式充分利用设备的总效率,即,两个人从不同的侧面摆放、控制相应的配合件并且交替地将配合件输送给折叠工作站。
10.这种设计方案使得用户在确认了所述设备的总效率由于单独一个操作人员而无法得到充分利用时,能事后对整个设备进行改变。此外,在这种设计方案中,还可以向两个操作人员分别并且彼此独立地提供相应的时间阶段来检查配合件。配合件被交替地输送给在第一运输装置和第二运输装置之间的连接部位,因而所述设备的总效率实际上可以被更好地充分利用。由安装单独的模块引起的机械的耗费相对较低,其中巨大的优点是,用户不必立即决定,他是否想要使用有单独的模块的更贵一些的实施方式。用户可以先用按照前序部分规定的设备工作。倘若用户确认,整个设备的效率并没有得到充分利用,那么用户事后可以再安装所述单独的模块,这在没有巨大耗费的情况下能以简单的方式实现。
11.在此优选规定,第一运输装置和第四运输装置以沿彼此相反的运输方向运输的方式运行。
12.通过这种设计方案还更好地确保了,操作人员能从整个设备的不同的侧面执行相应的工作,因而操作人员不会彼此妨碍。另一方面,通过相反的运输方向确保了,所摆放的配合件可以分别位置准确地转移给摆放工作站和折叠工作站之间的相应的移交部位。
13.倘若所摆放的配合件的不同之处在于上侧和下侧具有不同的图案、颜色等,那么可以规定,在连接到第二运输装置上之前,将翻转工作站连接到第四运输装置上,借助翻转工作站将由第四运输装置输送的配合件翻转(从上侧到下侧),使得由第四运输装置输送的配合件在其上侧的取向和由第一运输装置输送的配合件相同的情况下引入到第二运输装置中。
14.通过相应的翻转工作站确保了,由第二摆放工作站输送的配合件也能在其上侧的
取向和摆放到第一摆放工作站上的配合件相同的情况下作进一步处理、折叠和存放,因而所有的配合件在折叠后均具有相同的形状和相同的外观。
15.翻转工作站能以简单的方式定位在第二摆放工作站和布置于其后的折叠工作站之间,因而以简单的方式确保了期望的效果。
16.翻转工作站备选也可以安装在第二摆放工作站的摆放位置和第四运输装置的进一步的的走向之间,例如安装在第四运输装置的中断部位处。
17.尤其也可以规定,第二运输装置和第三运输装置由共同的运输装置形成。
18.也可以规定,第一运输装置和第四运输装置分别由两个彼此连接的、能单独接通和关断的分运输装置构成。
19.在此例如可能的是,第一运输装置和第四运输装置被分成第一部分,该第一部分用作配合件的摆放部位并且为用户提供了用于检查和对齐的可能性。操作者然后可以通过开关过程或其它操作将所摆放的配合件转交给运输装置的第二部分,然后借助该第二部分将相应的配合件输送给折叠工作站或翻转工作站。因此在摆放和继续运输给折叠工作站之间产生了一定程度的脱开。
20.特别优选和有利的是,在第一运输装置和第二运输装置之间的连接部位也是或者形成了在第四运输装置和第二运输装置之间的连接部位。
21.所述设备或其组件总体上电气地运行,其中,优选规定,在第一运输装置处和第四运输装置处分别安装有电气的开关或人为操作的开关以接通和关断相关的运输装置。
22.此外还优选规定,在连接部位前安装有传感器开关或类似的电气的位置检测装置,借助位置检测装置能检测配合件在第一运输装置上和第四运输装置上的位置,其中,借助这个开关或装置备选接通和关断第一运输装置或第四运输装置。
23.也优选规定,当相关的运输装置接通并且备选的运输装置关断时,才借助传感器开关或位置检测装置检测配合件。
24.尤其优选规定,所述设备装备有机器控制机构,借助机器控制机构能特别是根据用于接通和关断的开关的开关位置并且根据传感器、传感器开关和/或位置检测装置来控制设备组件,即运输装置,其中,这些运行器件与机器控制机构通信地连接。
25.为了解决所述任务,就方法而言规定,将各个配合件沿与第一运输方向相反的第二工作和运输方向手动地摆放在第二摆放工作站处并且借助用于配合件的第四运输装置运输给移交部位,并且在这个移交部位处与第一配合件交替地运输到折叠工作站中并且接下来存放在堆垛工作站处。
26.在此优选规定,第二配合件在到达移交部位之前或之后翻转并且在其上侧的取向相对第一配合件的上侧确切相同的情况下转移给折叠工作站。
27.运输装置可以例如构造成皮带传动机构,借助其能运送相应的配合件,其中,皮带传动机构分别构造成环绕的连续驱动器并且能彼此独立地工作。
28.本发明的实施例在附图中示出并且在下文中更为详细地说明。
附图说明
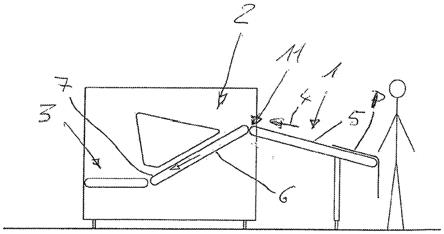
29.图中:图1在侧视图中示意性地示出了按本发明的设备;
图2同样在示意性的侧视图中示出了公知的设备的基础版。
具体实施方式
30.按本发明的用于自动折叠和堆垛巾帕或其它扁平的、能折叠的配合件p的设备,由用于手动摆放配合件p的第一摆放工作站1、用于自动位置准确地折叠配合件p的折叠工作站2以及用于自动存放经折叠的配合件p的堆垛工作站3构成。
31.操作人员位于摆放工作站1处,如在图1和2右边所示那样。操作人员将相应的配合件p摆放在摆放工作站1的区域中并且可以在那里检查这些配合件的瑕疵和错误的取向并且必要时加以修正。在修正之后,操作人员例如可以通过启/停脚踏式按键使摆放工作站1的运输装置5开始运行,该运输装置沿第一工作和运输方向4工作并且沿这个运输方向4运输配合件p。折叠工作站2连接到用于配合件p的机械的第一运输装置5上,其中,在移交部位11处进行配合件p从第一运输装置5到机械的第二运输装置6的移交。配合件p由相应的运输装置6接收并且输送给折叠工作站2以及在那里折叠。经折叠的配合件p然后借助机械的第三运输装置7移交给堆垛工作站3,堆垛工作站又由相应的运输装置形成。第二运输装置6和第三运输装置7必要时也由一个共同的运输装置形成或者由彼此连接的单独的运输装置形成。
32.这种设计方案相应于在现有技术中公知的、在图2中示出的构造方案。在此,根据配合件的尺寸并且根据配合件的出现的瑕疵,可能没有充分利用整个机器的效率,因为操作人员无法如相应于机器的最大可能的工作速度那样快地执行相应的摆放过程连同检查。现在为了在此在按图2的设备没有原则性改变的情况下进行补救并且向用户提供使配合件的摆放速度与整个设备的最大工作速度相匹配的简单的可能性,规定了如在图1中所示那样的设计方案。在此,规定了附加的安装结构作为单独的模块12,附加的安装结构在图1中用虚线框起来,以便使这个设计方案变得明晰。这个单独的模块12具有第二摆放工作站8,第二摆放工作站沿第二工作和运输方向9借助机械的第四运输装置10运行,并且可以由在图1中左边示出的操作人员摆放配合件p到第二摆放工作站上。这些配合件可以由这个操作人员独立于处于右边的操作人员的工作地进行查验并且必要时加以释放,这又例如可以通过操作用于使第四运输装置10开始运行的启/停脚踏式按键发生。这个摆放工作站8也连接到折叠工作站2上,更确切地说以这样的方式,即,可以在移交部位11处将配合件p从第四运输装置10移交给第二运输装置6,第四运输装置10同样如第一运输装置5那样连接到第二运输装置上。通过这种布置方案,可能的是,第一运输装置5与第四运输装置10交替地接通或者被接通。相应的配合件p的接收可以例如经传感器控制地进行,其中,传感器检测,哪个配合件p先到达移交部位11。在这种情况下,用于另一个配合件的驱动器暂时停止,直至作为第一个配合件的配合件穿过移交部位11运走。那么紧接着可以优选自动将另一个配合件移交给移交部位11。这种移交优选交替地进行,因而很大数量的配合件p可以分别移交给第二运输装置6并且在折叠工作站2中折叠以及紧接着进行存放。
33.由此为相应的操作人员提供更长的时间段来检查和对齐配合件,因为从两侧来进行装载。摆放工作站的布置方式和其运行方向特别简单、目标明确并且有利于操作人员不受其它各操作人员妨碍地工作。第一和第四运输装置5、10尤其沿彼此相反的运输方向4或9运行。这种布置方案允许了,当用户确认,他通过仅一个操作人员的操作无法充分利用整个
设备的工作效率时,模块12能事后加建到按图2的设备上。用户然后能以简单的方式加装模块12,以便因此更好地充分利用所述设备的总效率,因为现在有两个操作人员可以从不同的侧面彼此对置地输送、检查和送入相应的配合件p。
34.因为发生了相应的配合件在上侧或下侧有不同图案的情况,所以优选规定,在连接11到第二运输装置6之前将翻转工作站连接到第四运输装置10上,借助翻转工作站使由第四运输装置10输送的配合件p翻转,更确切地说,从上侧翻转到下侧。因此这个配合件在折叠之前和从右侧输送来的配合件p确切相同地对齐,因而在穿行过折叠工作站2并且存放在堆垛工作站3上之后达到了一致的折叠图象和图案。
35.必要时可以规定,第一运输装置5和/或第四运输装置10也分别由两个彼此连接的、能单独接通和关断的分运输装置构成,以便通过操作人员使摆放过程还进一步及时地与到运输装置的一部分的移交脱开,该部分然后将配合件朝着连接部位11运输。
36.连接部位11是在第一运输装置5和第二运输装置6之间以及在第四运输装置10和第二运输装置6之间的共同的连接部位。
37.在第一运输装置5处以及也在第四运输装置10处可以分别安装用于接通和关断相关的运输装置的电气开关或人为操作开关。为了整个过程的自动化,可以在连接部位11之前布置传感器开关或类似的位置检测装置,借助这种布置能检测配合件p在第一运输装置5和第四运输装置10上的位置或存在,其中,视哪个配合件p作为第一个到达连接部位11的配合件而定,借助这种开关或装置备选地接通或关断第一或第四运输装置5、10。因此一定程度上设置了一种顺序电路,其确保了,仅能交替地从两个运输装置将配合件p输送给连接部位11并且其它各运输装置仅当由第一运输装置输送的配合件完全越过和离开连接部位11时才开始运行。
38.尤其当相关的运输装置5或10接通并且备选的运输装置10或5这样长时间地关断,直至连接部位11被相应的配合件释放时,才可以例如借助所述一个或多个传感器开关或者所述一个或所述多个位置检测装置检测配合件p。
39.整个设备也可以装备有机器控制机构,借助机器控制机构能使设备组件、即特别是运输装置开始运行并且控制它们。在此,尤其通过使这些运行器件与机器控制机构通信连接而以简单的方式实现了开关的用于接通和关断的开关位置的相关性以及传感器和传感器开关以及位置检测装置的相关性。
40.用于半自动地折叠和堆垛巾帕或其它扁平的、能折叠的配合件的方法设计如下。设有第一摆放工作站1,各个配合件p手动地通过操作人员摆放在该第一摆放工作站处。接着设有折叠工作站2,借助该折叠工作站将配合件p位置准确地折叠。这些经折叠的配合件以经堆垛的形式存放在堆垛工作站3中。
41.摆放在摆放工作站1上的配合件p单独沿第一工作和运输方向4借助用于配合件p的第一运输装置5运输给到折叠工作站2的移交部位11,并且接下来从移交部位11借助第二运输装置6移交给原来的折叠工作站2并且在这个折叠工作站中折叠。紧接着将配合件存放在堆垛工作站3处。按照本发明,沿与第一运输方向4反向的第二工作和运输方向9在第二摆放工作站8处获得了手动摆放各个配合件p的可能性。这些配合件借助用于配合件p的第四运输装置10朝着相同的移交部位11运输。在这个移交部位处,从一侧或另一侧输送的配合件p,被交替地运输到折叠工作站2中并且接下来存放在堆垛工作站上。视必要性而定,第二
配合件p可以在到达移交部位11后或者到达移交部位11前翻转,因而它们的上侧能相对从另一侧输送的第一配合件的上侧确切相同对齐地转移给折叠工作站。
42.本发明以简单的方式创造一种可能性,即,为按图2的现有的设备加装附加的设备模块12,该设备模块使得所述设备不仅能由一个操作人员供应配合件,而且也能由两个在设备的彼此相反的侧面处定位并且工作的操作人员供应配合件,因而不会彼此妨碍并且也简化了附加的模块的结构,因为不必干预按图2的现有的设备。
43.本发明并不局限于所述实施例,而是能在本公开文本的范畴内多样地变化。
44.所有在说明书和/或附图中公开的新的单个特征和组合特征均被视作对本发明十分重要。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

