1.本发明涉及纺织技术领域,具体地说,涉及一种经编压绒提花三明治网布及其制作方法。
背景技术:
2.为了提高经编织物的立体感,通常会对其进行3d超声波热压处理,然而,3d超声波热压处理要求经编织物具有较好的弹性和较高的密度,适应范围相对较窄,此外,在进行3d超声波热压处理的过程中,纱线在高温下容易遭到不同程度的物性破坏,导致织物的整体物性下降,出现手感粗硬等现象,产品质量相对较差,虽然可以通过调整温度和压力的方式来减小物性破坏的程度,但并不能从根本上解决问题。
3.授权专利《一种仿热压立体织物的制作方法》(专利申请号:201910197854.6),公开了“一种仿热压立体织物的制作方法,采用具有三把以上梳栉的单针床经编机进行编织,各所述梳栉在所述单针床经编机上依次排列,其中前两个所述梳栉依次为gb1和gb2,在编织过程中,所述gb1和所述gb2的垫纱组织都为经平组织,且所述gb2的送经量比所述gb1的送经量多300
‑
500mm/腊克,所述gb1和所述gb2在所述单针床经编机的针床上垫纱成圈共同形成毛绒基层,其他的所述梳栉在所述单针床经编机的针床上垫纱成圈形成交织在所述毛绒基层上的提花纹路,所述毛绒基层在与所述提花纹路对应位置处被所述提花纹路压实。
……
作为本发明的一种改进,编织完成后获得坯布,且编织完成后对所述坯布进行染色定型处理,所述染色定型处理的温度为180℃以上。”该工艺需要在染色定型处理的温度为180℃以上,可使得织物高速收缩,来增强立体效果凹凸对比效果。但该方案被提花纹路压实与未被压实部分形成凹凸对比效果不够明显,不能根据设计需求任意控制毛绒基层的毛绒长度及毛绒效果只能制作单面网布,另外染色定型处理时使用180℃以上的温度也对纱线的物性造成了一定的破坏。
技术实现要素:
4.为解决上述立体凹凸效果不明显的问题,本发明提供了一种经编压绒提花三明治网布及其制作方法。
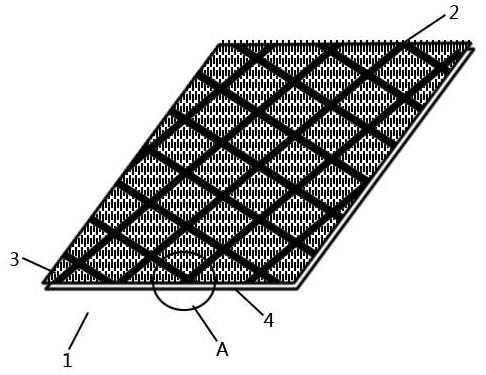
5.【本发明公开了一种经编压绒提花三明治网布】一种经编压绒提花三明治网布,包括网布本体,该网布本体包括有压绒提花层、填充毛绒层、底基层,其中:压绒提花层为纱线组成的若干图案,位于网布本体的上部且压绒提花层向下与底基层成圈连接;填充毛绒层为纱线组成的层状线圈机构,填充毛绒层在底部分别与压绒提花层及底基层成圈连接;底基层为纱线组成的层状结构,且位于网布本体的底部。
6.优选的,压绒提花层为纱线组成的若干具有一定宽度的线性图案。
7.优选的,压绒提花层为纱线组成的若干区块状图案。
8.优选的,压绒提花层为纱线组成的若干有具有一定宽度的线性和区块组成的组合图案。
9.优选的,压绒提花层的提花部分与在于底基层连接时将部分填充毛绒层压实。
10.【本发明还公开了一种经编压绒提花三明治网布的制作方法】一种经编压绒提花三明治网布的制作方法,包括:梳栉设置步骤:选用具有多梳栉的经编机进行编织;梳栉穿纱步骤:对各梳栉按工艺要求进行穿纱;编织步骤:利用其中至少一把梳栉从前针床编织到后针床进行垫纱成圈编织形成压绒提花层;利用至少一把梳栉在前针床编织到后针床进行垫纱成圈形成填充毛绒层;利用至少一把梳栉在后针床上依次垫纱成圈形成底基层。
11.优选的,压绒提花层编织时走经编变化经缎组织,其中成圈部分走变化经缎组织,衬纬部分不参与垫纱成圈、指进行针背垫纱,在编织过程中仅提供梳栉横移过渡作用不参与实际编织。
12.优选的,填充毛绒层编织时想上形成具有一定的形状和尺寸的线圈,压绒提花层在提花部分将填充毛绒层线圈压实连接到底基层。
13.通过采用上述的技术方案,本发明的有益效果是:1、与传统工艺相比,本方案直接在编织过程中通过对编织工艺进行合理的改进,使得经编三明治网布不通过高温烫压的情况下可以直接得到具有毛绒效果及凹凸立体效果,减少后道工序加工费用,有效的降低制造成本,同时也保持了纱线原有的物性。
14.2、与专利《一种仿热压立体织物的制作方法》相比,本方案不仅可以在单面网布上使用,还可以在多层网布及贾卡网布上面进行编织,使用范围更为广泛。
15.3、与专利《一种仿热压立体织物的制作方法》相比,本方案的使用的双针床机台可以通过控制齿轮送经量及双针床机台的开档来自由调节填充毛绒层的厚薄度(毛绒长度),使得网布可以根据客户的需求调整毛绒及凹凸立体效果。
16.4、与专利《一种仿热压立体织物的制作方法》相比,本方案的在编织过程中直接将压绒提花层下的填充毛绒层部分进行压实编织,省却后续在染整过程中的高温工序,保留了原有纱线的物性。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一个或者数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
18.图1为本发明的经编压绒提花三明治网布结构示意图;图2为本发明的图1中a部位侧切平面放大示意图;图3为本发明的经编压绒提花三明治网布压绒提花局部放大效果模拟图;图4为本发明的实施例1压绒提花层编织组织示意图,主要附图标记说明:1、网布本体;2、压绒提花层;3、填充毛绒层;4、底基层。
具体实施方式
19.以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以互相结合,所形成的技术方案均在本发明的保护范围之内。
20.同时,在以下说明中,出于解释的目的而以简易的条纹提花为例阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
[0021] [根据本发明提供的一种经编压绒提花三明治网布]一种经编压绒提花三明治网布,包括网布本体1,该网布本体1包括有压绒提花层2、填充毛绒层3、底基层4,其中:压绒提花层2为纱线组成的若干图案,位于网布本体1的上部且压绒提花层2向下与底基层4成圈连接,压绒提花层2的提花部分在于底基层4连接时将位于其下面的填充毛绒层3部分进行压实,压绒提花层2可以是由若干具有一定宽度的线性图案或若干区块状图案或者他们的组合形成的,;填充毛绒层3为纱线组成的层状线圈结构,填充毛绒层3在底部分别与压绒提花层2及底基层4成圈连接;底基层4为纱线组成的层状结构,且位于网布本体1的底部。
[0022]
[根据本发明提供的一种经编压绒提花三明治网布的制作方法]一种经编压绒提花三明治网布的制作方法,包括:s1梳栉设置步骤:选用具有多梳栉的经编机进行编织;s2梳栉穿纱步骤:对各梳栉按工艺要求进行穿纱;s3编织步骤:利用其中至少一把梳栉从前针床编织到后针床进行垫纱成圈编织形成压绒提花层2,压绒提花层2编织时走经编变化经缎组织,其中成圈部分走变化经缎组织,衬纬部分不参与垫纱成圈、只进行针背垫纱,在编织过程中仅提供梳栉横移作用不参与实际编织;利用至少一把梳栉在前针床编织到后针床进行垫纱成圈形成填充毛绒层3,填充毛绒层3编织时向上形成具有一定的形状和尺寸的线圈,压绒提花层2在提花部分将该部分的填充毛绒层3线圈压实连接到底基层4;利用至少一把梳栉在后针床上依次垫纱成圈形成底基层4。
[0023]
[为方便理解,本方案实施例以相交菱形线条提花为例]实施例1参照图1—图4,本发明提供一种经编压绒提花三明治网布,且本实施例中的经编压绒提花三明治网布由双针床高速经编机编织而成,其包括压绒提花层2、填充毛绒层3和底基层4。
[0024]
s1.梳栉设置:进行编织的经编机,具有6把梳栉,6把梳栉从前针床到后针床依次设为第一地梳梳栉(下称:gb1)、第二地梳梳栉(下称:gb2)、第三地梳梳栉(下称:gb3)、第四地梳梳栉(下称:gb4)、第五地梳梳栉(下称:gb5)及第六地梳梳栉(gb6);s2.梳栉穿纱:gb1以3穿9空的方式进行穿纱,即每穿3根纱线后空出9个位置再继续循环穿纱;gb2、gb3均以3穿21孔的方式进行穿纱,即每穿3根纱线空出21个位置在继续循环穿纱;gb4、gb5、gb6均以满穿的方式进行穿纱;
s3编织:【压绒提花层2编织】gb1:整经p
‑
dty75d/36f cd有光环保低弹丝(recycle)纱线,4个盘头每个盘头117根纱,齿轮送经量1800mm/腊克,走经编基本组织1
‑
1/1
‑
0/0
‑
0/0
‑
1//,p
‑
dty75d/36f cd有光环保低弹丝(recycle)含量占7.07%左右,gb1做第一层纱线;gb2:整经p
‑
dty75d/36f cd有光环保低弹丝(recycle)纱线,4个盘头每个盘头59根纱,齿轮送经量2100mm/腊克,走经编基本组织1
‑
1/1
‑
0/1
‑
1/1
‑
2/2
‑
2/2
‑
3/3
‑
3/3
‑
4/4
‑
4/4
‑
5/5
‑
5/5
‑
6/6
‑
6/6
‑
7/7
‑
7/7
‑
8/8
‑
8/8
‑
9/9
‑
9/9
‑
10/10
‑
10/10
‑
9/9
‑
9/9
‑
8/8
‑
8/8
‑
7/7
‑
7/7
‑
6/6
‑
6/6
‑
5/5
‑
5/5
‑
4/4
‑
4/4
‑
3/3
‑
3/3
‑
2/2
‑
2/2
‑
1//,p
‑
dty75d/36f cd有光环保低弹丝(recycle)含量占4.09%左右,gb2做第二层纱线;gb3:整经p
‑
dty75d/36f cd有光环保低弹丝(recycle)纱线,4个盘头每个盘头59根纱,齿轮送经量2100mm/腊克,走经编基本组织12
‑
12/12
‑
13/12
‑
12/12
‑
11/11
‑
11/11
‑
10/10
‑
10/10
‑
9/9
‑
9/9
‑
8/8
‑
8/8
‑
7/7
‑
7/7
‑
6/6
‑
6/6
‑
5/5
‑
5/5
‑
4/4
‑
4/4
‑
3/3
‑
3/3
‑
2/2
‑
2/2
‑
1/1
‑
1/1
‑
0/1
‑
1/1
‑
2/2
‑
2/2
‑
3/3
‑
3/3
‑
4/4
‑
4/4
‑
5/5
‑
5/5
‑
6/6
‑
6/6
‑
7/7
‑
7/7
‑
8/8
‑
8/8
‑
9/9
‑
9/9
‑
10/10
‑
10/10
‑
11/11
‑
11/11
‑
12//,p
‑
dty75d/36f cd有光环保低弹丝(recycle)含量占4.09%左右,gb3做第三层纱线。
[0025]
gb1为第一层纱线,在面部压绒提花层2走经编编链组织同gb2第二层纱线、gb3第三层纱线位于面压绒提花层2走经编变化经缎组织进行提花走纹路(参照图3、图4)。
[0026]
压绒提花层2由gb1、gb2、gb3梳栉在前针床到后针床进行垫纱成圈形成,变化经缎组织中成圈部分走变化经缎组织,衬纬部分不参与垫纱成圈、只进行针背垫纱,编织中仅提供梳栉横移过渡作用不参与实际编织。
[0027]
【填充毛绒层3编织】gb4:整经p
‑
dty75d/72f 半光白低弹轻网纱线,4个盘头每个盘头468根纱,齿轮送经量1750mm/腊克,走经编基本组织2
‑
2/1
‑
0/0
‑
0/1
‑
2//,p
‑
dty75d/72f 半光白低弹轻网含量占27.51%左右,gb4做第四层纱线;gb5:整经p
‑
dty30d/48f 白低弹丝(33dtex/48f)纱线,4个盘头每个盘头468根纱,齿轮送经量6300mm/腊克,走经编基本组织2
‑
1/2
‑
3/1
‑
2/1
‑
0//,p
‑
dty30d/48f 白低弹丝(33dtex/48f) 含量占39.62%左右,gb5做第五层纱线。
[0028]
gb4为第四层纱线,梳栉在前针床编织到后针床成圈形成经编经平组织2
‑
2/1
‑
0/0
‑
0/1
‑
2//,经编经平组织中成圈部分走变化经平组织,衬纬部分不参与垫纱成圈,只进行针背垫纱,编织中仅提供梳栉横移过渡作用不参与实际编织。
[0029]
gb5为第五层纱线,梳栉在前针床和后针床依次交替垫纱成圈走经编双针床工艺2
‑
1/2
‑
3/1
‑
2/1
‑
0//形成填充毛绒,在面基部走经编编链组织:2
‑
1/1
‑
2//进行成圈工艺编织,在底基部走经编绒平组织:2
‑
3/1
‑
0//进行成圈工艺编织。
[0030]
填充毛绒层3可以通过控制齿轮送经量及双针床机台的开档来自由调节填充毛绒层3的厚薄度(毛绒长度)。
[0031]
【底基层4编织】gb6:sp
‑
70d 氨纶半光丝纱线,4个盘头每个盘头468根纱,齿轮送经量1200mm/腊克,走经编基本组织0
‑
0/1
‑
2/2
‑
2/1
‑
0//,sp
‑
70d 氨纶半光丝 含量占17.61%左右,gb6做第
六层纱线。
[0032]
值得注意的是,gb4、gb6在后针床上依次垫纱成圈形成双经平平纹组织时,gb3与gb5采用相反方向的垫纱运动,使两梳栉形成的线圈延展线伸向两个相反方向,线圈两把受力均衡而呈垂直状态,因此织物底部形成呈“v”型线圈排列的平纹织物。
[0033]
相对于现有技术,本实施例直接通过编织工艺将压绒提花层2向下成圈连接在底基层4中,并将压绒提花层2下部的填充毛绒层3压实在底基层4上,从而免去了现有技术通过染整、后道烫压等工艺实现压绒凹凸效果,减少了生产工序降低生产成本,同时由于免去了后道工序的高温烫压或染整,使得网布本体1的纱线保留原有的物性。
[0034]
实施例2本发明提供一种经编压绒提花三明治网布,且本实施例中的经编压绒提花三明治网布由贾卡经编机编织而成,其包括压绒提花层2、填充毛绒层3、底基层4。
[0035]
s1.梳栉设置:进行编织的经编机,具有5把梳栉,5把梳栉从前针床到后针床依次设为第一贾卡梳栉(下称:jk1
‑
1)、第二贾卡梳栉(下称:jk1
‑
2)、第三地梳梳栉(下称:gb3)、第四地梳梳栉(下称:gb4)、第五地梳梳栉(下称:gb5);s2.梳栉穿纱:jk1
‑
1、jk1
‑
2均以1穿1空的方式进行穿纱,即每穿1根纱线后空出1个位置在继续循环穿纱;gb3、gb4、gb5均以满穿的方式进行穿纱;s3编织:【压绒提花层2】jk1
‑
1:整经p
‑
dty30d/24f白低弹轻网(33dtex/24f)纱线,6个盘头每个盘头256根纱,齿轮送经量2200mm/腊克,走贾卡基本组织1
‑
1/1
‑
0/1
‑
1/1
‑
2//,p
‑
dty30d/24f白低弹轻网(33dtex/24f)纱线含量占22.688%左右,jk1
‑
1做为第一层纱线;jk1
‑
2:整经p
‑
dty30d/24f白低弹丝(33dtex/24f)纱线,6个盘头每个盘头256根纱,齿轮送经量2200mm/腊克,走贾卡基本组织1
‑
1/1
‑
0/1
‑
1/1
‑
2//,p
‑
dty30d/24f白低弹丝(33dtex/24f)纱线含量占22.688%左右,jk1
‑
2做为第二层纱线;jk1
‑
1、jk1
‑
2为第一层纱线、第二层纱线,走贾卡基础组织1
‑
1/1
‑
0/1
‑
1/1
‑
2//,结合贾卡偏移信号在后针床上依次垫纱成圈任意设计形成压绒提花层2。结合偏移信号在后针床走编链组织2
‑
1/1
‑
2//;结合偏移信号在后针床经平组织1
‑
0/1
‑
2//;结合偏移信号在后针床走经绒组织1
‑
0/2
‑
3//;利用各组织间的特性任意设计贾卡花型及贾卡鞋型的压绒提花层2。
[0036]
压绒提花层2由jk1
‑
1、jk1
‑
2梳栉偏移电信号在前针床编织到后针床进行垫纱成圈形成。结合贾卡偏移信号设计,其中衬纬部分:衬纬工艺不参与垫纱成圈、只进行针背垫纱,编织中仅提供梳栉横移过渡作用不参与实际编织。
[0037]
【填充毛绒层3】gb3:整经p
‑
dty75d/72f半光白低弹轻网纱线,6个盘头每个盘头512根纱,齿轮送经量1750mm/腊克,走经编基本组织2
‑
2/1
‑
0/0
‑
0/1
‑
2//,p
‑
dty75d/72f半光白低弹轻网纱线含量占18.047%左右,gb3作为第三层纱线;gb4:整经p
‑
dty30d/48f白低弹轻网(33dtex/48f)纱线,6个盘头每个盘头512根纱,齿轮送经量6300mm/腊克,走经编基本组织1
‑
0/2
‑
1/2
‑
3/1
‑
2//,p
‑
dty30d/48f白低弹轻网(33dtex/48f)纱线含量占25.988%左右,gb4作为第四层纱线。
[0038]
【底基层4】gb5:sp
‑
70d 氨纶透明丝纱线,6个盘头每个盘头512根纱,齿轮送经量1100mm/腊克,走经编基本组织0
‑
0/1
‑
2/2
‑
2/1
‑
0//, sp
‑
70d 氨纶透明丝纱线含量占10.588 %左右,gb5作为第五层纱线。
[0039]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

