1.本发明涉及口罩耳带加工设备技术领域,尤其涉及一种口罩耳带纺织系统及其使用方法和一种口罩耳带。
背景技术:
2.口罩是日常防护的重要物资,口罩的耳带关系到口罩佩戴的舒适性。伸长量和克重是口罩耳带的重要指标中,现有技术中的纺织设备对于口罩耳带的伸长量和克重的控制极为不准确,一般纺织设备生产的口罩耳带存在以下两个问题:
3.1、伸长量与标称不符,实际的伸长量在低克重时(低于2)很难达到280以上(即 10cm原长能拉伸至28cm);
4.2、克重(即10cm的重量,如10cm的重量为2g,该口罩耳带的克重即为2)误差大,克重误差在
±
0.5g之间;
5.这两个问题直接影响到口罩耳带的质量。
技术实现要素:
6.针对现有技术中所存在的不足,本发明提供了一种口罩耳带纺织系统,其解决了现有技术中生产设备加工的口罩耳带伸长量和克重控制不准确影响到口罩耳带质量的问题。
7.根据本发明的实施例,一种口罩耳带纺织系统,其包括机头,纱线经所述机头织成弹性带,还包括位于所述机头下方且供所述弹性带进入的加热管,所述弹性带经所述加热管后即为口罩耳带;其中,所述加热管和所述机头之间设置有上调速组件,所述加热管下方设置有下调速组件。
8.上述实施例中,设置的上调速组件和下调速组件之间配合,使得弹性带进入加热管的速度与离开加热管的速度产生差值,再配合加热管对弹性带的加热,使得所加工的口罩耳带在低克重时即可具有高伸长量的特点,同时使得口罩耳带的克重误差控制在
±
0.1g的水平。
9.进一步地,纺织系统还包括机架,一个所述机头、一个所述加热管、一个所述上调速组件以及一个所述下调速组件为一个纺织单元,且所述纺织单元安装在所述机架上。
10.进一步地,所述上调速组件包括安装在所述机架上的上压轮以及上转动杆,其中所述机架上还固定安装有上铰接座,所述上压轮与所述上铰接座铰接且所述上压轮能压在所述上转动杆上或与所述上转动杆脱离,所述弹性带从所述上转动杆和所述上压轮之间穿过。
11.进一步地,所述下调速组件包括安装在所述机架上的下压轮以及下转动杆,其中所述机架上还固定安装有下铰接座,所述下压轮与所述下铰接座铰接且所述下压轮能压在所述下转动杆上或与所述下转动杆脱离,所述弹性带从所述下转动杆和所述下压轮之间穿过。
12.进一步地,所述机架上还安装有对所述上转动杆进行驱动的第一电机以及对所述下转动杆进行驱动的第二电机。
13.进一步地,所述加热管包括本体,所述本体内固定连接环形网管且所述环形网管与所述本体之间设置有环形腔,所述环形腔内设置有电热丝。
14.进一步地,所述环形网管的上下两端与所述本体的上下两端分别固定连接,其中所述环形网管的上下两端均固定连接有限位孔板,所述限位孔板中心位置设置有限位孔。
15.进一步地,所述本体外还套设有保温套。
16.根据本发明的实施例,本发明还提供了上述纺织系统的使用方法,其包括调整上转动杆的转速为10~40r/min,调整下转动杆的转速为10~40r/min,加热管的加热温度为60~ 200℃。
17.根据本发明的实施例,本发明还提供了由上述方法加工的口罩耳带,该口罩耳带在1.5 克重时,伸长量能达到280~380之间(即10cm能伸长到28cm~38cm)。
18.相比于现有技术,本发明具有如下有益效果:
19.通过加热管和上调速组件以及下调速组件之间的协同,使得所加工的口罩耳带在低克重水平下即可拥有较高水平的伸长量,同时还控制克重误差在
±
0.1g的低水平范围内,有效地保证了所加工的口罩耳带的质量。
附图说明
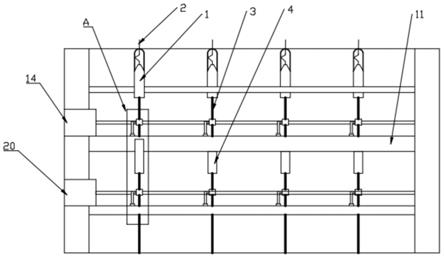
20.图1为本发明实施例的总体结构示意图;
21.图2为图1中a处局部结构放大示意图;
22.图3为本发明实施例的加热管内部结构示意图;
23.上述附图中:
24.机头1、纱线2、弹性带3、加热管4、本体5、环形网管6、环形腔7、电热丝8、保温套9、限位孔板10、机架11、上压轮12、上转动杆13、第一电机14、上铰接座15、铰接杆16、下压轮17、下转动杆18、下铰接座19、第二电机20。
具体实施方式
25.下面结合附图及实施例对本发明中的技术方案进一步说明。
26.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.如图1、2所示,本实施例提供了一种口罩耳带纺织系统,其包括机头1,纱线2经所述机头1织成弹性带3,纺织系统还包括位于所述机头1下方且供所述弹性带3进入的加热管4,所述弹性带3经所述加热管4后即为口罩耳带;其中,所述加热管4和所述机头 1之间设置有上调速组件,所述加热管4下方设置有下调速组件。
28.上述实施例中,设置的上调速组件和下调速组件之间配合,使得弹性带3进入加热管 4的速度与离开加热管4的速度产生差值,再配合加热管4对弹性带3的加热,使得所加工
的口罩耳带在低克重时即可具有高伸长量的特点,同时使得口罩耳带的克重误差控制在
±
0.1g的水平;具体地,调整弹性带3进入加热管4的速度低于弹性带3离开加热管4的速度,使得弹性带3在加热管4内的过程中处于拉伸状态,同时加热管4进行加热使得拉伸后的弹性带3实现定型,这样能够降低口罩耳带的克重,同时加热也使得口罩耳带的弹性得以增加,使得口罩耳带的伸长量也得以提升。
29.如图3所示,加热管4包括本体5,所述本体5内固定连接环形网管6且所述环形网管6与所述本体5之间设置有环形腔7,所述环形腔7内设置有电热丝8,其中电热丝8 可以设置成螺旋线形,加热面积更大,升温更均匀;本体5外还套设有保温套9,对加热管4起到保温作用,保温套9一般为耐热橡胶材质制成。设置的电热丝8在环形腔7内发热,热量穿过设置的环形网管6后与弹性带3接触,从而实现对弹性带3的间接加热,间接加热能够避免电热丝8将弹性带3熔化,同时弹性带3与环形网管6也相离,避免弹性带3被环形网管6熔化,进一步地,所述环形网管6的上下两端与所述本体5的上下两端分别固定连接,其中所述环形网管6的上下两端均固定连接有限位孔板10,所述限位孔板10中心位置设置有限位孔。上下设置的限位孔板10使得弹性带3与环形网管6与弹性带 3相离,其中,限位孔的内径一般大于弹性带3直径的2~3倍,这样能够有效避免弹性带 3与环形网管6接触。
30.如图1所示,纺织系统还包括机架11,一个所述机头1、一个所述加热管4、一个所述上调速组件以及一个所述下调速组件为一个纺织单元,且所述纺织单元安装在所述机架 11上,本系统包括多个纺织单元,所有纺织单元同步运行,从而使得口罩耳带的加工效率得以提升。
31.如图1、2所示,所述上调速组件包括安装在所述机架11上的上压轮12以及上转动杆13,其中所述机架11上还固定安装有上铰接座15,所述上压轮12与所述上铰接座15 铰接且所述上压轮12能压在所述上转动杆13上或与所述上转动杆13脱离,所述弹性带3 从所述上转动杆13和所述上压轮12之间穿过,其中上转动杆13由安装在机架11上的第一电机14驱动,特别地,所有纺织单元的上转动杆13为同一根,即可以实现第一电机14 对所有的纺织单元进行同步驱动。其中,上铰接座15内安装有扭簧,扭簧的另一端固定连接有铰接杆16,所述上压轮12与该铰接杆16转动连接,具体地,扭簧提供弹力使得上压轮12压在上转动杆13上,弹性带3被压在上转动杆13和上压轮12之间,由于弹性带 3较薄,上转动杆13和上压轮12能够接触从而依靠两者的摩擦力而一同相向转动(其中设置的上压轮12为弹性材质,如橡胶材质制成),从而向弹性带3提供向下的拉力,使得弹性带3在机头1与加热管4之间处于拉伸状态;
32.特别地,机头1和加热管4之间的拉伸状态主要影响口罩耳带的宽度和厚度,即,当上压轮12的转速高时,拉伸大,同等克重的口罩耳带被压得更窄且厚度更小,当上压轮 12的转速低时,拉伸小,同等克重的口罩耳带被压得更宽且厚度更大。
33.如图1、2所示,所述下调速组件包括安装在所述机架11上的下压轮17以及下转动杆18,其中所述机架11上还固定安装有下铰接座19,所述下压轮17与所述下铰接座19 铰接且所述下压轮17能压在所述下转动杆18上或与所述下转动杆18脱离,所述弹性带3 从所述下转动杆18和所述下压轮17之间穿过。同样地,下铰接座19和下压轮17之间也通过扭簧和铰接杆16实现连接,下压轮17与上压轮12采用同样的材质支撑,下转动杆 18由安装在机架11上的第二电机20驱动,第二电机20驱动下转动杆18和下压轮17相向转动从而向弹性带3
提供向下的拉力,使得弹性带3穿出加热管4的速度更快,弹性带 3在加热管4内处于进一步拉伸状态;
34.特别地,弹性带3在加热管4内的拉伸状态主要影响口罩耳带的伸长量和克重,一般情况下,下压轮17的转速高于上压轮12的转速,即弹性带3在加热管4内处于张紧伸长状态,具体地:
35.下压轮17的转速高时,弹性带3在加热管4内拉伸量大,弹性带3组织密度低,因此成型后的口罩耳带具有低克重的特点,下压轮17的转速低时,弹性带3在加热管4内拉伸量小,弹性带3组织密度高,因此成型后的口罩耳带的克重更高,但是配合第一次拉伸(即加热管4和机头1之间的拉伸)和第二次拉伸(即加热管4内的拉伸),本纺织系统能够在低于2的克重下实现280~380的拉伸量。
36.如图1、2所示,通过上压轮12和下压轮17以及加热管4的配合,可以使得加工所得的口罩耳带在低克重下具有高伸长量,具体地,
37.第一种情况:
38.当上压轮12转速为10r/min、下压轮1710r/min,加热管4温度为200℃时,克重2.5
ꢀ±
0.1g,伸长量为327,宽度为3.6mm,厚度为2.4mm;
39.第二种情况:
40.当上压轮12转速为10r/min、下压轮1710r/min,加热管4温度为100℃时,克重2.5
ꢀ±
0.1g,伸长量为257,宽度为3.8mm,厚度为2.4mm;
41.第三种情况:
42.当上压轮12转速为15r/min、下压轮1710r/min,加热管4温度为150℃时,克重2.7
ꢀ±
0.1g,伸长量为353,宽度为3.2mm,厚度为2.1mm;
43.第四种情况:
44.当上压轮12转速为15r/min、下压轮1710r/min,加热管4温度为100℃时,克重2.7
ꢀ±
0.1g,伸长量为271,宽度为3.2mm,厚度为2.1mm;
45.第六种情况:
46.当上压轮12转速为10r/min、下压轮1715r/min,加热管4温度为120℃时,克重2.0
ꢀ±
0.1g,伸长量为330,宽度为3.3mm,厚度为2.2mm;
47.第七种情况:
48.当上压轮12转速为10r/min、下压轮1720r/min,加热管4温度为100℃时,克重1.7
ꢀ±
0.1g,伸长量为354,宽度为2.9mm,厚度为2.0mm;
49.第八种情况:
50.当上压轮12转速为10r/min、下压轮1730r/min,加热管4温度为80℃时,克重1.5
ꢀ±
0.1g,伸长量为298,宽度为2.7mm,厚度为2.0mm;
51.第九种情况:
52.当上压轮12转速为10r/min、下压轮1740r/min,加热管4温度为60℃时,克重1.3
ꢀ±
0.1g,伸长量为281,宽度为2.6mm,厚度为0.18mm;
53.第十种情况:
54.当上压轮12转速为20r/min、下压轮1730r/min,加热管4温度为60℃时,克重1.4
ꢀ±
0.1g,伸长量为382,宽度为2.9mm,厚度为2.1mm;
55.第十一种情况:
56.当上压轮12转速为20r/min、下压轮1740r/min,加热管4温度为60℃时,克重1.3
ꢀ±
0.1g,伸长量为301,宽度为3.0mm,厚度为2.0mm;
57.第十二种情况:
58.当上压轮12转速为30r/min、下压轮1740r/min,加热管4温度为60℃时,克重1.4
ꢀ±
0.1g,伸长量为372,宽度为2.9mm,厚度为2.1mm;
59.第十三种情况:
60.当上压轮12转速为40r/min、下压轮1730r/min,加热管4温度为60℃时,克重2.1
ꢀ±
0.1g,伸长量为291,宽度为3.1mm,厚度为2.2mm;
61.第十四种情况:
62.当上压轮12转速为40r/min、下压轮1730r/min,加热管4温度为100℃时,克重2.1
ꢀ±
0.1g,伸长量为351,宽度为3.1mm,厚度为2.2mm;
63.第十五种情况:
64.当上压轮12转速为40r/min、下压轮1730r/min,加热管4温度为120℃时,克重2.1
ꢀ±
0.1g,伸长量为302,宽度为3.0mm,厚度为2.1mm;
65.第十六种情况:
66.当上压轮12转速为40r/min、下压轮1730r/min,加热管4温度为200℃时,克重2.1
ꢀ±
0.1g,伸长量为314,宽度为3.1mm,厚度为2.2mm。
67.将实施例中的加热管4、上调速组件和下调速组件卸下,加工所得的口罩耳带3.2
±ꢀ
0.5g,伸长量270~306,宽度为3.2mm,厚度为2.3mm。
68.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

