1.本技术涉及自动缝制设备技术领域,尤其是涉及一种送料压板机构。
背景技术:
2.随着自动化设备在生产制造领域的普及,在衣物的生产过程中,也越来越多的使用到自动缝制设备,以达到提升生产效率的目的。其中,自动缝制设备包括用于将布料输送至缝制区域的送料装置。
3.相关技术中,送料装置通常包括用于承托布料的承托台、用于抵压或松开布料的送料压板机构和用于驱动送料压板机构沿靠近或远离缝制区域运动的送料进给机构;其中,送料压板机构包括水平滑移连接于承托台的送料压板支座、竖直滑移连接于送料压板支座的送料下压板和用于驱动送料下压板运动的升降驱动组件;同时,送料下压板的下侧设有用于与布料相抵的缓冲件。
4.送料装置的使用过程中,先由人工将裁剪为预设尺寸的布料铺放在承托台上,接着通过升降驱动组件驱动送料下压板向下运动对布料进行压紧,而后利用送料进给机构驱动送料下压板带动布料沿靠近缝制区域的方向运动,达到自动送料的效果。
5.针对上述中的相关技术,发明人认为:用于抵紧布料的缓冲件需要缓冲送料下压板向下运动的冲击力,难免会使得缓冲件产生较大收缩形变,长期工作中可能导致缓冲件收缩形变严重而无法抵紧布料的情况,影响送料装置对布料的平稳输送。
技术实现要素:
6.为了保持送料装置对布料的平稳输送,本技术提供一种送料压板机构。
7.本技术提供的一种送料压板机构采用如下的技术方案:
8.一种送料压板机构,包括水平滑移连接于承托台的送料压板支座、竖直滑移连接于送料压板支座的送料下压板和用于驱动送料下压板运动的升降驱动组件,所述送料下压板的下侧设有缓冲件,所述送料压板支座滑移连接有送料压板连杆,所述送料压板连杆的滑移方向为竖直方向;所述送料下压板滑移连接于送料压板连杆,所述送料下压板的滑移方向为竖直方向,且所述送料下压板与送料压板连杆之间设有弹性伸缩件。
9.通过采用上述技术方案,在送料下压板受驱动向下运动以使缓冲件抵压至承托台上布料的过程中,送料下压板与送料压板连杆之间的弹性伸缩件能够吸收一部分冲击力,从而达到缓冲的效果,以减弱缓冲件受冲击力作用产生的收缩形变程度,进而减少缓冲件在长期工作中因收缩形变严重而无法抵紧布料的情况出现,减少布料在输送过程中出现褶皱的情况;同时,利用弹性伸缩件受力形变后的弹性回复力作用,也可使得缓冲件对布料形成更佳的抵紧作用,最终达到保持送料装置对布料平稳输送的效果。
10.优选的,所述送料下压板设有竖直的送料压杆,所述送料压杆的下端设有滑杆;所述送料下压板设有压板调节座,所述压板调节座的上表面设有供送料压杆下端伸入的活动槽;所述压板调节座上表面设有竖直方向的滑槽,所述滑槽与活动槽相相连通,所述滑杆与
滑槽滑移配合,且所述压板调节座的上表面设有封闭滑槽上侧槽口的限位板;所述弹性伸缩件设于送料压杆的下端与压板调节座之间。
11.通过采用上述技术方案,送料压杆下端的滑杆与压板调节座的滑槽沿竖直方向滑移配合,实现送料压板连杆与送料下压板之间的滑移连接;在送料下压板受驱动向下运动以使缓冲件抵压至承托台上布料的过程中,送料下压板产生上移,对弹性伸缩件施力以是弹性伸缩件发生形变达到缓冲效果。
12.优选的,所述送料压杆包括均呈竖直方向设置的第一压杆、第二压杆与压杆连接套,所述第一压杆位于第二压杆的上方;所述压杆连接套的上端与第一压杆的下端相套接,所述压杆连接套的下端与第二压杆的上端套接,且所述压杆连接套侧壁的上端与下端均设有与螺栓相配合的锁紧孔。
13.通过采用上述技术方案,调节第一压杆、第二压杆在压杆连接套内的伸入量,达到调节送料压杆长度效果,从而能够对送料下压板的高度进行调节。
14.优选的,所述送料压板连杆与送料下压板之间设有压板连接板,所述压板连接板包括压板连接段、连杆连接段和中间连接段,所述压板连接段的一端与送料下压板相连,另一端与送料下压板的上表面具有间隙;所述连杆连接段与送料压板连杆相连接,所述中间连接段沿压板连接段靠近连杆连接段的方向呈倾斜状,且所述中间连接段的下端连接于压板连接段与送料下压板具有间隙的一端,所述中间连接段的上端连接于连杆连接段。
15.通过采用上述技术方案,压板连接板的设置可提升送料下压板的稳定性,同时,压板连接段与送料下压板之间存在间隙,使得送料下压板在相对送料压板连杆上移的过程中能够保持与送料压板连杆之间的稳定连接。
16.优选的,所述送料下压板的上表面设有用于供压板连接段下表面抵压的缓冲条,所述缓冲条位于压板连接段与送料下压板之间的间隙处。
17.通过采用上述技术方案,送料下压板在相对送料压板连杆上移的过程中,压板连接段与送料下压板之间的间距会逐渐减小,利用缓冲条供压板连接段相抵,减少压板连接段直接抵压于送料下压板上而出现磨损的情况。
18.优选的,所述压板连接段与送料下压板的连接处、所述连杆连接段与送料压板连杆连接处均设有腰形孔,所述压板连接段的腰形孔长度方向与压板连接段的长度方向相同,所述连杆连接段的腰形孔长度方向为竖直方向。
19.通过采用上述技术方案,腰形孔的设置便于对压板连接板的连接位置进行适当调整,提升机构的柔性适配性能。
20.优选的,所述送料压板连杆的长度方向垂直于布料的输送方向,所述送料下压板有多个,多个所述送料下压板沿送料压板连杆的长度方向间隔排布,且所述送料下压板的长度方向与送料压板连杆的长度方向相垂直;位于中间位置的所述送料下压板设有两根送料吹气管,两根所述送料吹气管均沿送料下压板的长度方向设置;两根送料吹气管沿送料压板连杆的长度方向间隔排布,且两根送料吹气管相背离的一侧开设有吹气孔。
21.通过采用上述技术方案,利用位于中间位置送料下压板上的送料吹气管,在驱动送料下压板对布料进行下压抵紧的过程中,可自布料的中间位置向两侧进行吹风,达到对布料进行展平的效果,减少布料出现褶皱的情况;在使用送料压板机构输送相叠放的衣物布料与门襟布料至下一工位进行开门襟工艺时,安装有送料吹气管的送料下压板用于抵压
在门襟布料上,利用送料吹气管的设置,能够对可能存在折边的门襟布料进行吹气以达到对门襟布料的展平效果,以便于下一工位将门襟布料平整的缝制于衣物布料上。
22.优选的,所述送料压板连杆设有竖直的导向杆,所述送料压板支座设有竖直的导向座,所述导向杆与导向座滑移配合。
23.通过采用上述技术方案,导向座与导向杆滑移配合,即可实现送料压板连杆与送料压板支座之间的滑移连接,结构简单实用。
24.优选的,所述升降驱动组件包括设于送料压板支座上的升降驱动气缸,所述升降驱动气缸的活塞杆沿竖直方向设置,且所述升降驱动气缸的活塞杆连接于送料压板连杆。
25.通过采用上述技术方案,使用升降驱动气缸即可驱动送料压板连杆沿竖直方向相对送料压板支座运动。
26.综上所述,本技术包括以下至少一种有益技术效果:
27.减少缓冲件在长期工作中因收缩形变严重而无法抵紧布料的情况出现,使得缓冲件对布料形成更佳的抵紧作用,最终达到保持送料装置对布料平稳输送的效果;
28.送料下压板在相对送料压板连杆上移的过程中,利用压板连接板保持送料下压板与送料压板连杆之间的稳定连接;
29.在使用送料下压板对布料进行下压抵紧的过程中,可自布料的中间位置相两侧进行吹风,达到对布料进行展平的效果,减少布料出现褶皱的情况。
附图说明
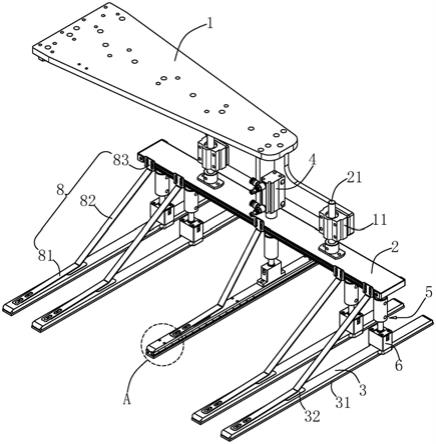
30.图1是本技术实施例的整体结构示意图。
31.图2是本技术实施例中送料压板连杆、送料压杆和送料下压板之间的分解示意图。
32.图3是图1中a部分的放大结构示意图。
33.附图标记说明:1、送料压板支座;11、导向座;2、送料压板连杆;21、导向杆;3、送料下压板;31、缓冲件;32、缓冲条;4、升降驱动气缸;5、送料压杆;51、第一压杆;52、第二压杆;521、滑杆;53、压杆连接筒;531、锁紧孔;6、压板调节座;61、活动槽;62、滑槽;63、限位板;7、直线弹簧;8、压板连接板;81、压板连接段;82、中间连接段;83、连杆连接段;9、送料吹气管。
具体实施方式
34.以下结合附图1
‑
3对本技术作进一步详细说明。
35.随着自动化设备在生产制造领域的普及,在衣物的生产过程中,也越来越多的使用到自动缝制设备,以达到提升生产效率的目的。其中,自动缝制设备包括用于将布料输送至缝制区域的送料装置。
36.送料装置通常包括用于承托布料的承托台、用于抵压或松开布料的送料压板机构和用于驱动送料压板机构沿靠近或远离缝制区域运动的送料进给机构;其中,送料压板机构包括水平滑移连接于承托台的送料压板支座1、竖直滑移连接于送料压板支座1的送料下压板3和用于驱动送料下压板3运动的升降驱动组件。
37.本技术实施例公开一种送料压板机构。参照图1,一种送料压板机构包括送料压板支座1、送料压板连杆2、升降驱动气缸4和送料下压板3,其中,送料压板支座1用于与承托台滑移连接,同时,送料压板支座1沿自身长度方向间隔安装有两个导向座11。
38.参照图1,送料压板连杆2呈扁平的长条杆状,送料压板连杆2位于送料压板的下方,并且,送料压板连杆2的长度方向与送料压板支座1的长度方向相同。相应的,送料压板连杆2的上表面固定安装有两根竖直的导向杆21,两根导向杆21沿送料压板连杆2的长度方向间隔排布;并且,两根导向杆21一一对应的与两个导向座11滑移连接,从而实现送料压板连杆2与送料压板支座1之间沿竖直方向的滑移连接。
39.参照图1,升降驱动气缸4安装于送料压板支座1上,升降驱动气缸4的活塞杆沿竖直方向设置,且升降驱动气缸4的活塞杆与送料压板连杆2相连接。从而,通过升降驱动气缸4即可驱动送料压板连杆2进行升降运动。
40.参照图1,送料压板连杆2的下表面安装有五个送料压杆5,五个送料压杆5沿送料压板连杆2的长度方向排布;相应的,送料下压板3的数量有五个,五个送料下压板3一一对应连接于五个送料压杆5的下端,且每个送料下压板3的长度方向性垂直于送料压板连杆2的长度方向。本实施例中,送料压杆5为长度可调节的杆组,以使得能够送料下压板3与送料压板连杆2的中间的距离进行调节。
41.参照图1和图2,具体的,送料压杆5包括具呈竖直设置的第一压杆51、第二压杆52和压杆连接筒53,其中,第一压杆51与第二压杆52均为尺寸相同的圆杆状,且第一压杆51位于第二压杆52的正上方。压杆连接筒53位于第一压杆51与第二压杆52之间,压杆连接筒53的上端套接于第一压杆51的下端,压杆连接筒53的下端套接于第二压杆52的上端。同时,压杆连接筒53侧壁的上端与下端均开设有用于与螺栓相配合的锁紧孔531,以使用螺栓穿过锁紧孔531对第一压杆51、第二压杆52进行抵紧固定。
42.参照图1和图2,送料下压板3的上表面固定安装有压板调节座6,压板调节座6的上表面沿竖直方向开设用于供第二压杆52下端伸入的活动槽61;同时,活动槽61内安装有竖直方向的直线弹簧7,直线弹簧7的下端抵压于活动槽61的槽底,直线弹性的上端用于与第二压杆52的下端相抵接。
43.参照图1和图2,压板调节座6的上表面还开设有竖直方向的滑槽62,滑槽62与活动槽61相连通。第二压杆52的下端固定安装有呈水平状的滑杆521,滑杆521位于滑槽62内,且滑杆521与滑槽62滑移连接。并且,压板调节座6的上表面通过螺栓安装有用于对滑槽62上侧开口进行封闭的限位板63,以限制滑杆521自滑槽62的上侧滑离。
44.参照图1,为了提升送料下压板3与送料压板连杆2之间的连接稳定性,送料下压板3与送料压板连杆2之间安装有压板连接板8;具体的,压板连接板8包括依次弯折成型的压板连接段81、中间连接段82和压杆连接段。其中,压板连接段81远离中间连接段82的一端通过螺栓与送料下压板3相连接,且压板连接段81靠近中间连接段82的一端与送料下压板3之间具有间隙;压杆连接段呈竖直状,且压杆连接段通过螺栓与送料压板连杆2的侧壁相连接。
45.参照图1,压板连接段81与送料下压板3的连接处、所述连杆连接段83与送料压板连杆2连接处均开设有腰形孔,其中,压板连接段81的腰形孔长度方向与压板连接段81的长度方向相同,连杆连接段83的腰形孔长度方向为竖直方向。同时,送料下压板3的上表面粘接有缓冲条32,缓冲条32处于压板连接段81与送料下压板3之间的间隙处,利用缓冲条32对压板连接段81的下表面进行抵接缓冲。此外,送料下压板3的下表面粘接有用于与布料相抵接的缓冲件31;本实施例中,缓冲条32与缓冲件31均为海绵片。
46.参照图1和图3,为了使得被送料下压板3抵压的布料更为平整,本实施例中,位于中间位置的那个送料下压板3上安装有送料吹风管;送料吹气管9有两根,两根送料吹气管9均沿送料下压板3的长度方向设置,且两根送料吹气管9沿送料压板连杆2的长度方向排布。同时,两根送料吹气管9相背离的一侧开设有多个吹气孔。在驱动送料下压板3对布料进行下压抵紧的过程中,利用送料吹气管9自布料的中间位置向两侧进行吹风,达到对布料进行展平的效果。
47.本技术实施例一种送料压板机构的实施原理为:承托台上放置有裁切好尺寸的布料,由升降驱动气缸4驱动送料压板连杆2向下运动,以使送料压板连杆2下方安装的送料下压板3对布料进行抵压。在此过程,利用送料吹气管9自布料的中间位置向两侧进行吹风,达到对布料进行展平的效果。
48.同时,在送料下压板3下侧的缓冲件31抵压至布料上时,利用送料下压板3与送料压板连杆2之间的直线弹簧7能够吸收一部分冲击力,减弱缓冲件31受冲击力作用产生的收缩形变程度;同时,利用直线弹簧7受力形变后的弹性回复力作用,也可使得缓冲件31对布料形成更佳的抵紧作用,最终达到保持送料装置对布料平稳输送的效果。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

