1.本实用新型涉及家用电器技术领域,尤其是涉及一种外观部件、家用电器和模具。
背景技术:
2.一般地,家用电器例如滚筒洗衣机的外观部件例如控制面板、分配器把手等部件兼有功能和外观的双重要求。
3.相关技术中,在注塑出外观部件时容易在产品上出现流纹缺陷,当较重的流纹出现在外观部件的外观面上时,不但导致产品的合格率低,成本高,而且无法满足用户的使用需求。
技术实现要素:
4.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型的一个目的在于提出一种外观部件,合格率高。
5.本实用新型还提出一种家用电器,包括上述的外观部件。
6.本实用新型还提出一种模具,模具用于成型外观部件。
7.根据本实用新型实施例的外观部件,所述外观部件为一体注塑成型件且包括:连接板;外观板,所述外观板的厚度方向的一侧表面为外观面,所述外观板沿所述连接板的周向延伸,所述外观板的宽度方向的一端与所述连接板的外周壁相连,所述外观板的宽度方向的另一端的壁厚最小;其中,所述连接板的厚度方向上的一侧表面设有至少一个浇口成型区,至少一个所述浇口成型区邻近所述外观板设置;和/或,所述外观板的与其外观面相背的一侧表面的邻近所述连接板的一端设有至少一个浇口成型区;所述浇口成型区适于与模具的浇口对应。
8.根据本实用新型实施例的外观部件,通过使得外观板的宽度方向的另一端的壁厚最小,这样,可以至少在一定程度减小外观板的流纹,至少在一定程度上防止流纹出现在外观板的外观面,至少在一定程度上提高外观部件的合格率,降低成本,满足用户的使用需求。
9.根据本实用新型的一些实施例,在从所述外观板的宽度方向的一端到所述外观板的宽度方向的另一端的方向上,所述外观板的壁厚逐渐减小;或者,在从所述外观板的宽度方向的一端到所述外观板的宽度方向的另一端的方向上,所述外观板的壁厚先保持不变、而后逐渐减小。
10.根据本实用新型的一些实施例,所述连接板的与所述外观板相连的一端的壁厚不大于所述外观板的宽度方向的一端的壁厚。
11.根据本实用新型的一些实施例,所述连接板的与所述外观板相连的一端的壁厚小于所述外观板的最小壁厚。
12.根据本实用新型的一些实施例,沿所述连接板的周向,所述外观板包括相连的第一板体和第二板体,所述第一板体与所述第二板体具有夹角,所述第一板体和所述第二板
体均与所述连接板相连,其中至少一个所述浇口成型区邻近所述第一板体和所述第二板体的相连处设置。
13.根据本实用新型的一些实施例,所述浇口成型区为间隔开的多个,多个所述浇口成型区沿所述连接板的周向间隔开设置。
14.根据本实用新型的一些实施例,所述外观部件为免喷涂件,所述外观部件包括树脂基体和分布于所述树脂基体的金属颗粒。
15.根据本实用新型的一些实施例,所述连接板的厚度方向上的一侧表面设有至少一个浇口成型区,邻近所述外观板的所述浇口成型区与所述外观板的最小距离小于等于20mm。
16.根据本实用新型的一些实施例,邻近所述外观板的所述浇口成型区与所述外观板的最小距离小于等于10mm。
17.根据本实用新型的一些实施例,邻近所述外观板的所述浇口成型区与所述外观板的最小距离为0mm。
18.根据本实用新型的一些实施例,所述外观板的与所述外观面相背的一侧表面的邻近所述连接板的一端设有至少一个浇口成型区,所述浇口成型区与所述连接板的最小距离小于等于10mm。
19.根据本实用新型的一些实施例,所述外观板的与所述外观面相背的一侧表面的邻近所述连接板的一端设有至少一个浇口成型区,所述浇口成型区与所述连接板的最小距离为0mm。
20.根据本实用新型实施例的家用电器,包括上述的外观部件。
21.根据本实用新型实施例的家用电器,通过设置上述的外观部件,通过使得外观板的宽度方向的另一端的壁厚最小,这样,可以至少在一定程度减小外观板的流纹,至少在一定程度上防止流纹出现在外观板的外观面,至少在一定程度上提高外观部件的合格率,降低成本,满足用户的使用需求。
22.根据本实用新型实施例的模具,包括:模仁,所述模仁具有型腔,所述型腔包括外观板型腔和连接板型腔,所述外观板型腔沿所述连接板型腔的周向延伸,所述外观板型腔的宽度方向的一端与所述连接板型腔的外周连通,所述外观板型腔的宽度方向的另一端的厚度最小,所述外观板型腔的厚度方向的一侧壁面用于成型外观板的外观面;其中,所述模仁具有位于所述连接板型腔的厚度方向的一侧壁面的至少一个浇口,至少一个所述浇口邻近所述外观板型腔设置;和/或,所述模仁具有位于所述外观板型腔的厚度方向的另一侧壁面且邻近所述连接板型腔的至少一个浇口。
23.根据本实用新型实施例的模具,通过使得外观板型腔的宽度方向的另一端的厚度最小,这样,可以至少在一定程度减小外观板的流纹,至少在一定程度上防止流纹出现在外观板的外观面,至少在一定程度上提高外观部件的合格率,降低成本,满足用户的使用需求。
24.根据本实用新型的一些实施例,在从所述外观板型腔的宽度方向的一端到所述外观板型腔的宽度方向的另一端的方向上,所述外观板型腔的厚度逐渐减小;或者,在从所述外观板型腔的宽度方向的一端到所述外观板型腔的宽度方向的另一端的方向上,所述外观板型腔的厚度先保持不变、而后逐渐减小。
25.根据本实用新型的一些实施例,所述连接板型腔的与所述外观板型腔相连通的一端的厚度不大于所述外观板型腔的宽度方向的一端的厚度。
26.根据本实用新型的一些实施例,所述连接板型腔的与所述外观板型腔相连通的一端的厚度小于所述外观板型腔的最小厚度。
27.根据本实用新型的一些实施例,沿所述连接板型腔的周向,所述外观板型腔包括连通的第一板体型腔和第二板体型腔,所述第一板体型腔与所述第二板体型腔具有夹角,所述第一板体型腔和所述第二板体型腔均与所述连接板型腔连通,其中至少一个所述浇口邻近所述第一板体型腔和所述第二板体型腔的连通处设置。
28.根据本实用新型的一些实施例,所述浇口为间隔开的多个,多个所述浇口沿所述连接板型腔的周向间隔开设置。
29.根据本实用新型的一些实施例,邻近所述外观板型腔的所述浇口与所述外观板型腔的最小距离小于等于20mm。
30.根据本实用新型的一些实施例,所述模仁具有位于所述外观板型腔的厚度方向的另一侧壁面且邻近所述连接板型腔的至少一个浇口,所述浇口与所述连接板型腔的最小距离小于等于10mm。
31.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
32.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
33.图1是根据本实用新型一些实施例的控制面板的示意图;
34.图1a是根据图1所示的1b处圈示部分的放大图;
35.图1b是根据图1所示的2b处圈示部分的放大图;
36.图1c是根据图1所示的3b处圈示部分的放大图;
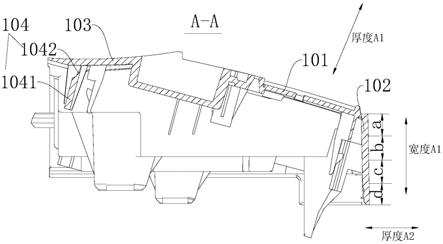
37.图2是根据图1所示的a
‑
a方向的剖视示意图,图中的箭头宽度a1为面板侧板的宽度方向,箭头厚度a2为面板侧板的厚度方向,箭头厚度a1为面板连接板的厚度方向;
38.图3是根据图1所示的b处圈示部分的放大图;
39.图4是根据本实用新型一些实施例的控制面板的另一方向的示意图;
40.图5是根据图4所示的c
‑
c方向的剖视示意图;
41.图6是根据图5所示的e处圈示部分的放大图;
42.图7是根据本实用新型一些实施例的面板模具的示意图;
43.图8是根据图7所示的f
‑
f方向的剖视示意图;
44.图9是根据8所示的h处圈示部分的放大图,图中宽度a2为面板侧板型腔的宽度方向;
45.图10是根据图7所示的g
‑
g方向的剖视示意图;
46.图11是根据图10所示的m处圈示部分的放大图;
47.图12是根据本实用新型一些实施例的物料在面板侧板型腔内的流动示意图;
48.图13是根据本实用新型另一些实施例的物料在面板侧板型腔内的流动示意图;
49.图14是根据本实用新型另一些实施例的物料在面板侧板型腔内的流动示意图;
50.图15是根据本实用新型另一些实施例的物料在面板侧板型腔内的流动示意图;
51.图16是相关技术中的物料在型腔内的流动示意图。
52.附图标记:
53.控制面板10;面板连接板101;面板浇口成型区1011;其中一个面板浇口成型区1011a;面板阻隔孔1012;其中一个面板阻隔孔1012a;面板侧板102;第一侧板体1021;第二侧板体1022;面板顶板103;面板连接筋104;面板连接筋本体1041;面板连接部1042;
54.面板模具1;面板模仁11;面板连接板型腔111;面板浇口1111;面板侧板型腔112;第一侧板体型腔1121;面板顶板型腔113;面板连接筋型腔114;面板连接筋本体型腔1141;面板连接部型腔1142。
具体实施方式
55.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
56.一般地,家用电器例如滚筒洗衣机的外观部件例如控制面板、分配器把手等部件兼有功能和外观的双重要求。
57.一般地,外观部件制造工艺多为注塑 喷涂工艺,喷涂后的外观部件具备绚丽金属外观效果,但喷涂工艺存在污染大、成本高、合格率低、报废后不可回收等缺点,严重影响环境和生产人员的健康,不符合绿色制造的概念。为解决喷涂工艺存在的不足,免喷涂热塑性工程物料应运而生,采用免喷涂注塑能够给予产品金属外观效果,从而取消喷涂工艺,达到降低生产成本的目的,同时,也避免了喷涂过程中污染物的排放。
58.不管是采用免喷涂材料制造外观部件,还是通过注塑 喷涂工艺制造外观部件,对于流动性差的物料来说,尤其是包含金属颗粒的免喷涂材料,由于免喷涂材料中存在金属颗粒等物质,在注塑过程中物料在流动过程中遇到阻碍会造成金属颗粒排布不均,这样当注塑出产品时在光的照射下出现光散射,产品在视觉上形成流纹,导致产品出现流纹缺陷,当流纹出现在产品的外观面时,不但导致产品的合格率低,而且无法满足用户的使用需求。在下面的描述中,以包含金属颗粒的免喷涂材料为例进行说明,也就是说,外观部件可以为免喷涂件,免喷涂件包括树脂基体和分布于树脂基体内的金属颗粒。可选地,金属颗粒为铜、铝或银。
59.下面描述根据本实用新型实施例的外观部件、家用电器和用于成型外观部件的模具。由此,外观部件为一体注塑成型件,由此,一体件的结构不仅可以保证外观部件的结构、性能稳定性,并且方便成型、制造简单,而且省去了多余的装配件以及连接工序,保证外观部件连接的可靠性,再者,一体形成的结构的整体强度和稳定性较高,组装更方便,寿命更长。
60.根据本实用新型实施例的外观部件,包括:连接板和外观板。
61.连接板的表面为非外观面,也就是说,当外观部件使用在家用电器中时,连接板的表面不外露。
62.外观板沿连接板的周向延伸,外观板的宽度方向的一端与连接板的外周壁相连,外观板的厚度方向上的一侧表面为外观面。这里,需要说明的是,外观板的宽度方向的一端为与连接板相连的一端,外观板的宽度方向的另一端为远离连接板的一端。
63.在一些实施例中,连接板的厚度方向上的一侧表面设有至少一个浇口成型区,浇口成型区适于与模具的浇口对应,至少一个浇口成型区邻近外观板设置,外观板的宽度方向的另一端的壁厚最小。这样,可以至少在一定程度减小外观板的流纹,至少在一定程度上防止流纹出现在外观板的外观面,至少在一定程度上提高外观部件的合格率,降低成本,满足用户的使用需求。
64.在一些实施例中,外观板的与其外观面相背的一侧表面的邻近连接板的一端设有至少一个浇口成型区,浇口成型区适于与模具的浇口对应,外观板的宽度方向的另一端的壁厚最小。这样,可以至少在一定程度减小外观板的流纹,至少在一定程度上防止流纹出现在外观板的外观面,至少在一定程度上提高外观部件的合格率,降低成本,满足用户的使用需求。
65.具体而言,采用所述的模具注塑出外观部件坯件且外观部件坯件从模具出模后,模具的浇口处的物料会有一部分遗留在外观部件坯件上并形成浇口成型部,外观部件的浇口成型区即为该浇口成型部所在的区域。其中,可以理解的是,可以对外观部件坯件进行再处理以切除或部分切除该浇口成型部,当然,也可以对该外观部件坯件的浇口成型部不处理,即外观部件上保留该浇口成型部,对此不作具体限定,可以根据生产的实际需要进行设置。
66.为了便于解释外观板流纹减少的原因,下面描述根据本实用新型实施例的模具,并结合模具的结构从原理上对外观板的外观面的流纹减少的原因进行说明。
67.根据本实用新型实施例的用于成型家用电器的外观部件的模具,包括:模仁。模仁具有型腔。
68.型腔包括连接板型腔和外观板型腔,其中,连接板型腔用于成型上述的连接板,外观板型腔用于成型上述的外观板。外观板型腔沿连接板型腔的周向延伸,外观板型腔的宽度方向的一端与连接板型腔的外周连通,外观板型腔的宽度方向的另一端的厚度最小,外观板型腔的厚度方向上的一侧壁面用于成型外观板的外观面。这里,可以理解的是,外观板型腔的宽度方向的一端为与连接板型腔相连通的一端,外观板型腔的宽度方向的另一端为远离连接板型腔的外周的端部。
69.在一些实施例中,模仁具有位于连接板型腔的厚度方向上的一侧壁面的至少一个浇口,至少一个浇口邻近外观板型腔设置。
70.在一些实施例中,模仁具有位于外观板型腔的厚度方向的另一侧壁面(即与用于成型外观板的外观面相对的一侧壁面)且邻近连接板型腔的至少一个浇口。
71.下面以浇口位于连接板型腔为例说明流纹减少的原因。本领域技术人员在阅读了下面的描述之后,显然可以理解,浇口位于外观板型腔时流纹减少的原因。
72.具体而言,在注塑时,在物料流动过程中,较热的物料熔体通过浇口进入型腔后,流动过程中与较冷的型腔内壁接触,物料会在型腔内壁快速冻结,形成一层较薄的凝固层。凝固层中金属颗粒的排布决定着免喷涂产品外观的优劣,稳定型的流动能够形成一致的金属颗粒取向,获得较好的外观。在本技术中,模具的至少一个浇口位于连接板型腔的厚度方
向的一侧壁面处,并且模具的至少一个浇口邻近外观板型腔,这样当物料从模具的浇口流出时,一部分物料可以直接流向外观板型腔,从而可以缩短物料从该浇口流到外观板型腔的路径,有利于保证物料由连接板型腔稳定的流动到外观板型腔,从而减小外观板处的流纹,至少在一定程度上提高外观部件产品的良率,满足用户的使用需求。
73.并且由于外观板型腔的宽度方向的另一端的壁厚最小,即沿着外观板型腔的宽度方向,外观板型腔的邻近连接板型腔且与外观板型腔的宽度方向的另一端直接相连通的部分(称为大厚度部)的厚度必然大于外观板型腔的宽度方向的另一端(称为小厚度部)的厚度,这样在连接板型腔的周向上,物料沿着外观板型腔流动时,由于大厚度部的厚度大于小厚度部的厚度,物料在大厚度部处更容易流动,流速更快,物料在大厚度部处呈前凸的趋势,在大厚度部处存在明显前沿流动,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,从而就不会发生卷曲和翻转,有利于在一定程度上避免大厚度部处的物料与小厚度部处的物料在前沿处出现卷曲和翻转,进一步地保证物料流动的稳定性,从而减少在外观板的与大厚度部和小厚度部对应的位置处的流纹,至少在一定程度上提高外观部件产品的良率,满足用户的使用需求。
74.关于外观板的壁厚变化关系可存在以下几种方式:
75.第一种:在从外观板的宽度方向的一端到外观板的宽度方向的另一端的方向上,外观板的壁厚逐渐减小。具体而言,在模具中,在从外观板型腔的宽度方向靠近连接板型腔的一端到外观板型腔的宽度方向远离连接板型腔的另一端的方向上,外观板型腔的厚度逐渐减小,这样在连接板型腔的周向上,物料在沿着外观板型腔内流动时,基于外观板型腔的厚度变化,物料在厚度较大的位置处更容易流动,流动阻力更小,从而在物料流动的前沿表面会呈现出如图12中所示的斜面的方式,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,从而在前沿处的物料之间相互不会出现卷曲和翻转,物料的流动更加稳定,这样,可以进一步地减小外观板的流纹,进一步地防止流纹出现在外观板的外观面,进一步地提高外观部件的合格率,降低成本,满足用户的使用需求。
76.第二种:在从外观板的宽度方向的一端到外观板的宽度方向的另一端的方向上,外观板的壁厚先保持不变、而后逐渐减小。具体而言,在模具中,在从外观板型腔的宽度方向靠近连接板型腔的一端到外观板型腔的宽度方向远离连接板型腔的的另一端的方向上,外观板型腔的厚度先保持不变、而后逐渐减小,这样在连接板型腔的周向上,物料在沿着外观板型腔流动时,基于外观板型腔的厚度变化,物料在厚度较大的位置处更容易流动,流动阻力更小,从而在物料流动的前沿表面会呈现出如图14所示的在厚度相同的位置处为与外观板型腔的宽度方向大体平行的表面,在厚度逐渐减小的位置处会出现朝向物料流动的上游倾斜的表面,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,从而在前沿处的物料之间相互不会出现卷曲和翻转,物料的流动更加稳定,这样,可以进一步地减小外观板的流纹,进一步地防止流纹出现在外观板的外观面,进一步地提高外观部件的合格率,降低成本,满足用户的使用需求。
77.第三种,在从外观板的宽度方向的一端到外观板的宽度方向的另一端的方向上,
外观板的壁厚先逐渐增大、然后逐渐减小。具体而言,在模具中,在从外观板型腔的宽度方向的一端到外观板型腔的宽度方向的另一端的方向上,外观板型腔的厚度先逐渐增大、然后逐渐减小,这样在连接板型腔的周向上,物料在沿着外观板型腔的长度方向流动时,基于外观板型腔的厚度变化,物料在厚度较大的位置处更容易流动,流动阻力更小,从而在物料流动的前沿表面会呈现出如图13中示出的前凸式,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,在前沿处的物料之间相互不会出现卷曲和翻转,物料的流动更加稳定,这样,可以进一步地减小外观板的流纹,进一步地防止流纹出现在外观板的外观面,进一步地提高外观部件的合格率,降低成本,满足用户的使用需求。
78.第四种,在从外观板的宽度方向的一端到外观板的宽度方向的另一端的方向上,外观板的壁厚先逐渐增大、而后保持不变、然后逐渐减小。具体而言,在模具中,在从外观板型腔的宽度方向的一端到外观板型腔的宽度方向的另一端的方向上,外观板型腔的厚度先逐渐增大、而后保持不变、然后逐渐减小,这样在连接板型腔的周向上,物料在沿着外观板型腔的长度方向流动时,基于外观板型腔的厚度变化,物料在厚度较大的位置处更容易流动,流动阻力更小,从而在物料流动的前沿表面会呈现出如图15所示的前凸式,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,在前沿处的物料之间相互不会出现卷曲和翻转,物料的流动更加稳定,这样,可以进一步地减小外观板的流纹,进一步地防止流纹出现在外观板的外观面,进一步地提高外观部件的合格率,降低成本,满足用户的使用需求。
79.因此,相较于相关技术中,图16所示的前沿面为内凹的方式来说,本技术中的上述实施方式,更加利于外观板的流纹的减轻。
80.下面对壁厚越大,物料的流速越快进行说明。
81.物料在一定条件下被注射入模具时,物料接触到型腔的冷壁面温度产生急剧下降,并产生凝固层,型腔的流通面积随凝固层厚度的增加而减小,从而凝固层厚度对流阻有重要影响。流动性s与型腔的厚度h的关系为公式一:
[0082][0083]
其中,η
rep
为物料的粘度。
[0084]
根据流动性公式可知,流动性s与厚度h的立方成正比,例如厚度减小百分之五十会使流动性减小到八分之一,等同于流阻增加到八倍。由此,型腔的厚度越大,从而流阻越小,流动性越好,流速也越快。
[0085]
综上,根据本实用新型实施例的用于成型家用电器的外观部件的模具,通过使得外观板型腔的宽度方向的另一端的厚度最小,这样,可以至少在一定程度减小外观板的流纹,至少在一定程度上防止流纹出现在外观板的外观面,至少在一定程度上提高外观部件的合格率,降低成本,满足用户的使用需求。
[0086]
根据本实用新型实施例的外观部件,通过使得外观板的宽度方向的另一端的壁厚最小,这样,可以至少在一定程度减小外观板的流纹,至少在一定程度上防止流纹出现在外观板的外观面,至少在一定程度上提高外观部件的合格率,降低成本,满足用户的使用需
求。
[0087]
在本实用新型的一些实施例中,外观板的最大壁厚的取值范围为2.5mm~3.5mm,即外观板型腔的最大厚度的取值范围为2.5mm~3.5mm。由此,有利于保证物料在外观板型腔的流动性,保证物料充满整个外观板型腔,至少在一定程度上减少外观板的流纹,提高产品的良率,并且还可以保证外观板的结构强度,同时还可以防止因将外观板的厚度设置地过厚而导致的产品体积大,浪费材料的问题发生。
[0088]
例如,外观板的最大壁厚的取值为2.6mm、2.7mm、2.8mm、2.9mm、3.0mm、3.1mm、3.2mm、3.3mm或3.4mm。
[0089]
在本实用新型的一些实施例中,外观板的最小壁厚的取值范围为1.5mm~2.5mm,即外观板型腔的最小厚度的取值范围为1.5mm~2.5mm。由此,有利于保证物料在外观板的流动性,保证物料充满整个外观板,至少在一定程度上减少外观板的流纹,提高产品的良率,并且还可以保证外观板的结构强度。
[0090]
例如,外观板的最小壁厚的取值为1.6mm、1.7mm、1.8mm、1.9mm、2.0mm、2.1mm、2.2mm、2.3mm、或2.4mm。
[0091]
在本实用新型的一些实施例中,连接板的与外观板相连的一端的壁厚不大于外观板的宽度方向的所述一端的壁厚。具体而言,在模具中,连接板型腔的与外观板型腔相连通的一端的厚度不大于外观板型腔的宽度方向的所述一端的厚度。由此,当物料从模具的与外观板型腔相邻的浇口流出时,有利于更多的物料可以直接流向外观板型腔,进一步地保证物料在外观板的稳定流动,从而减小外观板处的流纹。
[0092]
在本实用新型的一些实施例中,连接板的与外观板相连的一端的壁厚小于外观板的宽度方向的所述一端的壁厚。由此,当物料从模具的与外观板型腔相邻的浇口流出时,有利于更多的物料可以直接流向外观板型腔,进一步地保证物料在外观板的稳定流动,从而减小外观板处的流纹。
[0093]
在本实用新型的一些实施例中,连接板的与外观板相连的一端的壁厚小于外观板的最小壁厚,具体而言,在模具中,连接板型腔的与外观板型腔相连通的一端的厚度小于外观板型腔的最小厚度。由此,当物料从模具的与外观板型腔相邻的浇口流出时,有利于更多的物料可以直接流向外观板型腔,进一步地保证物料在外观板的稳定流动,从而减小外观板处的流纹。
[0094]
在本实用新型的一些实施例中,连接板的壁厚小于外观板的壁厚。也就是说,连接板的壁厚小于外观板的最小壁厚。由此,当物料从模具的与外观板型腔相邻的浇口流出时,有利于更多的物料可以直接流向外观板型腔,进一步地保证物料在外观板的稳定流动,从而减小外观板处的流纹。
[0095]
在本实用新型的一些实施例中,连接板为等壁厚连接板。由此,可简化模具的结构。
[0096]
在本实用新型的一些实施例中,连接板的外周壁包括在连接板的周向上排布的第一侧壁面和第二侧壁面,第一侧壁面和第二侧壁面具有夹角,外观板包括相连的第一板体和第二板体,第一板体与第二板体具有夹角,第一板体与第一侧壁面相连,第二板体与第二侧壁面相连,其中至少一个例如一个浇口成型区邻近第一板体和第二板体的相连处设置。
[0097]
具体而言,在模具中,沿连接板型腔的周向,外观板型腔包括连通的第一板体型腔
和第二板体型腔,第一板体型腔用于成型第一板体,第二板体型腔用于成型第二板体,第一板体型腔与第二体型腔具有夹角,第一板体型腔和第二体型腔均与连接板型腔连通,其中至少一个例如一个浇口邻近第一板体型腔和第二板体型腔的连通处设置,由此在注塑时,从该浇口处流出的物料可以分别流向连接板型腔、第一板体型腔和第二板体型腔,可避免连接板型腔的物料、第一板体型腔的物料和第二板体型腔的物料在该拐角处交汇而产生流纹,有利于物料更多地在连接板型腔交汇,从而有利于进一步地避免外观板处的流纹产生。
[0098]
在本实用新型的一些实施例中,浇口成型区为间隔开的多个,多个浇口成型区沿连接板的周向间隔开设置,对应在模具中,浇口为间隔开的多个,多个浇口在连接板型腔的周向上间隔开设置。例如,连接板的邻近第一板体的位置处设有多个浇口成型区,多个浇口成型区在第一板体的长度方向上间隔开设置。物料在型腔内流动时,可以按照设定的顺序依次开启浇口,具体而言,可以首先开启第一板体和第二板体相连处的浇口即拐角浇口,接着沿着第一板体的长度方向且远离该拐角浇口的方向,依次顺序开启,从而有利于保证外观板壁厚大的位置处物料前沿流动速度保持持续领先,熔体前沿之间相互不会出现汇合。
[0099]
在本实用新型的一些实施例中,连接板上的浇口成型区中,邻近外观板的浇口成型区与外观板的最小距离小于等于20mm,具体而言,在模具中,模仁具有位于连接板型腔的厚度方向上的一侧壁面的至少一个浇口,邻近外观板型腔的浇口与外观板型腔的最小距离小于等于20mm。可选地,该距离为18mm、16mm、12mm、10mm、8mm、5mm或0mm。
[0100]
在本实用新型的一些实施例中,设在外观板的浇口成型区与连接板的最小距离小于等于10mm,具体而言,在模具中,模仁具有位于外观板型腔的厚度方向的另一侧壁面且邻近连接板型腔的至少一个浇口,浇口与连接板型腔之间的最小距离小于等于10mm。例如为5mm、2mm或0mm。
[0101]
根据本实用新型实施例的家用电器,包括上述的外观部件。
[0102]
根据本实用新型实施例的家用电器,通过设置上述的外观部件,通过使得外观板型腔的宽度方向的另一端的厚度最小,至少一个浇口邻近外观板型腔设置。这样,可以至少在一定程度减小外观板的流纹,至少在一定程度上防止流纹出现在外观板的外观面,至少在一定程度上提高外观部件的合格率,降低成本,满足用户的使用需求。
[0103]
下面以外观部件为衣物处理设备的控制面板为例进行说明。当然,可以理解的是,控制面板10仅为一种举例说明,外观部件还可以是衣物处理设备的分配器把手、工作台、顶盖框等部件。
[0104]
衣物处理设备例如滚筒洗衣机的控制面板10用于控制洗衣机实现洗涤、脱水、烘干等程序的核心组件,兼有功能和外观的双重要求。
[0105]
一般地,控制面板10制造工艺多为注塑 喷涂工艺,喷涂后的控制面板10具备绚丽金属外观效果,但喷涂工艺存在污染大、成本高、合格率低、报废后不可回收等缺点,严重影响环境和生产人员的健康,不符合绿色制造的概念。为解决喷涂工艺存在的不足,免喷涂热塑性工程物料应运而生,采用免喷涂注塑能够给予产品金属外观效果,从而取消喷涂工艺,达到降低生产成本的目的,同时,也避免了喷涂过程中污染物的排放。
[0106]
不管是采用免喷涂材料制造控制面板10,还是通过注塑 喷涂工艺制造控制面板10,对于流动性差的物料来说,尤其是包含金属颗粒的免喷涂材料,由于免喷涂材料中存在金属颗粒等物质,在注塑过程中物料在流动过程中遇到阻碍会造成金属颗粒排布不均,这
样当注塑出产品时在光的照射下出现光散射,产品在视觉上形成流纹,导致产品出现流纹缺陷,当流纹出现在产品的外观面时,不但导致产品的合格率低,而且无法满足用户的使用需求。在下面的描述中,以包含金属颗粒的免喷涂材料为例进行说明,也就是说,控制面板10可以为免喷涂件,免喷涂件包括树脂基体和分布于树脂基体内的金属颗粒。可选地,金属颗粒为铜、铝或银。
[0107]
下面参考附图描述根据本实用新型实施例的衣物处理设备的控制面板10、衣物处理设备和用于成型控制面板10的面板模具1。由此,控制面板10为一体注塑成型件,由此,一体件的结构不仅可以保证控制面板10的结构、性能稳定性,并且方便成型、制造简单,而且省去了多余的装配件以及连接工序,保证控制面板10连接的可靠性,再者,一体形成的结构的整体强度和稳定性较高,组装更方便,寿命更长。可选地,衣物处理设备为洗衣机、干衣机或洗干一体机。
[0108]
如图1
‑
图2所示,根据本实用新型实施例的衣物处理设备的控制面板10,包括:面板连接板101和面板侧板102。
[0109]
面板连接板101的表面为非外观面,也就是说,当控制面板10使用在衣物处理设备中时,面板连接板101的表面不外露。
[0110]
面板侧板102沿面板连接板101的周向延伸,面板侧板102的宽度方向的一端与面板连接板101的外周壁相连,面板侧板102的厚度方向上的背离面板连接板101的一侧表面为外观面。这里,需要说明的是,面板侧板102的宽度方向的一端为与面板连接板101相连的一端,面板侧板102的宽度方向的另一端为远离面板连接板101的一端。
[0111]
在一些实施例中,如图1a、1b、1c、以及图3所示,面板连接板101的厚度方向上的一侧表面设有至少一个面板浇口成型区1011,面板浇口成型区1011适于与面板模具1的面板浇口1111对应,至少一个面板浇口成型区1011邻近面板侧板102设置。至少一个面板浇口成型区1011邻近面板侧板102设置,面板侧板102的宽度方向的另一端(即远离面板连接板101的端部)的壁厚最小。这样,可以至少在一定程度上减小面板侧板102的流纹,至少在一定程度上防止流纹出现在面板侧板102的外观面,至少在一定程度上提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0112]
在一些实施例中,面板侧板102的与其外观面相背的一侧表面的邻近面板连接板101的一端设有至少一个面板浇口成型区1011,面板浇口成型区1011适于与面板模具1的面板浇口1111对应,面板侧板102的宽度方向的另一端(即远离面板连接板101的端部)的壁厚最小。这样,可以至少在一定程度上减小面板侧板102的流纹,至少在一定程度上防止流纹出现在面板侧板102的外观面,至少在一定程度上提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0113]
具体而言,采用所述的面板模具1注塑出控制面板坯件且控制面板坯件从面板模具1出模后,面板模具1的面板浇口1111处的物料会有一部分遗留在控制面板坯件上并形成面板浇口成型部,控制面板10的面板浇口成型区1011即为该面板浇口成型部所在的区域。其中,可以理解的是,可以对控制面板坯件进行再处理以切除或部分切除该面板浇口成型部,当然,也可以对该控制面板坯件的面板浇口成型部不处理,即控制面板10上保留该面板浇口成型部,对此不作具体限定,可以根据生产的实际需要进行设置。
[0114]
为了便于解释面板侧板102流纹减少的原因,下面描述根据本实用新型实施例的
面板模具1,并结合面板模具1的结构从原理上对面板侧板102的外观面的流纹减少的原因进行说明。
[0115]
如图7所示,根据本实用新型实施例的用于成型衣物处理设备的控制面板10的面板模具1,包括:面板模仁11。面板模仁11具有面板型腔。
[0116]
如图8
‑
图9所示,面板型腔包括面板连接板型腔111和面板侧板型腔112,其中,面板连接板型腔111用于成型上述的面板连接板101,面板侧板型腔112用于成型上述的面板侧板102。面板侧板型腔112沿面板连接板型腔111的周向延伸,面板侧板型腔112的宽度方向的一端与面板连接板型腔111的外周连通,面板侧板型腔112的宽度方向的另一端的厚度最小,面板侧板型腔112的厚度方向上的远离面板连接板型腔111的一侧壁面用于成型面板侧板102的外观面。这里,可以理解的是,面板侧板型腔112的宽度方向的一端为与面板连接板型腔111相连通的一端,面板侧板型腔112的宽度方向的另一端为远离面板连接板型腔111的外周的端部。
[0117]
在一些实施例中,如图9所示,面板模仁11具有位于面板连接板型腔111的厚度方向上的一侧壁面的至少一个面板浇口1111,至少一个面板浇口1111邻近面板侧板型腔112设置。
[0118]
在一些实施例中,面板模仁11具有位于面板侧板型腔112的厚度方向的另一侧壁面(即与用于成型面板侧板102的外观面相对的一侧壁面)且邻近面板连接板型腔111的至少一个面板浇口1111。
[0119]
下面以面板浇口1111位于面板连接板型腔111为例说明流纹减少的原因。本领域技术人员在阅读了下面的描述之后,显然可以理解,面板浇口111位于面板侧板型腔112时流纹减少的原因。
[0120]
具体而言,在注塑时,在物料流动过程中,较热的物料熔体通过面板浇口1111进入面板型腔后,流动过程中与较冷的面板型腔内壁接触,物料会在面板型腔内壁快速冻结,形成一层较薄的凝固层。凝固层中金属颗粒的排布决定着免喷涂产品外观的优劣,稳定型的流动能够形成一致的金属颗粒取向,获得较好的外观。在本技术中,面板模具1的至少一个面板浇口1111位于面板连接板型腔111的厚度方向的一侧壁面处,并且面板模具1的面板浇口1111中的至少一个邻近面板侧板型腔112,这样当物料从面板模具1的面板浇口1111流出时,一部分物料可以直接流向面板侧板型腔112,从而可以缩短物料从该面板浇口1111流到面板侧板型腔112的路径,有利于保证物料由面板连接板型腔111稳定的流动到面板侧板型腔112,从而减小面板侧板102处的流纹,至少在一定程度上提高控制面板10产品的良率,满足用户的使用需求。
[0121]
并且由于面板侧板型腔112的宽度方向的另一端的壁厚最小,即沿着面板侧板型腔112的宽度方向,面板侧板型腔112的邻近面板连接板型腔111且与面板侧板型腔112的宽度方向的另一端直接相连通的部分(称为大厚度部)的厚度必然大于面板侧板型腔112的宽度方向的另一端(称为小厚度部)的厚度,这样在面板连接板型腔111的周向上,物料沿着面板侧板型腔112流动时,由于大厚度部的厚度大于小厚度部的厚度,物料在大厚度部处更容易流动,流速更快,物料在大厚度部处呈前凸的趋势,在大厚度部处存在明显前沿流动,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,从而就不会发生卷曲和翻转,有利于在一定程度上
避免大厚度部处的物料与小厚度部处的物料在前沿处出现卷曲和翻转,进一步地保证物料流动的稳定性,从而减少在面板侧板102的与大厚度部和小厚度部对应的位置处的流纹,至少在一定程度上提高控制面板10产品的良率,满足用户的使用需求。
[0122]
关于面板侧板102的壁厚变化关系可存在以下几种方式:
[0123]
第一种:在从面板侧板102的宽度方向的一端到面板侧板102的宽度方向的另一端的方向上,面板侧板102的壁厚逐渐减小。具体而言,在面板模具1中,在从面板侧板型腔112的宽度方向的一端到面板侧板型腔112的宽度方向的另一端的方向上,面板侧板型腔112的厚度逐渐减小,这样在面板连接板型腔111的周向上,物料在沿着面板侧板型腔112内流动时,基于面板侧板型腔112的厚度变化,物料在厚度较大的位置处更容易流动,流动阻力更小,从而在物料流动的前沿表面会呈现出如图12中所示的斜面的方式,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,从而在前沿处的物料之间相互不会出现卷曲和翻转,物料的流动更加稳定,这样,可以进一步地减小面板侧板102的流纹,进一步地防止流纹出现在面板侧板102的外观面,进一步地提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0124]
第二种:在从面板侧板102的宽度方向的一端到面板侧板102的宽度方向的另一端的方向上,面板侧板102的壁厚先保持不变、而后逐渐减小。具体而言,在面板模具1中,在从面板侧板型腔112的宽度方向的一端到面板侧板型腔112的宽度方向的另一端的方向上,面板侧板型腔112的厚度先保持不变、而后逐渐减小,这样在面板连接板型腔111的周向上,物料在沿着面板侧板型腔112的长度方向流动时,基于面板侧板型腔112的厚度变化,物料在厚度较大的位置处更容易流动,流动阻力更小,从而在物料流动的前沿表面会呈现出如图14所示的在厚度相同的位置处为与面板侧板型腔112的宽度方向大体平行的表面,在厚度逐渐减小的位置处会出现朝向物料流动的上游倾斜的表面,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,从而在前沿处的物料之间相互不会出现卷曲和翻转,物料的流动更加稳定,这样,可以进一步地减小面板侧板102的流纹,进一步地防止流纹出现在面板侧板102的外观面,进一步地提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0125]
第三种,在从面板侧板102的宽度方向的一端到面板侧板102的宽度方向的另一端的方向上,面板侧板102的壁厚先逐渐增大、然后逐渐减小。具体而言,在面板模具1中,在从面板侧板型腔112的宽度方向的一端到面板侧板型腔112的宽度方向的另一端的方向上,面板侧板型腔112的厚度先逐渐增大、然后逐渐减小,这样在面板连接板型腔111的周向上,物料在沿着面板侧板型腔112的长度方向流动时,基于面板侧板型腔112的厚度变化,物料在厚度较大的位置处更容易流动,流动阻力更小,从而在物料流动的前沿表面会呈现出如图13中示出的前凸式,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,在前沿处的物料之间相互不会出现卷曲和翻转,物料的流动更加稳定,这样,可以进一步地减小面板侧板102的流纹,进一步地防止流纹出现在面板侧板102的外观面,进一步地提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0126]
第四种,在从面板侧板102的宽度方向的一端到面板侧板102的宽度方向的另一端的方向上,面板侧板102的壁厚先逐渐增大、而后保持不变、然后逐渐减小。具体而言,在面
板模具1中,在从面板侧板型腔112的宽度方向的一端到面板侧板型腔112的宽度方向的另一端的方向上,面板侧板型腔112的厚度先逐渐增大、而后保持不变、然后逐渐减小,这样在面板连接板型腔111的周向上,物料在沿着面板侧板型腔112的长度方向流动时,基于面板侧板型腔112的厚度变化,物料在厚度较大的位置处更容易流动,流动阻力更小,从而在物料流动的前沿表面会呈现出如图15所示的前凸式,物料的在前沿面各点的实际流动方向是沿着垂直于前沿表面切线向外的方向,因此前沿表面的各点流动方向是发散的,并不会交汇,在前沿处的物料之间相互不会出现卷曲和翻转,物料的流动更加稳定,这样,可以进一步地减小面板侧板102的流纹,进一步地防止流纹出现在面板侧板102的外观面,进一步地提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0127]
因此,相较于相关技术中,图16所示的前沿面为内凹的方式来说,本技术中的上述实施方式,更加利于面板侧板102的流纹的减轻。
[0128]
下面对壁厚越大,物料的流速越快进行说明。
[0129]
物料在一定条件下被注射入面板模具1时,物料接触到面板型腔的冷壁面温度产生急剧下降,并产生凝固层,面板型腔的流通面积随凝固层厚度的增加而减小,从而凝固层厚度对流阻有重要影响。流动性s与面板型腔的厚度h的关系为公式一:
[0130][0131]
其中,η
rep
为物料的粘度。
[0132]
根据流动性公式可知,流动性s与厚度h的立方成正比,例如厚度减小百分之五十会使流动性减小到八分之一,等同于流阻增加到八倍。由此,面板型腔的厚度越大,从而流阻越小,流动性越好,流速也越快。
[0133]
综上,根据本实用新型实施例的用于成型衣物处理设备的控制面板10的面板模具1,通过使得面板侧板型腔112的宽度方向的另一端的厚度最小。这样,可以至少在一定程度减小面板侧板102的流纹,至少在一定程度上防止流纹出现在面板侧板102的外观面,至少在一定程度上提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0134]
根据本实用新型实施例的衣物处理设备的控制面板10,通过使得面板侧板102的宽度方向的另一端的壁厚最小。这样,可以至少在一定程度减小面板侧板102的流纹,至少在一定程度上防止流纹出现在面板侧板102的外观面,至少在一定程度上提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0135]
在本实用新型的一些实施例中,面板侧板102的最大壁厚的取值范围为2.5~3.5mm,即面板侧板型腔112的最大厚度的取值范围为2.5~3.5mm。由此,有利于保证物料在面板侧板型腔112的流动性,保证物料充满整个面板侧板型腔112,至少在一定程度上减少面板侧板102的流纹,提高产品的良率,并且还可以保证面板侧板102的结构强度,同时还可以防止因将面板侧板102的厚度设置地过厚而导致的产品体积大,浪费材料的问题发生。
[0136]
例如,面板侧板102的最大壁厚的取值为2.6mm、2.7mm、2.8mm、2.9mm、3.0mm、3.1mm、3.2mm、3.3mm或3.4mm。
[0137]
在本实用新型的一些实施例中,面板侧板102的最小壁厚的取值范围为1.5~2.5mm,即面板侧板型腔112的最小厚度的取值范围为1.5~2.5mm。由此,有利于保证物料在
面板侧板102的流动性,保证物料充满整个面板侧板102,至少在一定程度上减少面板侧板102的流纹,提高产品的良率,并且还可以保证面板侧板102的结构强度。
[0138]
例如,面板侧板102的最小壁厚的取值为1.6mm、1.7mm、1.8mm、1.9mm、2.0mm、2.1mm、2.2mm、2.3mm、或2.4mm。
[0139]
在本实用新型的一些实施例中,如图2所示,将面板侧板102沿着面板侧板102的宽度方向进行四等分以分成四段,在从面板侧板102的宽度方向的一端到面板侧板102的宽度方向的另一端的方向上,四段依次为a、b、c、d。
[0140]
可选地,a的壁厚>b的壁厚>c的壁厚>d的壁厚,a的壁厚的取值范围为2.8~3.5mm,b的壁厚的取值范围为2.5~3.0mm,c的壁厚的取值范围为2.5~2.8mm,d的壁厚的取值范围为1.5~2.5mm。
[0141]
可选地,b的壁厚>a的壁厚>c的壁厚>d的壁厚,a的壁厚的取值范围为2.5~2.8mm,b的壁厚的取值范围为2.8~3.5mm,c的壁厚的取值范围为2.5~2.8mm,d的壁厚的取值范围为1.5~2.5mm。
[0142]
可选地,a的壁厚=b的壁厚=c的壁厚>d的壁厚,且a的壁厚的取值范围为2.5~3.5mm,d的壁厚的取值范围为1.5~2.5mm。
[0143]
可选地,a的壁厚>b的壁厚=c的壁厚>d的壁厚,且a的壁厚的取值范围为2.5~3.5mm,d的壁厚的取值范围为1.5~2.5mm。
[0144]
在本实用新型的一些实施例中,面板连接板101的与面板侧板102相连的一端的壁厚不大于面板侧板102的宽度方向的所述一端的壁厚。具体而言,在面板模具1中,面板连接板型腔111的与面板侧板型腔112相连通的一端的厚度不大于面板侧板型腔112的宽度方向的所述一端的厚度。由此,当物料从面板模具1的与面板侧板型腔112相邻的面板浇口1111流出时,有利于更多的物料可以直接流向面板侧板型腔112,进一步地保证物料在面板侧板102的稳定流动,从而减小面板侧板102处的流纹。
[0145]
在本实用新型的一些实施例中,面板连接板101的与面板侧板102相连的一端的壁厚小于面板侧板102的宽度方向的所述一端的壁厚。具体而言,在面板模具1中,面板连接板型腔111的与面板侧板型腔112相连通的一端的厚度小于面板侧板型腔112的宽度方向的所述一端的厚度。由此,当物料从面板模具1的与面板侧板型腔112相邻的面板浇口1111流出时,有利于更多的物料可以直接流向面板侧板型腔112,进一步地保证物料在面板侧板102的稳定流动,从而减小面板侧板102处的流纹。
[0146]
在本实用新型的一些实施例中,面板连接板101的壁厚小于面板侧板102的壁厚。也就是说,面板连接板101的壁厚小于面板侧板102的最小壁厚。具体而言,在面板模具1中,面板连接板型腔111的厚度小于面板侧板型腔112的最小厚度。由此,当物料从面板模具1的与面板侧板型腔112相邻的面板浇口1111流出时,有利于更多的物料可以直接流向面板侧板型腔112,进一步地保证物料在面板侧板102的稳定流动,从而减小面板侧板102处的流纹。
[0147]
在本实用新型的一些实施例中,面板连接板101为等壁厚连接板。由此,可简化面板模具1的结构。
[0148]
在本实用新型的一些实施例中,面板连接板101上的面板浇口成型区1011中,邻近面板侧板102的面板浇口成型区1011与面板侧板102的最小距离小于等于20mm,具体而言,
在面板模具1中,面板模仁具有位于面板连接板型腔111的厚度方向上的一侧壁面的至少一个面板浇口1111,邻近面板侧板型腔112的面板浇口1111与面板侧板型腔112的最小距离小于等于20mm。可选地,该距离为18mm、16mm、12mm、10mm、8mm、5mm或0mm。由此,有利于更多的物料可以直接流向面板侧板型腔112,进一步地保证物料在面板侧板102的稳定流动,从而减小面板侧板102处的流纹。
[0149]
在本实用新型的一些实施例中,设在面板侧板102的面板浇口成型区1011与面板连接板101的最小距离小于等于10mm,具体而言,在面板模具1中,面板模仁具有位于面板侧板型腔112的厚度方向的另一侧壁面且邻近面板连接板型腔111的至少一个面板浇口1111,面板浇口1111与面板连接板型腔111之间的最小距离小于等于10mm。例如为5mm、2mm或0mm。由此,有利于更多的物料可以直接流向面板侧板型腔112,进一步地保证物料在面板侧板102的稳定流动,从而减小面板侧板102处的流纹。
[0150]
在本实用新型的一些实施例中,如图1、图1a、图1b、图1c所示,面板连接板101的外周壁包括在面板连接板101的周向上排布的第一侧壁面和第二侧壁面,第一侧壁面和第二侧壁面具有夹角,面板侧板102包括相连的第一侧板体1021和第二侧板体1022,第一侧板体1021与第二侧板体1022具有夹角,第一侧板体1021与第一侧壁面相连,第二侧板体1022与第二侧壁面相连,其中一个面板浇口成型区1011a邻近第一侧板体1021和第二侧板体1022的相连处设置(例如,邻近第一侧板体1021和第二侧板体1022的相连处设置的面板浇口成型区1011与第一侧板体1021的最小距离小于等于20mm例如为0,邻近第一侧板体1021和第二侧板体1022的相连处设置的面板浇口成型区1111与第二侧板体1022的最小距离小于等于20mm例如为0)。
[0151]
具体而言,如图9所示,在面板模具1中,面板侧板型腔112包括沿面板连接板型腔111的周向排布且连通的第一侧板体型腔1121和第二侧板体型腔,第一侧板体型腔1121用于成型第一侧板体1021,第二侧板体型腔用于成型第二侧板体1022,第一侧板体型腔1121与第二侧板体型腔具有夹角,第一侧板体型腔1121和第二侧板体型腔均与面板连接板型腔111连通,其中一个面板浇口1111邻近第一侧板体型腔1121和第二侧板体型腔的连通处设置,由此在注塑时,从该面板浇口1111处流出的物料可以分别流向面板连接板型腔111、第一侧板体型腔1121和第二侧板体型腔,可避免面板连接板型腔111的物料、第一侧板体型腔1121的物料和第二侧板体型腔的物料在该拐角处交汇而产生流纹,有利于物料更多地在面板连接板型腔111交汇,从而有利于进一步地避免面板侧板102处的流纹产生。
[0152]
在本实用新型的一些实施例中,面板连接板101的邻近第一侧板体1021的位置处设有多个面板浇口成型区1011,多个面板浇口成型区1011在第一侧板体1021的长度方向上间隔开设置。物料在面板型腔内流动时,可以按照设定的顺序依次开启面板浇口1111,具体而言,可以首先开启第一侧板体1021和第二侧板体1022相连处的面板浇口1111即拐角面板浇口1111,接着沿着第一侧板体1021的长度方向且远离该拐角面板浇口1111的方向,依次顺序开启,从而有利于保证面板侧板102壁厚大的位置处物料前沿流动速度保持持续领先,熔体前沿之间相互不会出现汇合。
[0153]
在本实用新型的一些实施例中,如图1
‑
图2所示,控制面板10包括面板顶板103,面板顶板103与面板连接板101的外周壁相连,在面板连接板101的周向上,面板顶板103与面板侧板102依次排布。具体而言,在面板模具1中,面板型腔包括面板顶板型腔113,面板顶板
型腔113用于成型面板顶板103,面板顶板型腔113与面板连接板型腔111的外周相连通,在面板连接板型腔111的周向上,面板顶板型腔113与面板侧板型腔112依次排布。由此,结构简单。
[0154]
在本实用新型的一些实施例中,面板连接板101的邻近面板顶板103的位置处设有至少一个面板浇口成型区1011(例如,该面板浇口成型区1011与面板顶板103的最小距离不大于20mm,可选地该最小距离为10mm或0),当面板连接板101的邻近面板顶板103的位置处设有多个面板浇口成型区1011时,多个面板浇口成型区1011在面板顶板103的长度方向上间隔开设置。由此,便于更多地物料进入到面板顶板型腔113,减少面板顶板103的流纹。
[0155]
在本实用新型的一些实施例中,如图1所示,面板顶板103的厚度方向的一侧表面为外观面,面板连接板101上设有多个间隔开的面板阻隔孔1012,面板阻隔孔1012在面板连接板101的厚度方向上贯穿面板连接板101,多个面板浇口成型区1011的其中一部分邻近面板侧板102设置,多个面板浇口成型区1011的其余部分邻近面板顶板103设置,多个面板阻隔孔1012的其中一部分邻近面板侧板102设置(例如,该面板阻隔孔1012与面板侧板102的最小距离不大于20mm),多个面板阻隔孔1012中的其余部分邻近面板顶板103设置(例如,该面板阻隔孔1012与面板顶板103的最小距离不大于20mm),所述多个面板阻隔孔1012的其中一部分与所述多个面板浇口成型区1011的其中一部分沿着面板连接板11的周向间隔开,所述多个面板阻隔孔1012的其余部分与所述多个面板浇口成型区1011的其余部分沿着面板连接板11的周向间隔开。
[0156]
具体而言,在面板模具1中,面板连接板型腔111内设有多个间隔开的面板柱体结构,面板柱体结构用于成型面板阻隔孔1012,面板柱体结构在面板连接板型腔111的整个厚度方向上延伸,多个面板浇口1111的其中一部分邻近面板侧板型腔112设置,多个面板浇口1111的其余部分邻近面板顶板型腔113设置,多个面板柱体结构的其中一部分邻近面板侧板型腔112设置,所述多个面板柱体结构的其中一部分与所述多个面板浇口1111的其中一部分沿着面板连接板型腔111的周向方向间隔开,多个面板柱体结构的其余部分邻近面板顶板型腔113设置,多个面板柱体结构的其余部分与多个面板浇口1111的其余部分沿着面板连接板型腔111的周向方向间隔开。
[0157]
由于面板模具1的其中一部分面板浇口1111是邻近面板侧板型腔112,面板模具1的其余部分面板浇口1111邻近面板顶板型腔113设置,这样,从所述面板模具1的其中一部分面板浇口1111流出的物料的一部分朝向靠近面板连接板型腔111的中心的方向流向面板连接板型腔111,其余部分物料直接经过面板连接板型腔111的边缘流向面板侧板型腔112,为了防止朝向靠近面板连接板型腔111的中心的方向流动的物料在填充面板连接板型腔111后多余的物料流向面板侧板型腔112以防止该部分物料在面板侧板型腔112与本来位于面板侧板型腔112的物料交汇,因此在面板连接板型腔111的邻近面板侧板型腔112的位置设置了面板柱体结构,从而可以进一步地防止在面板侧板102上形成流纹。
[0158]
同样地,从所述面板模具1的其余部分面板浇口1111流出的物料的一部分朝向靠近面板连接板型腔111的中心的方向流向面板连接板型腔111,其余部分物料直接经过面板连接板型腔111的边缘流向面板顶板型腔113,为了防止朝向靠近面板连接板型腔111的中心的方向流动的物料在填充面板连接板型腔111后多余的物料流向面板顶板型腔113以防止该部分物料在面板顶板型腔113与本来位于面板顶板型腔113的物料交汇,因此在面板连
接板型腔111的邻近面板顶板型腔113的位置设置了面板柱体结构,从而可以进一步地防止在面板顶板103上形成流纹。
[0159]
在本实用新型的一些实施例中,邻近面板顶板103的面板浇口成型区1011与面板顶板103的最小距离小于等于20mm,具体而言,在面板模具1中,邻近面板顶板型腔113的面板浇口1111与面板顶板型腔113的最小距离小于等于20mm。可选地,邻近面板顶板103的面板浇口成型区1011与面板顶板103的最小距离为10mm、8mm、3mm或0mm。
[0160]
在本实用新型的一些实施例中,邻近面板顶板的阻隔孔与面板顶板的最小距离小于等于20mm,具体而言,邻近面板顶板型腔113的面板柱体结构与所述面板顶板型腔113的最小距离小于等于20mm。例如,邻近面板顶板的阻隔孔与面板顶板的最小距离为10mm、8mm、3mm或0mm。
[0161]
在本实用新型的一些实施例中,邻近面板侧板的面板阻隔孔与面板侧板的最小距离小于等于20mm,具体而言,在模具中,邻近面板侧板型腔112的所述面板柱体结构与所述面板侧板型腔112的最小距离小于等于20mm。例如,邻近面板侧板的面板阻隔孔与面板侧板的最小距离为10mm、8mm、3mm或0mm。
[0162]
在本实用新型的一些实施例中,面板连接板101的外周壁包括在面板连接板101的周向顺次排布的第一侧壁面、第二侧壁面和第三侧壁面,第三侧壁面与第一侧壁面相对,第二侧壁面与第一侧壁面具有夹角,面板侧板102包括相连的第一侧板体1021和第二侧板体1022,第一侧板体1021与第二侧板体1022具有夹角,第一侧板体1021与第一侧壁面相连,第二侧板体1022与第二侧壁面相连,面板顶板103与第三侧壁面相连,面板顶板103的邻近第二侧壁面的一端与第二侧板体1022相连,如图3所示,其中一个面板浇口成型区1011a邻近第二侧板体1022和第一侧板体1021的相连处设置,其中一个面板阻隔孔1012a邻近第二侧板体1022与面板顶板103的相连处设置。
[0163]
具体而言,在面板模具1中,沿面板连接板型腔111的周向,面板侧板型腔112包括连通的第一侧板体型腔1121和第二侧板体型腔,第一侧板体型腔1121用于成型第一侧板体1021,第二侧板体型腔用于成型第二侧板体1022,第一侧板体型腔1121与第二侧板体型腔具有夹角,第一侧板体型腔1121和第二侧板体型腔均与面板连接板型腔111连通,面板顶板型腔113的与第二侧板体型腔相邻的一端与第二侧板体1022型腔连通,其中一个面板浇口1111邻近第一侧板体型腔1121和第二侧板体型腔的连通处设置,其中一个面板柱体结构邻近第二侧板体型腔和面板顶板型腔113的相连通处。
[0164]
在注塑时,其中一个面板浇口1111邻近第一侧板体型腔1121和第二侧板体型腔的连通处设置更加有利于物料从该面板浇口处流出时分别流向面板连接板型腔111、第一侧板体型腔1121和第二侧板体1022面板型腔,可避免面板连接板型腔111的物料、第一侧板体型腔1121的物料和第二侧板体型腔的物料在该拐角处交汇而产生流纹,从而有利于进一步地避免面板侧板102处的流纹产生;而其中一个面板柱体结构邻近第二侧板体型腔和面板顶板型腔113的相连通处,可以避免从面板连接板型腔111流过的物料流向第二侧板体型腔和面板顶板型腔113,防止原本位于第二侧板体型腔内的物料和位于面板顶板型腔113内的物料与从面板连接板型腔111流过的物料在第二侧板体型腔和面板顶板型腔113内交汇,从而进一步地减少面板侧板102和面板顶板103的流纹。
[0165]
在本实用新型的一些实施例中,如图2和图5所示,面板顶板103的厚度方向的一侧
表面为外观面,面板顶板103的厚度方向的另一侧表面设有面板连接筋104,面板连接筋104包括:面板连接筋本体1041和面板连接部1042,面板连接部1042连接在面板连接筋本体1041和面板顶板103之间。
[0166]
具体而言,在面板模具1中,面板型腔包括面板连接筋型腔114,面板顶板型腔113的厚度方向的一侧壁面用于成型面板顶板103的外观面,面板连接筋型腔114位于面板顶板型腔113的厚度方向的另一侧壁面处且与面板顶板型腔113连通,面板连接筋型腔114包括连通的面板连接筋本体型腔1141和面板连接部型腔1142,面板连接部型腔1142连通在面板连接筋本体型腔1141和面板连接板型腔111之间。由此,通过设置面板连接筋104有利于提高面板顶板103的结构强度。
[0167]
可选地,面板连接部1042的厚度小于面板连接筋本体1041的与面板连接部1042相连的一端的厚度。在面板模具1中,面板连接部型腔1142的厚度小于面板连接筋本体型腔1141的与面板连接部型腔1142相连通的一端的厚度。具体而言,在注塑时,由于面板连接筋型腔114的壁面不具有面板浇口1111,物料在面板型腔内流动时,会首先流经面板顶板型腔113,经过面板顶板型腔113后流向面板连接筋型腔114,而通过使得面板连接部型腔1142的厚度小于面板连接筋本体型腔1141的厚度,可至少在一定程度上避免在面板连接筋型腔114与面板顶板型腔113的连通处形成不稳定的流动场,至少在一定程度避免面板连接筋本体型腔1141的物料经过面板连接部型腔1142回流到面板顶板型腔113而导致的物料交汇,从而避免在面板顶板103的与面板连接筋104相连处产生的流纹问题。
[0168]
可选地,面板连接部1042的厚度小于面板连接筋本体1041的厚度。由此,可至少在一定程度上避免在面板连接筋型腔114与面板顶板型腔113的连通处形成不稳定的流动场,至少在一定程度避免面板连接筋本体型腔1141的物料经过面板连接部型腔1142回流到面板顶板型腔113而导致的物料交汇,从而避免在面板顶板103的与面板连接筋104相连处产生的流纹问题。
[0169]
可选地,面板连接部1042的面对所述面板顶板103的表面的一部分朝向远离面板顶板103的方向凹入以形成面板贯穿孔,面板贯穿孔在面板连接部1042的厚度方向上贯穿面板连接部1042。具体而言,对应于面板模具1时,面板连接部型腔1142设有用于成型面板贯穿孔的面板立柱结构,面板立柱结构在面板连接部型腔1142的整个厚度方向上延伸。这样,由于面板连接筋型腔114不具有面板浇口1111,物料在面板型腔内流动时,会首先流经面板顶板型腔113,经过面板顶板型腔113后流向面板连接筋型腔114,而通过设置面板立柱结构,面板立柱结构可以减小物料从面板连接筋型腔114与面板顶板型腔113连通处的流通面积,可至少在一定程度上避免在面板连接筋型腔114与面板顶板型腔113的连通处形成不稳定的流动场,至少在一定程度避免面板连接筋本体型腔1141的物料经过面板连接部型腔1142回流到面板顶板型腔113而导致的物料交汇,从而避免在面板顶板103的与面板连接筋104相连处产生的流纹问题。
[0170]
在本实用新型的一些实施例中,面板连接板101的厚度小于面板顶板103的与面板连接板101相连的一端的厚度。对应于面板模具1中时,面板连接板型腔111的厚度小于面板顶板型腔113的与面板连接板型腔111相连通的一端的厚度。由此,当物料从面板模具1的与面板顶板型腔113相邻的面板浇口1111流出时,有利于更多的物料可以直接流向面板顶板型腔113,进一步地保证物料由面板连接板型腔111稳定的流动到面板顶板型腔113,减小面
板顶板103处的流纹。
[0171]
在本实用新型的一些实施例中,面板连接板101的厚度小于面板顶板103的厚度。对应于面板模具1中时,面板连接板型腔111的厚度小于面板顶板型腔113的厚度。由此,当物料从面板模具1的与面板顶板型腔113相邻的面板浇口1111流出时,有利于更多的物料可以直接流向面板顶板型腔113,进一步地保证物料由面板连接板型腔111稳定的流动到面板顶板型腔113,减少物料流动的阻碍,减小面板顶板103处的流纹。
[0172]
在本实用新型的一些实施例中,朝向远离面板连接板101的方向上,面板顶板103的壁厚逐渐减小;或者,朝向远离面板连接板101的方向上,面板顶板103的壁厚先保持不变、而后逐渐减小;或者,朝向远离面板连接板101的方向上,面板顶板103的壁厚先逐渐增大、然后逐渐减小;或者,朝向远离面板连接板101的方向上,面板顶板103的壁厚先逐渐增大、而后保持不变、然后逐渐减小。这样,可以进一步地减小面板顶板103的流纹,进一步地防止流纹出现在面板顶板103的外观面,进一步地提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0173]
根据本实用新型实施例的衣物处理设备,包括上述的的衣物处理设备的控制面板10。
[0174]
根据本实用新型实施例的衣物处理设备,通过设置上述的控制面板10,通过使得面板侧板102的宽度方向的另一端的壁厚最小,至少一个面板浇口成型区1011邻近面板侧板102设置。这样,可以至少在一定程度减小面板侧板102的流纹,至少在一定程度上防止流纹出现在面板侧板102的外观面,至少在一定程度上提高控制面板10的合格率,降低成本,满足用户的使用需求。
[0175]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。在本实用新型的描述中,“第一特征”、“第二特征”可以包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上。在本实用新型的描述中,第一特征在第二特征“之上”或“之下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。在本实用新型的描述中,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。
[0176]
根据本实用新型实施例的衣物处理设备的其他构成例如电机和控制系统等以及操作对于本领域普通技术人员而言都是已知的,这里不再详细描述。
[0177]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0178]
尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:
在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

