1.本实用新型属于碳纤维编织设备技术领域,具体涉及一种高模量碳纤维织物编织系统。
背景技术:
2.高强型聚丙烯腈基碳纤维,其伸长率较大,其编织难度较小,二维编织机已相对成熟。而编织高模量碳纤维如中间相沥青基碳纤维、高模型聚丙烯腈基碳纤维,其模量高,伸长率低,现无专用的编织系统。高模量碳纤维在传统编织机上进行编织时,无法通过自身伸长满足梭口开合角度,导致梭口打开时碳纤维经纱紧绷而梭口闭合时经纱松弛,不利于织物的平整度,且高模量纤维断裂伸长率低,甚至出现综丝孔处及滚动轴处高模量碳纤维断裂的情况。
技术实现要素:
3.为了解决现有技术中高模量纤维因伸长率低导致综丝孔及滚动轴处碳纤维断裂以及编织过程经纱松弛的问题,本实用新型提供一种高模量碳纤维织物编织系统,有利于高模量纤维的编织试验,最终达到顺利编织和提高织物的平整度的目的。
4.为实现上述目的,本实用新型提供如下技术方案:一种高模量碳纤维织物编织系统,包括多轴筒纱架、集丝板、张力补偿设备和编织机,其中,所述多轴筒纱架包括导丝杆和导丝杆组合;所述集丝板上设有导丝孔;所述张力补偿设备包括罗拉;所述编织机包括综框,所述综框上设有综眼,所述导丝杆、导丝杆组合和罗拉表面光滑,导丝孔和综眼内表面光滑。
5.进一步的,多轴筒纱架采用伺服电机驱动的主动式放丝,所述多轴筒纱架上设置有纱筒,单个纱筒可灵活转动,且纱筒转动灵活度可进行微调。
6.进一步的,所述导丝杆组合包括导丝横杆和导丝竖杆,所述导丝竖杆为多个,所述导丝横杆设置所述导丝竖杆的外侧,所述导丝杆和导丝竖杆的直径不小于10mm,导丝横杆的直径不小于30mm;
7.进一步的,所述导丝杆、导丝横杆和导丝竖杆均为表面粗糙度为3μm
‑
10μm的喷砂镀硬铬材质。
8.进一步的,所述导丝孔为圆形,所述导丝孔内表面的面曲率半径不小于15mm,所述导丝孔内表面采用表面粗糙度为3μm
‑
10μm的喷砂镀硬铬材质。
9.进一步的,张力补偿设备包括前罗拉、中罗拉和后罗拉及支撑架,所述前罗拉、中罗拉和后罗拉均带有轴承,所述中罗拉的轴承上还带有弹簧,所述前罗拉、中罗拉和后罗拉表面粗糙度为3μm
‑
10μm,直径不小于60mm。
10.进一步的,所述综眼为陶瓷材质,所述综眼表面进行喷砂镀硬铬处理,所述综眼的表面粗糙度为3μm
‑
10μm,所述综眼62内表面的曲率半径不小于5mm。
11.进一步的,所述综框的提综方式为机械式缓慢提综。
12.进一步的,所述编织系统所处环境的防尘等级在ip65以上。
13.进一步的,编织机的最大幅宽为2m。
14.与现有技术相比,本实用新型至少具有以下有益效果:
15.本实用新型提供一种高模量碳纤维织物编织系统,将多轴筒纱架中的导丝杆、导丝杆组合和张力补偿设备中的滚动轴的表面制成光滑的,以及集丝板上的导丝孔和综框上的综眼的内表面也制成光滑的,从而避免编织时高模量碳纤维束通过上述设备是与导丝杆、导丝杆组合、滚动轴、导丝孔和综眼出现过多摩擦而导致高模量碳纤维束出现断丝和起毛,使高模量碳纤维织物可以顺利编织,并提高织物的平整度,减少高模量碳纤维在编织过程中纤维的损伤,提高碳纤维布中碳纤维的性能保持率>90%,促进高模量碳纤维及其制品的应用。
16.本实用新型提供的编织系统中,多轴筒纱架中的导丝杆直径不小于10mm,导丝杆组合中导丝横杆的直径不小于30mm,导丝竖杆的直径不小于10mm,通过采用较大的直径可减少高模量碳纤维编织时产生毛丝及断丝的情况,提高得到织物的质量。
17.本实用新型的制备方法中,多轴筒纱架中的导丝杆直径不小于10mm,导丝杆组合中导丝横杆的直径不小于30mm,导丝竖杆的直径不小于10mm,通过采用较大的直径可减少高模量碳纤维编织时产生毛丝及断丝的情况,提高得到织物的质量。
18.本实用新型的制备方法中导丝杆、导丝横杆、导丝竖杆、导丝孔、罗拉和综眼的表面粗糙度均为3μm
‑
10μm,避免设备表面过于光滑甚至镜面情况导致的纤维在设备表面的黏连,同时避免因设备表面粗糙度过大,导致的纤维算上,减少纤维毛丝及断丝的产生。
19.本实用新型提供的编织系统中,张力补偿装置采用滚动轴 弹簧的方式对高模量碳纤维束进行张力补偿,在织布时,实现自动补偿高模量碳纤维束的张力的目的,保证了高模量碳纤维束的松紧度与平整度。
20.本实用新型中综框提升采用机械式提升,该提综方式可调节控制提综速度和提综幅度,避免提综速度过快、经纱开口角度过大导致高模量碳纤维经纱脆断,保证综框在提升和下落过程的平稳。
21.本实用新型提供的编织系统中电气设备的防尘等级在ip65以上,防止了编织过程中高模量碳纤维产生的毛丝会进入电气设备内部,造成电气设备的短路,造成电气设备的损伤,增加设备成本。
附图说明
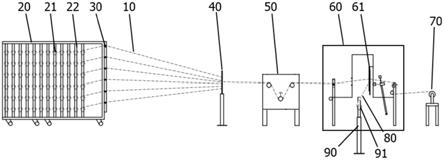
22.图1是高模量碳纤维编织系统结构示意图;
23.图2是导丝杆组合结构示意
24.图3是集丝板示意图
25.图4导丝孔结构图;
26.图5张力补偿装置结构图;
27.图6综框结构示意图
28.附图中:10
‑
经纱碳纤维纱线;20
‑
多轴筒纱架;21
‑
纱筒;22
‑
导丝杆;30
‑
导丝杆组合;31
‑ꢀ
导丝横杆;32
‑
导丝竖杆;40
‑
集丝板;41
‑
导丝孔;50
‑
张力补偿设备;51
‑
前罗拉;52
‑
中罗拉; 53
‑
后罗拉;54
‑
支撑架;60编织机;61
‑
综框;62
‑
综眼;70
‑
织物卷取装置;80
‑
碳纤
维纱线; 90
‑
纬纱纱架;91
‑
纱筒。
具体实施方式
29.下面结合附图和具体实施方式对本实用新型作进一步的说明。
30.如图1至6所示,本实用新型提供了一种高模量碳纤维织物编织系统,包括多轴筒纱架 20、集丝板40、张力补偿设备50和编织机60、织物卷取装置70,多轴筒纱架20负责摆放纱筒21,集丝板3负责将经纱碳纤维纱线10整合,张力补偿设备50负责整线和维持经纱碳纤维纱线10的张力整体稳定,防止编织过程中经纱碳纤维纱线10的松驰,编织机60负责将经纱碳纤维纱线10编织成布,具体结构如下:
31.经纱碳纤维纱线10放置在多轴筒纱架20上,多轴筒纱架20上单个纱筒21可转动灵活,且其转动灵活度可进行微调,多轴筒纱架20的导丝杆22使经纱碳纤维纱线10进入互不干涉的独立通道,进而从多轴筒纱架20上设置的导丝杆组合30中引出,引出的经纱碳纤维纱线 10进入集丝板40;集丝板40上设置有导丝孔41,经纱碳纤维纱线10穿出导丝孔进入张力补偿设备50,张力补偿设备50内设置有罗拉和弹簧,经纱碳纤维纱线10通过罗拉后,进入编织机60,编织机60内设置综框61,综框61上设置综眼62,经纱碳纤维纱线10穿过综眼62,经纱碳纤维纱线10与纬纱80在编织机60内编织,得到高模量碳纤维织物。
32.优选的,本实用新型采用的经纱碳纤维纱线10的模量大于600gpa,经纱碳纤维纱线10 可以编织单向布、正交布、斜纹布和缎纹布等。
33.优选的,本实用新型多轴筒纱架20的纱筒21制作时应保证转动灵活,无卡滞,纱筒21 总数量为500,也可根据实际情况进行纱筒21数量的调整。
34.优选的,本实用新型多轴筒纱架20采用伺服电机驱动的主动式放丝。
35.优选的,本实用新型去除了传统多轴筒纱架20上设置的导丝孔,并由相互垂直的且可灵活转动的导丝杆组合30代替,导丝杆组合30包括导丝横杆31和导丝竖杆32,导丝杆组合30 可以保持经纱碳纤维纱线10的平展状。
36.优选的,导丝杆22和导丝竖杆32的直径不小于10mm,导丝横杆31的直径不小于30mm,导丝杆22、导丝横杆31和导丝竖杆32均采用表面粗糙度为3μm
‑
10μm的喷砂镀硬铬材质。
37.优选的,集丝板40上设置有圆形导丝孔41,该导丝孔41与经纱碳纤维纱线10接触面的曲率半径不小于15mm,导丝孔41采用表面粗糙度为3μm
‑
10μm的喷砂镀硬铬材质。
38.优选的,张力补偿装置50采用罗拉加弹簧的方式进行经纱碳纤维纱线10的张力补偿,编织时,在梭口打开与闭合时保持经纱碳纤维纱线10的松紧度与平整度。优选的,罗拉表面做抛光处理。
39.优选的,编织机60编织时,综框61的提综方式为机械式缓慢提综,综框61上设置的综眼62,综眼62内表面需要光滑。
40.优选的,综眼62为陶瓷材质,综眼62的表面进行喷砂镀硬铬处理,综眼62的表面粗糙度为3μm
‑
10μm,综眼62与经纱碳纤维纱线10接触面的曲率半径不小于5mm。
41.优选的,本实用新型得到的编织系统所处环境中电气设备的防尘等级在ip65以上,防止编织过程中高模量碳纤维产生毛丝进入电气设备内部,造成电气设备短路。
42.优选的,编织机60的最大幅宽为2m,可根据需求设定。
43.本实用新型的编织系统的使用方法具体如下:
44.1经纱放纱。将167轴经纱碳纤维纱线10放置在多轴筒纱架20上,纱架上单个纱筒21 可转动灵活,且其转动灵活度可进行微调,引纱后,对每束经纱碳纤维纱线10进行张力测试,并通过纱筒21转动灵活度调节单束经纱张力,使各经纱张力保持一致。
45.2集丝。经纱碳纤维纱线10从多轴筒纱架20上引出后经过集丝板40,使经纱碳纤维纱线 10的幅宽与高模量碳纤维织物最终幅宽相同;
46.3整经及经纱张力控制。经纱碳纤维纱线10经集丝板40集丝后引入张力补偿设备50,
47.4提综。将经纱碳纤维纱线10穿过带有特殊综眼62的综框61;
48.5引纬与打纬。为减少纬纱摩擦,纬纱从纱筒21的经向退绕,不经过储纬器,直接由刚性杆放纬。纬纱采用传统打纬方式进行打纬,设置纬纱密度为33束/10cm,纬纱密度由每次打纬时所述织物卷取装置70的织物卷取速度控制。
49.6织物卷取。得到高模量碳纤维织物后,采用织物卷取装置70进行收卷,织物卷取装置 70的织物卷取速度控制经纱碳纤维纱线10经纱的传送速度,进而实现控制纬纱的密度,由于本实用新型采用碳纤维纱线编织得到高模量碳纤维织物,织物收卷时在相邻织物层之间增加离型纸,离型纸可避免相邻织物层间摩擦及挤压导致碳纤维纱线损伤。
50.优选的,纬纱也为碳纤维纱线,经纱碳纤维纱线10和纬纱在编织机60中编织时,提综方式采用机械式缓慢提综,该提综方式可调节控制提综速度和提综幅度,避免提综速度过快、经纱开口角度过大导致高模量碳纤维经纱脆断。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

