1.本发明涉及钢材料加工处理技术领域,特别涉及一种预应力钢绞线制造热处理方法。
背景技术:
2.绞线是由多根钢丝绞合构成的钢铁制品,可分为预应力钢绞线,无粘结钢绞线,镀锌钢绞线等。其碳钢表面可以根据需要增加镀锌层、锌铝合金层、包铝层、镀铜层和涂环氧树脂等。
3.为了提高钢绞线的结构强度,需要对钢绞线表面就行热处理;目前的钢绞线在进行热处理的过程中主要存在以下问题:钢绞线表面存在一定的弯折,热处理时影响钢绞线的处理效果;且钢绞线外壁的弯折在收卷修整的过程中会影响钢绞线的活动效果;钢绞线表面进行热处理的过程中难以保证钢绞线外壁受热均匀,且钢绞线在水淬冷却的过程中通过一次浸泡式水冷无法确保钢绞线外壁冷却完全。
4.所以为了提高钢绞线的热处理效果,保证钢绞线外壁的结构质量;本发明提供了一种预应力钢绞线制造热处理方法。
技术实现要素:
5.为了实现上述目的,本发明采用以下技术方案,一种预应力钢绞线制造热处理方法,具体预应力钢绞线的制造热处理步骤如下:
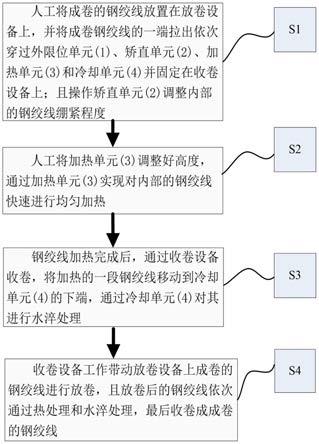
6.s1、钢绞线固定:人工将成卷的钢绞线放置在放卷设备上,并将成卷钢绞线的一端拉出依次穿过外限位单元、矫直单元、加热单元和冷却单元并固定在收卷设备上;且操作矫直单元调整内部的钢绞线绷紧程度;
7.s2、钢绞线热处理:加热单元调整好高度,通过加热单元实现对内部的钢绞线快速进行均匀加热;
8.s3、钢绞线水淬:钢绞线加热完成后,通过收卷设备收卷,将加热的一段钢绞线移动到冷却单元的下端,通过冷却单元对其进行水淬处理;
9.s4、钢绞线收卷:收卷设备工作带动放卷设备上成卷的钢绞线进行放卷,且放卷后的钢绞线依次通过热处理和水淬处理,最后收卷成成卷的钢绞线;
10.上述预应力钢绞线s1
‑
s4步骤中的预应力钢绞线的制造热处理需要由外限位单元、矫直单元、加热单元和冷却单元配合完成;其中:
11.所述外限位单元的右侧外壁设置有冷却单元,外限位单元的内部对称设置有矫直单元;所述的加热单元设置在外限位单元的内部,且所述的加热单元位于矫直单元的中部。
12.所述的外限位单元包括限位框、滑动块、辅助弹簧、限位辊筒和支撑杆;所述的限位框左右对称设置有矩形通孔,位于限位框的矩形通孔前后内壁对称设置有滑槽,支撑杆设置在限位框的滑槽内,所述的滑动块通过滑动配合方式分别上下对称设置在限位框的滑槽内,且滑动块套设在支撑杆上,所述的辅助弹簧上下对称套设在支撑杆的外壁,所述的滑
动块与设置的辅助弹簧相配合,限位框的矩形通孔内部前后对称设置的滑动块通过设置的轴杆相连接,所述的限位辊筒通过轴承套设在轴杆的外壁;钢绞线穿过限位框,并且使得钢绞线的外壁分别通过上下两个限位辊筒之间进行限位固定,保证了多根钢绞线在收放卷的过程中同时保持稳定,且相邻两个钢绞线之间通过限位的作用不会发生缠绕;确保了钢绞线的收放卷效果。
13.优选的;所述的加热单元包括调节气缸、固定套、固定环、限位套筒、电动转环和加热模块;所述的调节气缸对称设置在限位框的底端内壁,调节气缸的顶端安装有固定套,所述的固定套内部均匀设置有固定环,所述的限位套筒为对称的可分离式结构,且限位套筒均匀安装在固定环上,限位套筒的内壁设置有滑槽,位于限位套筒的滑槽内设置有电动转环,所述的加热模块通过滑动配合方式设置在限位套筒的内部,且加热模块与电动转环相连接;限位套筒的卷边内壁均匀设置有安装孔;调节气缸工作带动固定套提升至合适的高度,电动转环转动带动内部的加热模块匀速转动,通过加热模块实现对钢绞线的加热处理。
14.优选的;所述的矫直单元包括一号框、一号调节杆、u型架、一号滚筒、二号框、二号调节杆、按压板、限位柱、限位弹簧、滑动架和二号滚筒;所述的一号框和二号框分别安装在外限位单元内部,且一号框位于二号框的外侧;一号框的前后内壁对称设置有滑动槽,所述的u型架通过滑动配合方式安装在一号框的滑动槽内,且所述的一号调节杆通过螺纹连接方式安装在一号框上,位于一号调节杆的下端通过轴承与u型架的上端外壁相连接,所述的u型架内部通过轴承设置有轴杆,位于轴杆上均匀设置有一号滚筒;二号框的前后内壁对称设置有矩形槽,所述的限位柱对称设置在二号框的矩形槽内,位于限位柱的外壁自上往下依次套设有按压板和滑动架,所述的按压板和滑动架之间的限位柱外壁套设有限位弹簧,滑动架的内部通过轴承设置有轴杆,且轴杆的外壁均匀设置有二号滚筒,所述的二号调节杆通过螺纹连接方式设置在二号框上,且二号调节杆的下端通过轴承连接在按压板上;分别操作一号调节杆和二号调节杆控制u型架和滑动架之间的相对高度,通过一号滚筒和二号滚筒的作用实现对钢绞线上弯折处进行矫直处理,在收放卷钢绞线的过程中,钢绞线受到拉力并且分别与一号滚筒和二号滚筒外壁配合进而快速实现对钢绞线外部弯折处矫直,且为了提高钢绞线的活动性,通过一号滚筒和二号滚筒转动从而降低钢绞线分别与一号滚筒和二号滚筒之间的摩擦力,矫直单元便于根据钢绞线的粗细通过一号调节杆和二号调节杆调节从而控制钢绞线的受拉强度,进一步的快速实现钢绞线外壁弯折处的修整;保证钢绞线外壁的处理效果;并且在修整钢绞线的过程中,分别通过一号滚筒和二号滚筒转动降低了钢绞线在收卷过程中的摩擦阻力,保证了钢绞线的活动效果。
15.优选的;所述的加热模块包括支撑块、支撑弹簧、环型筒、钨丝棒、导向杆、导向弹簧、伸缩块和执行滚柱;所述的支撑块通过滑动配合方式均匀设置在限位套筒的安装孔内,且所述的支撑块通过设置的支撑弹簧与限位套筒的安装孔内壁相连接,环型筒通过滑动配合方式设置在限位套筒的内部,且环型筒的内壁设置有环形槽,所述的支撑块顶端与环型筒的环形槽相配合;环型筒的外壁连接在电动转环上,所述的环型筒内壁均匀设置有钨丝棒,且环型筒的内壁均匀设置有导孔,位于环型筒的导孔内设置有导向杆,所述的导向杆外壁套设有导向弹簧,伸缩块通过滑动配合方式套设在导向杆的外壁,且伸缩块通过滑动配合方式安装在环型筒的导孔内,位于伸缩块的下端通过轴承设置有执行滚柱;通过支撑弹簧顶伸支撑块的作用保持环形筒的稳定,当环形筒进行转动的过程中,导向弹簧顶伸伸缩
块使得执行滚柱与钢绞线的外壁进行贴合,从而在执行滚柱的作用下对钢绞线外壁的钢丝进行按压修整,提高钢绞线外壁结构质量,并且环形筒转动的过程中,钨丝棒发热,钨丝棒产生的热量快速对内部的钢绞线进行加热,并且钨丝棒随之转动提高了钢绞线的加热效果,保证了钢绞线外壁均匀的受热;加热模块采取周向均匀转动加热提高了其对钢绞线的加热效率且均匀转动的过程中保证了钢绞线外壁的受热均匀,在对钢绞线进行加热的过程中,由于钢绞线受热其结构强度降低,通过执行滚柱的作用保证了钢绞线外壁的塑型效果。
16.优选的;所述的冷却单元包括冷却箱、固定板、自吸泵、淋喷头、导辊和出水管;冷却箱上设置有矩形孔;冷却箱的内部设置有固定板,固定板的下端均匀设置有淋喷头,固定板的上端设置有自吸泵,自吸泵的出水口连接在淋喷头上,自吸泵的进水口位于冷却箱的外部,所述冷却箱的内部通过轴承均匀设置有导辊,位于冷却箱右侧的矩形孔下端位置设置有出水管;自吸泵工作将外部的冷水通过淋喷头喷出,从而对加热后的钢绞线快速进行水淬冷却,淋喷头喷出的水对钢绞线进行水淬后被集中收集在冷却箱的内部,并且冷却箱内部的水会再次对冷却箱底部的钢绞线进行二次水冷,确保钢绞线表面的温度彻底降低,冷却箱内部收集的水量超过一定的容量后通过出水管流出,从而对冷却箱内部收集的水进行更换,确保了冷却箱内部的水质;冷却单元采取流动的水流对加热过后的钢绞线进行快速水淬冷却,确保了钢绞线的水淬效果,并且钢绞线在进行流动的冷水水淬过后通过收集的水进行浸透冷却,从而确保钢绞线表面冷却完全。
17.优选的;所述限位套筒的两端分别设置有内凹的卷边,且限位套筒的卷边设置有倒角,并且限位套筒的卷边处外壁通过活动连接方式均匀设置有滚珠;限位套筒的两端分别设置有内凹的卷边便于钢绞线的穿入,且限位套筒的卷边设置有倒角防止钢绞线与限位套筒的边角发生剐蹭从而造成钢绞线产生毛刺;限位套筒的卷边处外壁通过活动连接方式均匀设置有滚珠提高了钢绞线收卷过程中的活动性。
18.优选的;所述支撑块的顶端通过活动连接方式设置有滚珠;支撑块的顶端通过活动连接方式设置有滚珠便于支撑块与环型筒配合,从而环型筒转动的过程中保持稳定。
19.优选的;所述的导辊呈t型结构排布,导辊呈t型排布便于绕卷在导辊上端时钢绞线的下端浸入冷水中快速降温,且钢绞线的上端通过流动的冷水进行淋喷保证水淬效果。
20.本发明的有益效果在于:
21.一、本发明设置的矫直单元便于根据钢绞线的粗细通过一号调节杆和二号调节杆调节从而控制钢绞线的受拉强度,进一步的快速实现钢绞线外壁弯折处的修整;保证钢绞线外壁的处理效果;并且在修整钢绞线的过程中,分别通过一号滚筒和二号滚筒转动降低了钢绞线在收卷过程中的摩擦阻力,保证了钢绞线的活动效果;
22.二、本发明设置的加热模块采取周向均匀转动加热提高了其对钢绞线的加热效率且均匀转动的过程中保证了钢绞线外壁的受热均匀,在对钢绞线进行加热的过程中,由于钢绞线受热其结构强度降低,通过执行滚柱的作用保证了钢绞线外壁的塑型效果;
23.三、本发明设置的冷却单元采取流动的水流对加热过后的钢绞线进行快速水淬冷却,确保了钢绞线的水淬效果,并且钢绞线在进行流动的冷水水淬过后通过收集的水进行浸透冷却,从而确保钢绞线表面冷却完全。
附图说明
24.下面结合附图和实施例对本发明进一步说明。
25.图1是本发明预应力钢绞线的制造热处理工艺流程图;
26.图2是本发明外限位单元、矫直单元、加热单元和冷却单元之间的主视位置剖视图;
27.图3是本发明图2中的a处局部放大图;
28.图4是本发明一号框、一号调节杆、u型架、一号滚筒之间的侧视位置剖视图;
29.图5是本发明二号框、二号调节杆、按压板、限位柱、限位弹簧、滑动架和二号滚筒之间的侧视位置剖视图;
30.图6是本发明冷却单元的侧视位置剖视图;
31.图7是本发明外限位单元的结构示意图;
32.图8是本发明加热单元的侧视图;
33.图9是本发明限位套筒的结构示意图。
具体实施方式
34.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明,需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互结合。
35.如图1至图9所示,一种预应力钢绞线制造热处理方法,具体预应力钢绞线的制造热处理步骤如下:
36.s1、钢绞线固定:人工将成卷的钢绞线放置在放卷设备上,并将成卷钢绞线的一端拉出依次穿过外限位单元1、矫直单元2、加热单元3和冷却单元4并固定在收卷设备上;分别操作一号调节杆22和二号调节杆26控制u型架23和滑动架20之间的相对高度;
37.s2、钢绞线热处理:调节气缸31工作带动固定套32提升至合适的高度,通过支撑弹簧362顶伸支撑块361的作用保持环形筒363的稳定,电动转环35转动带动环形筒363进行转动的过程中,导向弹簧366顶伸伸缩块367使得执行滚柱368与钢绞线的外壁进行贴合,从而在执行滚柱368的作用下对钢绞线外壁的钢丝进行按压修整,提高钢绞线外壁结构质量,并且环形筒363转动的过程中,钨丝棒364发热,钨丝棒364产生的热量快速对内部的钢绞线进行加热,并且钨丝棒364随之转动提高了钢绞线的加热效果,保证了钢绞线外壁均匀的受热;
38.s3、钢绞线水淬:钢绞线加热完成后,通过收卷设备收卷,加热的一段钢绞线移动到淋喷头44的下端时候,自吸泵43工作将外部的冷水通过淋喷头44喷出,从而对加热后的钢绞线快速进行水淬冷却,淋喷头44喷出的水对钢绞线进行水淬后被集中收集在冷却箱41的内部,并且冷却箱41内部的水会再次对冷却箱41底部的钢绞线进行二次水冷,确保钢绞线表面的温度彻底降低,冷却箱41内部收集的水量超过一定的容量后通过出水管46流出,从而对冷却箱41内部收集的水进行更换,确保了冷却箱41内部的水质;
39.s4、钢绞线收卷:钢绞线处理完成后,通过收卷设备收卷,然后取下处理完成后的成卷的钢绞线进行入库码垛;
40.上述预应力钢绞线s1
‑
s4步骤中的预应力钢绞线的制造热处理需要由外限位单元
1、矫直单元2、加热单元3和冷却单元4配合完成;其中:
41.所述外限位单元1的右侧外壁设置有冷却单元4,外限位单元1的内部对称设置有矫直单元2;所述的加热单元3设置在外限位单元1的内部,且所述的加热单元3位于矫直单元2的中部;
42.所述的外限位单元1包括限位框11、滑动块12、辅助弹簧13、限位辊筒14和支撑杆15;所述的限位框11左右对称设置有矩形通孔,位于限位框11的矩形通孔前后内壁对称设置有滑槽,支撑杆15设置在限位框11的滑槽内,所述的滑动块12通过滑动配合方式分别上下对称设置在限位框11的滑槽内,且滑动块12套设在支撑杆15上,所述的辅助弹簧13上下对称套设在支撑杆15的外壁,所述的滑动块12与设置的辅助弹簧13相配合,限位框11的矩形通孔内部前后对称设置的滑动块12通过设置的轴杆相连接,所述的限位辊筒14通过轴承套设在轴杆的外壁;钢绞线穿过限位框11,并且使得钢绞线的外壁分别通过上下两个限位辊筒14之间进行限位固定,保证了多根钢绞线在收放卷的过程中同时保持稳定,且相邻两个钢绞线之间通过限位的作用不会发生缠绕;确保了钢绞线的收放卷效果。
43.所述的矫直单元2包括一号框21、一号调节杆22、u型架23、一号滚筒24、二号框25、二号调节杆26、按压板27、限位柱28、限位弹簧29、滑动架20和二号滚筒201;所述的一号框21和二号框25分别安装在外限位单元1内部,且一号框21位于二号框25的外侧;一号框21的前后内壁对称设置有滑动槽,所述的u型架23通过滑动配合方式安装在一号框21的滑动槽内,且所述的一号调节杆22通过螺纹连接方式安装在一号框21上,位于一号调节杆22的下端通过轴承与u型架23的上端外壁相连接,所述的u型架23内部通过轴承设置有轴杆,位于轴杆上均匀设置有一号滚筒24;二号框25的前后内壁对称设置有矩形槽,所述的限位柱28对称设置在二号框25的矩形槽内,位于限位柱28的外壁自上往下依次套设有按压板27和滑动架20,所述的按压板27和滑动架20之间的限位柱28外壁套设有限位弹簧29,滑动架20的内部通过轴承设置有轴杆,且轴杆的外壁均匀设置有二号滚筒201,所述的二号调节杆26通过螺纹连接方式设置在二号框25上,且二号调节杆26的下端通过轴承连接在按压板27上;分别操作一号调节杆22和二号调节杆26控制u型架23和滑动架20之间的相对高度,通过一号滚筒24和二号滚筒201的作用实现对钢绞线上弯折处进行矫直处理,在收放卷钢绞线的过程中,钢绞线受到拉力并且分别与一号滚筒24和二号滚筒201外壁配合进而快速实现对钢绞线外部弯折处矫直,且为了提高钢绞线的活动性,通过一号滚筒24和二号滚筒201转动从而降低钢绞线分别与一号滚筒24和二号滚筒201之间的摩擦力,矫直单元2便于根据钢绞线的粗细通过一号调节杆22和二号调节杆26调节进一步控制钢绞线的受拉强度,进而的快速实现钢绞线外壁弯折处的修整;保证钢绞线外壁的处理效果;并且在修整钢绞线的过程中,分别通过一号滚筒24和二号滚筒201转动降低了钢绞线在收卷过程中的摩擦阻力,保证了钢绞线的活动效果。
44.所述的加热单元3包括调节气缸31、固定套32、固定环33、限位套筒34、电动转环35和加热模块36;所述的调节气缸31对称设置在限位框11的底端内壁,调节气缸31的顶端安装有固定套32,所述的固定套32内部均匀设置有固定环33,所述的限位套筒34为对称的可分离式结构,且限位套筒34均匀安装在固定环33上,限位套筒34的内壁设置有滑槽,位于限位套筒34的滑槽内设置有电动转环35,所述的加热模块36通过滑动配合方式设置在限位套筒34的内部,且加热模块36与电动转环35相连接;所述限位套筒34的两端分别设置有内凹
的卷边,且限位套筒34的卷边设置有倒角,并且限位套筒34的卷边处外壁通过活动连接方式均匀设置有滚珠;限位套筒34的两端分别设置有内凹的卷边便于钢绞线的穿入,且限位套筒34的卷边设置有倒角防止钢绞线与限位套筒34的边角发生剐蹭从而造成钢绞线产生毛刺;限位套筒34的卷边处外壁通过活动连接方式均匀设置有滚珠提高了钢绞线收卷过程中的活动性;限位套筒34的卷边内壁均匀设置有安装孔;调节气缸31工作带动固定套32提升至合适的高度,电动转环35转动带动内部的加热模块36匀速转动,通过加热模块36实现对钢绞线的加热处理。
45.所述的加热模块36包括支撑块361、支撑弹簧362、环型筒363、钨丝棒364、导向杆365、导向弹簧366、伸缩块367和执行滚柱368;所述的支撑块361通过滑动配合方式均匀设置在限位套筒34的安装孔内,且所述的支撑块361通过设置的支撑弹簧362与限位套筒34的安装孔内壁相连接,支撑块361的顶端通过活动连接方式设置有滚珠;支撑块361的顶端通过活动连接方式设置有滚珠便于支撑块361与环型筒363配合,从而环型筒363转动的过程中保持稳定;环型筒363通过滑动配合方式设置在限位套筒34的内部,且环型筒363的内壁设置有环形槽,所述的支撑块361顶端与环型筒363的环形槽相配合;环型筒363的外壁连接在电动转环35上,所述的环型筒363内壁均匀设置有钨丝棒364,且环型筒363的内壁均匀设置有导孔,位于环型筒363的导孔内设置有导向杆365,所述的导向杆365外壁套设有导向弹簧366,伸缩块367通过滑动配合方式套设在导向杆365的外壁,且伸缩块367通过滑动配合方式安装在环型筒363的导孔内,位于伸缩块367的下端通过轴承设置有执行滚柱368;通过支撑弹簧362顶伸支撑块361的作用保持环形筒363的稳定,当环形筒363进行转动的过程中,导向弹簧366顶伸伸缩块367使得执行滚柱368与钢绞线的外壁进行贴合,从而在执行滚柱368的作用下对钢绞线外壁的钢丝进行按压修整,提高钢绞线外壁结构质量,并且环形筒363转动的过程中,钨丝棒364发热,钨丝棒364产生的热量快速对内部的钢绞线进行加热,并且钨丝棒364随之转动提高了钢绞线的加热效果,保证了钢绞线外壁均匀的受热;加热模块36采取周向均匀转动加热提高了其对钢绞线的加热效率且均匀转动的过程中保证了钢绞线外壁的受热均匀,在对钢绞线进行加热的过程中,由于钢绞线受热其结构强度降低,通过执行滚柱368的作用保证了钢绞线外壁的塑型效果。
46.所述的冷却单元4包括冷却箱41、固定板42、自吸泵43、淋喷头44、导辊45和出水管46;冷却箱41上设置有矩形孔;冷却箱41的内部设置有固定板42,固定板42的下端均匀设置有淋喷头44,固定板42的上端设置有自吸泵43,自吸泵43的出水口连接在淋喷头44上,自吸泵43的进水口位于冷却箱41的外部,所述冷却箱41的内部通过轴承均匀设置有导辊45,且所述的导辊45呈t型结构排布,导辊45呈t型排布便于绕卷在导辊45上端时钢绞线的下端浸入冷水中快速降温,且钢绞线的上端通过流动的冷水进行淋喷保证水淬效果;位于冷却箱41右侧的矩形孔下端位置设置有出水管46;自吸泵43工作将外部的冷水通过淋喷头44喷出,从而对加热后的钢绞线快速进行水淬冷却,淋喷头44喷出的水对钢绞线进行水淬后被集中收集在冷却箱41的内部,并且冷却箱41内部的水会再次对冷却箱41底部的钢绞线进行二次水冷,确保钢绞线表面的温度彻底降低,冷却箱41内部收集的水量超过一定的容量后通过出水管46流出,从而对冷却箱41内部收集的水进行更换,确保了冷却箱41内部的水质;冷却单元4采取流动的水流对加热过后的钢绞线进行快速水淬冷却,确保了钢绞线的水淬效果,并且钢绞线在进行流动的冷水水淬过后通过收集的水进行浸透冷却,从而确保钢绞
线表面冷却完全。
47.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

