1.本实用新型属于锂离子电池技术领域,更具体地说,涉及一种锂电池的极片、电芯以及用于极片收尾裁切的模切刀。
背景技术:
2.锂电池极片的表面通常具有涂覆涂膏的涂膏区和没有涂覆涂膏的空箔区,在极片的尾部会留有空箔区,制备卷芯时会对尾部的空箔区进行裁切,极片尾部的空箔区裁切后,受到极片涂膏区和空箔区应力不同的影响,容易发生弯曲打折的现象。虽然卷绕式软包锂电池在卷芯收尾时,为了确保卷芯的收紧程度,会通过粘贴终止胶来固定卷芯尾部,防止极片松动、打折,但效果并不理想。而如果极片打折,不仅会造成卷芯外观不良,导致容量损失,在循环过程中造成局部析锂,在工况中还可能会刺穿隔膜,严重时甚至会导致燃烧,对电池的安全性能影响极大。为了排除极片尾部打折的不良品,目前现场使用的方式是人工抽检,由于人工抽检不是全检,这种方式无法100%实时监控,难以避免此类打折不良的电芯流出,存在安全隐患。
技术实现要素:
3.本实用新型的目的是提供一种可以改善锂电池卷芯极片尾部打折现象的极片、电芯以及用于裁切极片尾部的模切刀。
4.为了实现上述目的,本实用新型采取如下的技术解决方案:
5.极片,包括集流体,所述集流体的表面涂有涂膏,极片的尾部具有未涂覆涂膏的尾部空箔区,所述尾部空箔区具有沿极片长度方向从前向后宽度变窄的收尾空箔。
6.进一步的,所述收尾空箔的形状为梯形。
7.进一步的,所述收尾空箔和所述尾部空箔区重合。
8.进一步的,所述集流体的单侧表面上或双侧表面上涂覆有涂膏。
9.进一步的,所述集流体的头部具有未涂覆涂膏的头部空箔区,所述头部空箔区上设置有极耳。
10.进一步的,所述收尾空箔的两侧边的长度相等。
11.一种电芯,包括第一极片、第二极片和设置在两者之间的隔膜,所述第一极片、第二极片和隔膜卷绕成卷芯,所述第一极片为前述极片,在所述第一极片的收尾空箔上贴有收尾胶纸,所述收尾胶纸将第一极片尾部贴紧在卷芯的外表面。
12.进一步的,所述收尾胶纸在极片宽度方向上的尺寸为胶纸宽度,胶纸宽度与所述收尾空箔宽度最窄处的比为0.5~2。
13.本实用新型还提供了一种模切刀,包括刀本体,所述刀本体上设置有刀刃,所述刀刃包括两个侧边刀刃以及连接所述侧边刀刃的横向刀刃,所述侧边刀刃之间的距离从前向后变小。
14.进一步的,两个侧边刀刃和横向刀刃之间的夹角相等。
15.进一步的,两个侧边刀刃和横向刀刃之间的夹角均为钝角。
16.由以上技术方案可知,本实用新型通过改造切刀的结构,采用具有异形刀刃的模切刀对极片尾部空箔进行冲切,来管控卷芯尾部箔材的宽度尺寸,形成一个宽度从前向后变窄的收尾空箔,收尾空箔的逐渐收窄的结构可以抵消极片上涂膏区和空箔区在裁切后产生的应力,改善卷芯制作过程中对极片尾部空箔区域的打折情况,可以解决双面空箔打折和单面空箔打折的问题,从而提高电池的安全性能。采用本实用新型极片制备卷芯,可以取消制程中x
‑
ray全检工序,避免检测工序中人为损伤产品,精简了工艺路线,降低了生产成本。
附图说明
17.为了更清楚地说明本实用新型实施例,下面将对实施例或现有技术描述中所需要使用的附图做简单介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1为本实用新型实施例极片的结构示意图;
19.图2为本实用新型极片另一实施方式的结构示意图;
20.图3为本实用新型实施例极片制成卷芯后尾部贴胶的示意图;
21.图4为本实用新型实施例极片尾部的局部结构示意图;
22.图5为本实用新型模切刀的结构示意图;
23.图6为对极片尾部进行裁切的过程示意图。
24.以下结合附图对本实用新型的具体实施方式作进一步详细地说明。
具体实施方式
25.下面结合附图对本实用新型进行详细描述,在详述本实用新型实施例时,为便于说明,表示器件结构的附图会不依一般比例做局部放大,而且所述示意图只是示例,其在此不应限制本实用新型保护的范围。需要说明的是,附图采用简化的形式且均使用非精准的比例,仅用以方便、清晰地辅助说明本实用新型实施例的目的。
26.锂电池通常包括正极片(第一极片)、负极片(第二极片)和隔膜,隔膜位于正极片和负极片之间,将正、负极片隔开,极片和隔膜叠放在一起卷绕制成卷芯。正极片和负极片上均设置有极耳。电池的极片包括集流体,在集流体的表面上涂有涂膏。为了便于说明,将极片卷绕成电芯时位于电芯内的端部定义为极片的头部,位于电芯外的端部定义为极片的尾部。图1所示为一个正极片的结构示意图,该极片包括集流体1和设置于集流体1上的极耳2,集流体 1的表面涂覆有涂膏,形成涂膏区1a,在集流体1(极片)的头部和尾部分别具有未涂覆涂膏的头部空箔区1b和尾部空箔区1c,极耳2设置于头部空箔区 1b上。本实用新型的极片在裁切后,在尾部空箔区1c形成一个梯形的收尾空箔1d,该收尾空箔1d沿极片长度方向从前向后宽度变窄,本实施例中,收尾空箔1d的头部和尾部空箔区1c的头部平齐,即裁切时切刀的裁切位置是从涂膏区1a和尾部空箔区1c的交接处开始,裁切后得到的收尾空箔1d和尾部空箔区1c重合,本实施例的收尾空箔1d呈梯形(图1中的虚线表示被裁切掉的部分)。在其他的实施例中,切刀的裁切位置也可以不从涂膏区1a和尾部空箔区1c的交接处开始,
即收尾空箔1d是尾部空箔区1c的一部分,其面积小于尾部空箔区1c的面积、位于尾部空箔区1c的区域内,如图2所示。收尾空箔1d前端(靠近涂膏区的一端)和后端(远离涂膏区的一端)的宽度尺寸不同,前端的宽度要大于后端的宽度,通过形成宽度从前向后逐渐变窄的极片尾部,可以逐步抵消极片的应力,使极片裁切后的应力得到释放,便于极片裁切后卷绕收尾,解决极片因涂膏区和空箔区应力不同而导致空箔易发生弯曲、打折的问题。收尾空箔1d的头部和尾部空箔区1c的头部平齐时更有利于极片应力的释放(图1)。收尾空箔1d优选为梯形等轴对称图形,即收尾空箔1d的两侧边的长度相等。
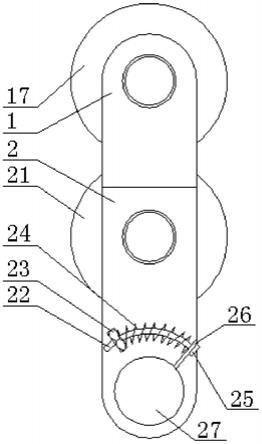
27.极片尾部裁切后,将极片进行卷绕,卷绕时头部空箔区被卷绕在电芯的内部,尾部空箔区在卷芯的外侧,卷绕好后,在收尾空箔1d上贴胶,如图3和图4所示,将收尾胶纸3贴在收尾空箔1d上,然后通过收尾胶纸3将极片的尾部贴紧在卷芯的外表面。将收尾胶纸3在极片宽度方向上的尺寸定义为胶纸宽度,收尾胶纸3的胶纸宽度与收尾空箔1d的宽度最窄处的比可为0.5~2。
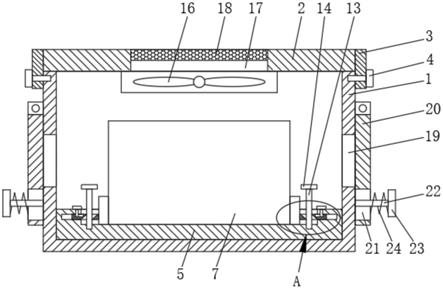
28.图5为本实用新型用于裁切极片尾部的模切刀的结构示意图,采用该模切刀对极片尾部空箔进行裁切,以得到前端宽后端窄的尾部。如图5所示,该极片模切刀包括刀本体4,刀本体4具有刀刃4a,刀刃4a为异形结构,其包括两个侧边刀刃4a
‑
1以及连接两个侧边刀刃4a
‑
1的横向刀刃4a
‑
2,两个侧边刀刃4a
‑
1之间的距离从前向后(沿图5中箭头所示方向,前后方向和极片的前后方向对应)变小,也就是侧边刀刃和横向刀刃倾斜相交,两者之间的夹角α为钝角,从而用模切刀对极片尾部进行裁切后,可以得到从前向后宽度变窄的尾部。侧边刀刃和横向刀刃之间形成夹角,通过调节夹角的角度可以控制裁切后得到的尾部的斜边的长短,通过控制横向刀刃的长度来控制裁切后得到的尾部的尾边的长短。
29.下面结合图6对使用本实用新型的模切刀对极片进行裁切卷绕的过程进行说明。
30.极片裁切前是连续延伸的,极片上按照所需的间距间隔焊接有极耳。制片时根据每一电池卷芯所需的极片长度,将极片进行裁切。模切刀安装在极片裁切设备的切刀支架上。
31.切刀支架抬起,极片以极耳位置为基准线感应定位前移,当移动到位后,传感器感应到极耳,极片停止移动;
32.切刀支架向下移送模切刀(模切刀的移动方向垂直于极片表面),模切刀在预设的裁切位置对极片进行咬合冲切,从而将一段极片的尾部和其后的一段极片的头部切断分离。由于本实用新型模切刀的刀刃部分为从前向后呈收敛状的结构,裁切后,收尾空箔向外保持逐步减窄,收窄的结构便于极片裁切后应力释放,从而可以避免极片弯折,正常卷绕收尾。
33.以上实施例仅用以说明本实用新型的技术方案而非对其限制,尽管参照上述实施例对本实用新型进行了详细的说明,所属领域的普通技术人员应当理解,依然可以对本实用新型的具体实施方式进行修改或者等同替换,而未脱离本实用新型精神和范围的任何修改或者等同替换,其均应涵盖在本实用新型的范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。