1.本发明涉及金属材料表面处理领域,具体涉及一种钛合金股骨柄假体的电解质等离子体抛光方法。
背景技术:
2.钛合金具有优良的生物相容性、密度小、强度高、抗生理腐蚀和低弹性模量等优异性能,在生物医学领域得到了广泛的应用。tc4钛合金是目前骨科和牙科中最常用的医用植入体金属材料,常被用作制造牙桥、髋关节股骨柄、膝关节和骨折板等人工假体。
3.在实际的设计和生产过程中,钛合金股骨柄假体工件在锻造工序中会产生表面氧化层,往往需要经过酸洗等来去除表面氧化层;为了更好的临床效果,往往将股骨柄设计成某些特定的复杂形状和结构,例如股骨柄假体往往采用国际通用12/14标准锥度设计和优化的颈部形状,可以减少碰撞几率并最大化活动范围;在假体侧面采用纵行或横行的凹/凸脊设计,以增加假体抗扭力,提高抗旋稳定性;在其远端股骨髓针采用直形或生理弧度,利于不同方位入路时植入假体,避免大腿疼痛。为了进一步提高钛合金假体植入人体后的临床效果,常常会在钛合金股骨柄假体表面采用沉积相容性涂层等表面改性手段,从而提高其生物相容性、耐蚀性、抗菌性、细胞分化等骨整合能力,例如在股骨柄假体表面常采用近端纯钛涂层和羟基磷灰石(ha)双喷涂,有利于诱导和促进骨生长和骨整合。
4.因此,为了提高钛合金股骨柄假体这种具有复杂形状和结构工件的表面质量,如去除氧化层,降低工件表面的粗糙度并提高表面光泽度,为表面沉积相容性涂层等表面改性手段提供高质量的基体表面,需要对工件表面进行抛光处理。
5.常用的抛光方法有机械抛光和电化学抛光等。其中机械抛光难以对具有复杂形状和结构的工件进行抛光,抛光后工件的表面质量一致性对工人操作依赖性较大,抛光后可能会对工件表面造成微裂纹等损伤,效率相对较低,工作环境噪音污染大,对股骨柄上的纵向或横向凹凸脊打磨时还会造成粉尘污染;电化学抛光可以对复杂形状工件进行抛光,但使用的电解液常为浓度较高的具有强腐蚀性、强氧化性的强酸或强碱溶液,危害操作人员的健康,抛光废液难于处理,会造成环境污染问题。
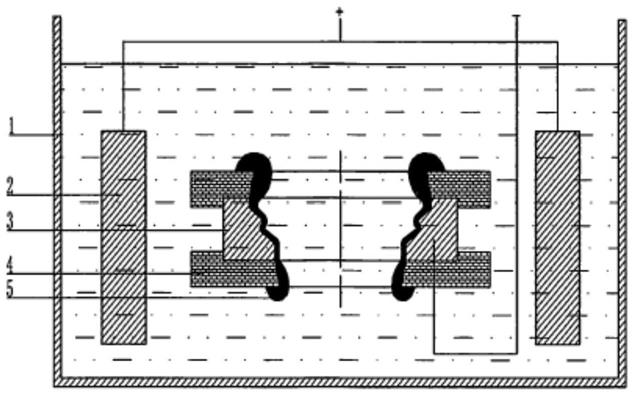
6.电解质等离子体抛光是一种新型的高精度、高效率、绿色环保的金属表面特种加工方法。加工时将工件浸入一定温度的水基电解液中,施加直流高压,因电化学作用而产生阳极钝化膜。同时,形成一个完全包围工件的稳定蒸汽气层,把工件与电解液完全隔开,气层在局部高压下被击穿放电,产生等离子体,在复杂的等离子体物理及化学作用下对阳极钝化膜进行蚀除。当材料表面放电去除速度大于化学反应生成速度时,工件表面得到抛光。该技术可实现对具有复杂形状和结构工件的高精度高效抛光,而且抛光液为低浓度无机盐水溶液,极大降低加工成本,抛光过程环保,杜绝噪声污染和粉尘污染,可有效解决传统加工方法带来的相关问题。
技术实现要素:
7.本发明的目的是,为克服现有技术中存在的不足,提出一种钛合金股骨柄假体的电解质等离子体抛光方法,可以替代酸洗用以去除钛合金股骨柄假体工件在锻造过程中产生的表面氧化层,并可以替代传统抛光方法降低工件表面的粗糙度,提高其光洁度。
8.为了达到上述目的,本发明采用了下列技术方案:
9.一种钛合金股骨柄假体的电解质等离子体抛光方法,包括以下步骤:
10.步骤1,抛光液的制备:
11.步骤1.1,根据要配置抛光液的总体积计算各溶质的用量,溶质包括氟化铵、氟化钾,每配制总体积为1l抛光溶液,各溶质的用量分别为:氟化铵:3
‑
25g、氟化钾:10
‑
60g;
12.步骤1.2,根据计算结果,称取氟化铵、氟化钾剂加入容器中,加入去离子水达到所述总体积,搅拌均匀溶解得到所述抛光液,备用;
13.步骤2,电解质等离子体抛光处理:
14.步骤2.1,将步骤1所制备的抛光液置于抛光池中,并恒温水浴加热并保持温度在70
‑
90℃;
15.步骤2.2,将待抛光钛合金股骨柄假体工件夹持在夹具上,保持工件与夹具之间具有良好的导电性;
16.步骤2.3,将夹持有钛合金股骨柄假体工件的夹具连接电源阳极,导电材料连接电源阴极;
17.步骤2.4,将连接阴极的导电材料置于抛光液中,将夹持有钛合金股骨柄假体工件的夹具置于抛光池上方,打开高压直流电源,在阴阳极之间施加300
‑
500v电压,将工件以0.1
‑
20cm/s的下降速度完全浸没于抛光液液面下方1
‑
20cm处,工件表面电流密度保持在0.12
‑
0.6a/cm2;
18.步骤2.5,对待抛钛合金股骨柄假体进行1
‑
30min的抛光处理;
19.步骤3,后续处理:
20.关闭电源,将夹具取出并在用纯水冲洗去除表面残留物,将钛合金股骨柄假体工件在无水乙醇中超声清洗、脱水并烘干。
21.进一步,所述待抛光钛合金股骨柄假体工件为gb/t 13810
‑
2017标准的外科植入物用tc4钛合金。
22.进一步,所述步骤2.3中导电材料为不锈钢、铂、铜中的一种,所述导电材料的形状为板、环、槽。
23.进一步,所述步骤2.3中导电材料与钛合金股骨柄假体工件的表面积比大于8:1。该表面积比例可以使得阳极表面达到能形成等离子体所需的电流密度,当阴阳极表面积比过小时,阳极表面无法达到所需电流密度,无法形成等离子体对阳极表面进行抛光。
24.与现有技术相比本发明具有以下优点:
25.(1)在去除表面氧化层方面:
26.与传统的酸洗相比,不必使用传统的硝酸、氢氟酸等具有极强腐蚀性、强氧化性的有毒酸溶液,而是采用低浓度无机盐溶液作为抛光液,对生态环境更友好,为工人的操作环境和身体健康提供了更好的保障。
27.(2)在降低工件表面的粗糙度和提高光洁度方面:
28.与机械抛光相比,为非接触式加工,加工时受工件形状和结构的局限性小,可以加工具有锥度、弧度和纵向或横向凹凸脊等形状和结构比较复杂的工件;抛光液可以起到很好的散热效果,避免高温产生形变;抛光效率高,短时间内即可实现对假体工件的高效高精度抛光;抛光后工件的表面质量一致性对工人操作依赖性小,工作环境友好,无噪音污染。
29.与电化学抛光相比,不必使用具有强腐蚀性、强氧化性的强酸或强碱性抛光液,而是采用低浓度无机盐水溶液,抛光液成本低,抛光过程环保无污染,可以有效减少对工人健康的危害,抛光后的废液易于处理。
30.(3)本发明通过一种钛合金股骨柄假体表面的电解质等离子体抛光方法,可实现对形状和结构复杂的股骨柄假体工件表面的低成本高效环保抛光,有利于产业化和商业推广。
附图说明
31.图1为应用实施例1抛光方法前后的钛合金股骨柄假体工件的实例图像,其中图1a为应用抛光方法前,图1b为应用抛光方法后。
具体实施方式
32.实施例1
33.一种钛合金股骨柄假体的电解质等离子体抛光方法,包括以下步骤:
34.步骤1,抛光液的制备:
35.步骤1.1,根据要配置抛光液的总体积计算各溶质的用量,溶质包括氟化铵、氟化钾,配制总体积为1l抛光溶液,各溶质的用量分别为:氟化铵:5g、氟化钾:30g;
36.步骤1.2,根据计算结果,称取氟化铵、氟化钾加入容器中,加入去离子水达到所述总体积,搅拌均匀溶解得到所述抛光液,备用;
37.步骤2,电解质等离子体抛光处理:
38.步骤2.1,将步骤1所制备的抛光液置于抛光池中,并恒温水浴加热并保持温度在75℃;
39.步骤2.2,将待抛光钛合金股骨柄假体工件夹持在夹具上,保持工件与夹具之间具有良好的导电性;
40.步骤2.3,将夹持有钛合金股骨柄假体工件的夹具连接电源阳极,不锈钢板连接电源阴极,其中不锈钢板与工件的表面积比大于8:1;
41.步骤2.4,将不锈钢板置于抛光液中,将夹持有钛合金股骨柄假体工件的夹具置于抛光池上方,打开高压直流电源,在阴阳极之间施加400v电压,将工件以5cm/s的下降速度完全浸没于抛光液液面下方10cm处,工件表面电流密度保持在0.35a/cm2;
42.步骤2.5,工件表面形成完全包裹工件的稳定气层,气层被击穿放电产生等离子体,对待抛钛合金股骨柄假体进行10min的抛光处理;
43.步骤3,后续处理:
44.关闭电源,将夹具取出并在用纯水冲洗去除表面残留物,将钛合金股骨柄假体工件在无水乙醇中超声清洗、脱水并烘干。
45.图1为为应用本实施例抛光方法前后的钛合金股骨柄假体工件的实例图像,其中
图1a为应用抛光方法前,图1b为应用抛光方法后,表1为应用本实施例抛光方法前后的钛合金股骨柄假体工件表面不同位置粗糙度ra的测试结果。
46.表1钛合金股骨柄假体工件表面不同位置粗糙度ra的测试结果
[0047] 抛光前粗糙度ra(μm)抛光后粗糙度ra(μm)位置10.9380.182位置20.4070.086位置30.7590.135位置40.3860.082位置50.4530.097
[0048]
从表1中可以看出,经过该方法抛光后,工件表面氧化皮被完全去除,粗糙度ra得到大幅降低,表面光洁度得到显著提高。
[0049]
实施例2
[0050]
一种钛合金股骨柄假体的电解质等离子体抛光方法,包括以下步骤:
[0051]
步骤1,抛光液的制备:
[0052]
步骤1.1,根据要配置抛光液的总体积计算各溶质的用量,溶质包括氟化铵、氟化钾,配制总体积为1l抛光溶液,各溶质的用量分别为:氟化铵:3g、氟化钾:10g;
[0053]
步骤1.2,根据计算结果,称取氟化铵、氟化钾加入容器中,加入去离子水达到所述总体积,搅拌均匀溶解得到所述抛光液,备用;
[0054]
步骤2,电解质等离子体抛光处理:
[0055]
步骤2.1,将步骤1所制备的抛光液置于抛光池中,并恒温水浴加热并保持温度在70℃;
[0056]
步骤2.2,将待抛光钛合金股骨柄假体工件夹持在夹具上,保持工件与夹具之间具有良好的导电性;
[0057]
步骤2.3,将夹持有钛合金股骨柄假体工件的夹具连接电源阳极,不锈钢板连接电源阴极,其中不锈钢板与工件的表面积比大于8:1;
[0058]
步骤2.4,将不锈钢板置于抛光液中,将夹持有钛合金股骨柄假体工件的夹具置于抛光池上方,打开高压直流电源,在阴阳极之间施加500v电压,将工件以0.1cm/s的下降速度完全浸没于抛光液液面下方1cm处,工件表面电流密度保持在0.12a/cm2;
[0059]
步骤2.5,工件表面形成完全包裹工件的稳定气层,气层被击穿放电产生等离子体,对待抛钛合金股骨柄假体进行30min的抛光处理;
[0060]
步骤3,后续处理:
[0061]
关闭电源,将夹具取出并在用纯水冲洗去除表面残留物,将钛合金股骨柄假体工件在无水乙醇中超声清洗、脱水并烘干。
[0062]
实施例3
[0063]
一种钛合金股骨柄假体的电解质等离子体抛光方法,包括以下步骤:
[0064]
步骤1,抛光液的制备:
[0065]
步骤1.1,根据要配置抛光液的总体积计算各溶质的用量,溶质包括氟化铵、氟化钾,每配制总体积为1l抛光溶液,各溶质的用量分别为:氟化铵:25g、氟化钾:60g;
[0066]
步骤1.2,根据计算结果,称取氟化铵、氟化钾加入容器中,加入去离子水达到所述
总体积,搅拌均匀溶解得到所述抛光液,备用;
[0067]
步骤2,电解质等离子体抛光处理:
[0068]
步骤2.1,将步骤1所制备的抛光液置于抛光池中,并恒温水浴加热并保持温度在90℃;
[0069]
步骤2.2,将待抛光钛合金股骨柄假体工件夹持在夹具上,保持工件与夹具之间具有良好的导电性;
[0070]
步骤2.3,将夹持有钛合金股骨柄假体工件的夹具连接电源阳极,不锈钢板连接电源阴极,其中不锈钢板与工件的表面积比大于8:1;
[0071]
步骤2.4,将不锈钢板置于抛光液中,将夹持有钛合金股骨柄假体工件的夹具置于抛光池上方,打开高压直流电源,在阴阳极之间施加300v电压,将工件以20cm/s的下降速度完全浸没于抛光液液面下方20cm处,工件表面电流密度保持在0.6a/cm2;
[0072]
步骤2.5,工件表面形成完全包裹工件的稳定气层,气层被击穿放电产生等离子体,对待抛钛合金股骨柄假体进行1min的抛光处理;
[0073]
步骤3,后续处理:
[0074]
关闭电源,将夹具取出并在用纯水冲洗去除表面残留物,将钛合金股骨柄假体工件在无水乙醇中超声清洗、脱水并烘干。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。